
Creality K1 – Cura: as melhores configurações e perfis

Em busca de configurações perfeitas do Cura para a Creality K1? Confira estes parâmetros e libere o todo o potencial de velocidade da sua Creality K1!
Quando a K1 da Creality foi lançada em meados de 2023, ela foi recebida com muito entusiasmo. Essa impressora de modelagem por deposição fundida (FDM) baseada em Klipper é repleta de recursos, e a Creality ainda afirma ser capaz de atingir velocidades máximas de impressão de 600 mm/s e aceleração de 20.000 mm/s2. Essa impressora 3D também possui nivelamento automático e um gabinete fechado, tudo isso a um preço acessível.
Apesar de alguns problemas com o lote inicial de máquinas, o que fez com que a Creality enviasse novas extrusoras aos clientes, a popularidade dessa impressora continua a crescer na comunidade de impressão 3D. A K1 vem com o software de fatiamento Creality Print pronto para uso. Trata-se de uma ramificação do popular programa Cura, mas adaptado à Creality. Infelizmente, o Creality Print não possui alguns dos recursos implementados na versão mais recente do Cura.
O Cura, adorado por entusiastas de impressão 3D, é um slicer (fatiador) gratuito e open-source que agrada a usuários de todos os níveis de experiência. Como um iniciante, você pode visualizar as configurações mais importantes, enquanto usuários mais avançados podem ajustar mais de 400 configurações no modo Personalizado. Felizmente, o Cura permite que usuários criem perfis para impressoras não integradas inicialmente ao programa, portanto é possível configurar esse fatiador para funcionar perfeitamente com o modelo K1 da Creality.
Nesse artigo, nós vamos lhe orientar na configuração do Cura para uso com a K1 e fornecer as configurações essenciais para garantir resultados de impressão impressionantes e eficientes. Vamos começar!

Começando
Se quiser aproveitar o poder do Cura para elevar sua experiência de impressão com a K1, você vai precisar criar um perfil de impressão personalizado. Até o momento da escrita desse artigo, não havia um perfil nativo para a K1 no Cura. Essencialmente, um perfil de impressão contém informações que identificam a impressora 3D, o material e todas as configurações de impressão ativadas com seus valores correspondentes que o fatiador utiliza para gerar o G-code. Embora o Cura tenha vários perfis de impressão predefinidos para impressoras e materiais de outros fabricantes, ele também permite que usuários criem perfis de impressão personalizados.
Veja a seguir como começar a criar um perfil para sua K1:
- Vá para “Ajustes > Impressora > Adicionar Impressora”.
- Selecione “Impressora não-UltiMaker”.
- Em seguida, selecione “Adicionar uma impressora local”.
- Procure por “Creality3D”, selecione “Creality Ender-3 S1” (tal como o recomendado pela Creality), renomeie a impressora como “Creality K1” e, em seguida, clique em “Adicionar”.
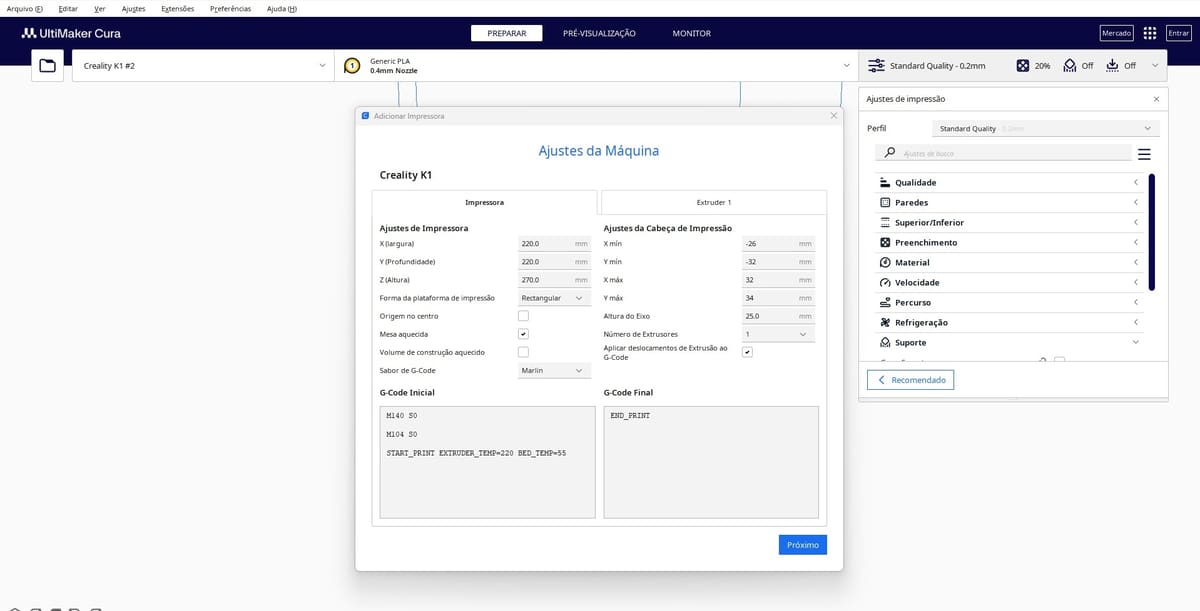
- Na impressora, altere o valor “Z (Altura)” para 250,0 mm e em seguida limpe os campos de G-code inicial e final.
- Insira as seguintes linhas no campo “G-code Inicial”:
M140 S0
M104 S0
START_PRINT EXTRUDER_TEMP=220 BED_TEMP=55
- Em seguida, insira no campo “G-code Final”:
END_PRINT
Como a Creality K1 vem com um bico de 0,4 mm, as configurações que fornecemos aqui serão para impressão de PLA, ABS, PETG e TPU com esse tamanho de bico.
Aqui está um resumo rápido do nosso perfil de impressão recomendado, mas nós vamos dar uma visão mais detalhada de cada configuração em particular. Lembre-se de que você talvez precise modificar esse perfil para adequar ao tipo de filamento e bico específicos.
Perfil de impressão perfeito para PLA com K1:
- Temperatura de impressão: 220-240 °C
- Temperatura da mesa: 50 °C
- Velocidade: 200-300 mm/s
- Altura de camada: 0,2 mm
- Retração: 0,5 mm a 40 mm/s
- Preenchimento: 20%
- Velocidade da camada inicial: 10-20 mm/s
- Velocidade inicial da ventoinha: 0%
Temperatura do hotend
A impressão 3D FDM envolve a fusão de termoplásticos e sua precisa deposição em camadas. Isso faz com que a temperatura do hotend seja uma das configurações mais importantes, pois o hotend é responsável por fundir o plástico. Uma temperatura inadequada contribuirá para problemas como excesso ou falta de extrusão e bolhas (blobs), reduzindo a qualidade da impressão.
Todos os fabricantes de filamentos sugerem temperaturas de impressão específicas para seus filamentos, e esse é geralmente o melhor ponto de partida ao criar um perfil de impressão para seu filamento. Entretanto, para uma extrusão tranquila de PLA, uma temperatura entre 220 °C e 240 °C geralmente funciona bem para a maioria das marcas. Fatores como o tamanho do bico e a velocidade de impressão também afetam a temperatura de impressão ideal para você, por isso sugerimos imprimir primeiro uma torre de temperatura ao utilizar um novo filamento.
As temperaturas ideais de impressão variam em torno de 260 °C para ABS, entre 250 °C e 270 °C para PETG e em torno de 220 °C para TPU. Uma boa regra geral é começar a imprimir nas faixas de temperaturas mais baixas e ir aumentando a temperatura em 5 °C até que a qualidade da impressão esteja excelente.
Resumo
- PLA: 220-240 °C
- ABS: 260 °C
- PETG: 250-270 °C
- TPU: 220 °C
Temperatura da mesa

O aumento da temperatura da mesa de impressão geralmente melhora a adesão entre a primeira camada de impressão e a plataforma, reduzindo o risco de falha de impressão devido à separação da peça com a mesa.
A K1 vem com uma plataforma de impressão de PEI capaz de atingir 100 °C, o que é necessário para imprimir ABS com essa máquina. Embora o PLA normalmente não exija uma mesa aquecida, dependendo do material da plataforma de impressão, há benefícios em usar uma mesa com temperatura entre 50 °C e 60 °C. Fita Kapton, cola e fita crepe azul para pintura também podem ser utilizadas para melhorar a aderência na sua plataforma de impressão.
Resumo
- PLA: 50°C
- ABS: 100 °C
- PETG: 70 °C
- TPU: 70-75 °C
Velocidade
A Creality afirma que a K1 consegue atingir impressionantes velocidades de impressão de 600 mm/s e aceleração de 20.000 mm/s2. No entanto, eles também admitem que usuários devem considerar uma velocidade de impressão máxima típica de 300 mm/s e uma velocidade de percurso de 800 mm/s. O fator mais importante que determina a velocidade de uma impressora 3D é sua taxa máxima de fluxo volumétrico, que a Creality afirma ser de 32 mm3/s para a K1. A taxa de fluxo volumétrico descreve o volume de plástico fundido que seu hotend é capaz de produzir por segundo.
Para o PLA, nós sugerimos definir uma taxa máxima de fluxo de 20 mm3/s, uma velocidade inicial de 200 mm/s e ir aumentando a partir daí. Essa velocidade e taxa de fluxo também funcionam bem com ABS. Como o PETG gera um pouco mais de fiapos ("stringing"), nós sugerimos 180 mm/s como um bom ponto de partida. Como é sempre uma boa ideia começar com velocidades mais baixas com filamentos flexíveis, nós recomendamos uma velocidade máxima de 80 mm/s para TPU. Imprima uma torre de teste de velocidade para calibrar ainda mais as suas configurações!
Resumo
- PLA: 200-300 mm/s
- ABS: 200-300 mm/s
- PETG: 180 mm/s
- TPU: 80 mm/s
Velocidade da ventoinha
No fim das contas, a velocidade da ventoinha depende do material. Ao imprimir PLA na K1, você vai precisar que as ventoinhas de resfriamento da peça estejam no máximo, que a porta e a tampa estejam abertas para garantir que nenhum acúmulo de calor afete negativamente a qualidade da impressão. Por outro lado, com ABS, já que a câmara da K1 é aquecida passivamente (ela usa o calor do bico e da mesa para aumentar a temperatura da câmara), você vai precisar desligar todas as ventoinhas e pré-aquecer a impressora até que a temperatura da câmara esteja em torno de 40 °C antes de começar a imprimir, evitando assim deformações nas peças e problemas de adesão de camadas.
Se resfriado muito rapidamente, o PETG tende a trincar, sendo uma boa ideia imprimir com a porta fechada. Mantenha a velocidade máxima da ventoinha entre 20% a 30% e a temperatura da câmara em 40 °C para os melhores resultados.
Assim como com o ABS, evite imprimir TPU com as ventoinhas ligadas, pois as camadas de TPU precisam de tempo para se fundir. No entanto, pontes (bridges), saliências (overhangs) e pequenas camadas se beneficiam de um leve resfriamento. Defina a sua ventoinha para no máximo 20% nessas áreas para a melhor qualidade.
Resumo
- PLA: 100%
- ABS: 0% (gabinete fechado)
- PETG: 50-100%
- TPU: 0% (20% para pontes, saliências, e pequenas camadas)
Altura de camada
Para um determinado bico, recomenda-se usar uma altura de camada entre 25% e 75% do tamanho do bico. Entretanto, a altura da camada que você decidir usar será determinada pela finalidade da impressão.
Alturas de camada menores produzem impressões mais detalhadas, mas geralmente levam mais tempo para serem concluídas comparadas com alturas de camada maiores, que sacrificam um pouco da resolução ou dos detalhes para reduzir o tempo de impressão. Saliências (overhangs) também costumam ser melhor impressas quando se usam alturas de camada maiores.
É fundamental garantir o alinhamento entre a velocidade de impressão e a altura da camada ao imprimir com a K1. Velocidades de impressão mais altas complementam alturas de camada menores mais efetivamente (tendo em mente a taxa máxima de fluxo volumétrico), minimizando o risco de sub-extrusão, enquanto as alturas de camada maiores são melhor combinadas com velocidades de impressão menores para obter a melhor qualidade de impressão.
Resumo
- Detalhe fino, devagar: 0,1 mm
- Detalhe grosso, rápido: 0,2 mm
Primeira camada
Trata-se talvez da camada mais importante em impressão FDM. Fazer com que a primeira camada fique grudada na mesa de impressão durante toda a impressão ajuda e muito a eliminar falhas de impressão, economizando tempo, dinheiro e frustração. Ter primeiras camadas corretas também garante a precisão dimensional de suas impressões.
Você pode implementar diversas estratégias para melhorar significativamente a qualidade da primeira camada em qualquer impressora FDM, incluindo a K1. Comece aumentando as temperaturas do bico da primeira camada e da mesa de impressão em 5 °C enquanto desativa as ventoinhas de resfriamento para evitar o resfriamento prematuro do plástico. Além disso, escolher uma maior altura de camada para imprimir a primeira camada pode ser benéfico. As temperaturas mais altas do bico e da mesa de impressão garantem que o plástico permaneça fundido por mais tempo, enquanto o uso de uma altura de camada maior aumenta a compressão do plástico fundido na mesa de impressão, melhorando a adesão.
Para otimizar esse processo, reduza a velocidade de impressão especificamente para a primeira camada na faixa de 10 a 20 mm/s. Como a K1 vem com uma plataforma de impressão de PEI e imprime uma linha na borda da plataforma de impressão graças ao G-code inicial, você provavelmente não vai precisar de rafts, brims ou skirts.
Cuidado apenas com a pata de elefante, que pode surgir devido ao esmagamento adicional da primeira camada na plataforma de impressão. Definir um valor negativo para a expansão horizontal da primeira camada no Cura o ajudará a evitar esse problema.
Resumo
- Altura da primeira camada: para uma altura de camada de 0,2 mm, utilize 0,24 mm ou 0,28 mm
- Velocidade da primeira camada: 10 a 20 mm/s
- Velocidade inicial da ventoinha: 0%
Retração
A retração reverte o movimento do motor da extrusora para combater o stringing em uma impressão ao reduzir a pressão no interior do bico. A retração é muito útil quando sua impressora precisa realizar movimentos de percurso entre diferentes partes de uma peça ou ao imprimir diversos objetos ao mesmo tempo. As retrações aumentam o tempo de impressão e podem danificar o filamento, o que pode causar uma falha na impressão. Por isso, nós sugerimos que você defina um valor máximo de retrações no Cura.
Ao usar retrações, as configurações mais importantes são a velocidade de retração (recuo e avanço) e a distância de retração. A velocidade de retração é a velocidade na qual o filamento é recuado, enquanto a velocidade de avanço define a rapidez com que o filamento será alimentado de volta ao bico. A velocidade de retração também depende muito da velocidade de percurso, sendo que velocidades de percurso mais rápidas exigem velocidades de retração mais altas.
Recomenda-se evitar retrações com TPU, pois os filamentos flexíveis são mais suscetíveis a danos. No entanto, a K1 tem uma extrusora direta, por isso você pode usar retração com velocidades mais lentas. Retração para PLA a 40 mm/s e distância de retração de 0,5 mm funcionam bem com a K1. Esses valores também funcionam muito bem para ABS e PETG.
Também é vantajoso definir a velocidade de avanço um pouco mais alta para evitar sub-extrusão logo após uma retração. No fim, imprimir um teste de retração é a melhor forma de se obter as configurações corretas de suas impressões.
Resumo
- PLA: 0,5 mm a 40 mm/s
- ABS: 0,5 mm a 40 mm/s
- PETG: 0,5 mm a 40 mm/s
- TPU: 0,5 mm a 30 mm/s
Preenchimento (infill)
A quantidade de preenchimento que você usa em uma impressão depende da finalidade da peça e da sua geometria. Impressões funcionais geralmente exigem mais preenchimento do que peças decorativas. No entanto, impressões com maiores áreas fechadas de superfície superior exigem um maior preenchimento para suportar suas camadas superiores do que as impressões com áreas de superfície menores ou de geometrias abertas.
A porcentagem e o padrão do preenchimento afetam a resistência, o peso e o tempo necessário para concluir a impressão. Para impressões funcionais, nós recomendamos padrões de preenchimento que ofereçam resistência igual em todas as direções, como os padrões de preenchimento cúbico e octeto da Cura.
Para peças decorativas, um preenchimento máximo de 15% deve ser suficiente, enquanto impressões funcionais exigem porcentagens de preenchimento maiores, entre 50% a 100%.
Resumo
- Impressões decorativas: 0% a 15%
- Impressões comuns: 15% a 50%
- Impressões funcionais: 50% a 100%
Licença: O texto "Creality K1 – Cura: as melhores configurações e perfis", da All3DP, é licenciado pela licença Creative Commons Atribuição 4.0 Internacional (CC BY 4.0)