
Find the Build Surface That Actually Works Best for PLA, PETG, Nylon & More

Looking to get a new build plate but can't decide what kind to buy? Let us help you to make the best decision for your 3D printer bed!
The print bed may not be the flashiest part of a 3D printer, but it has a huge say in whether your print succeeds or fails. Too little adhesion and corners lift, layers warp, or the whole model breaks loose mid-print. Too much adhesion and you risk damaging the part, the build plate, or both.
The “best” build plate depends on three things:
- your filament
- desired bottom finish
- easy removal
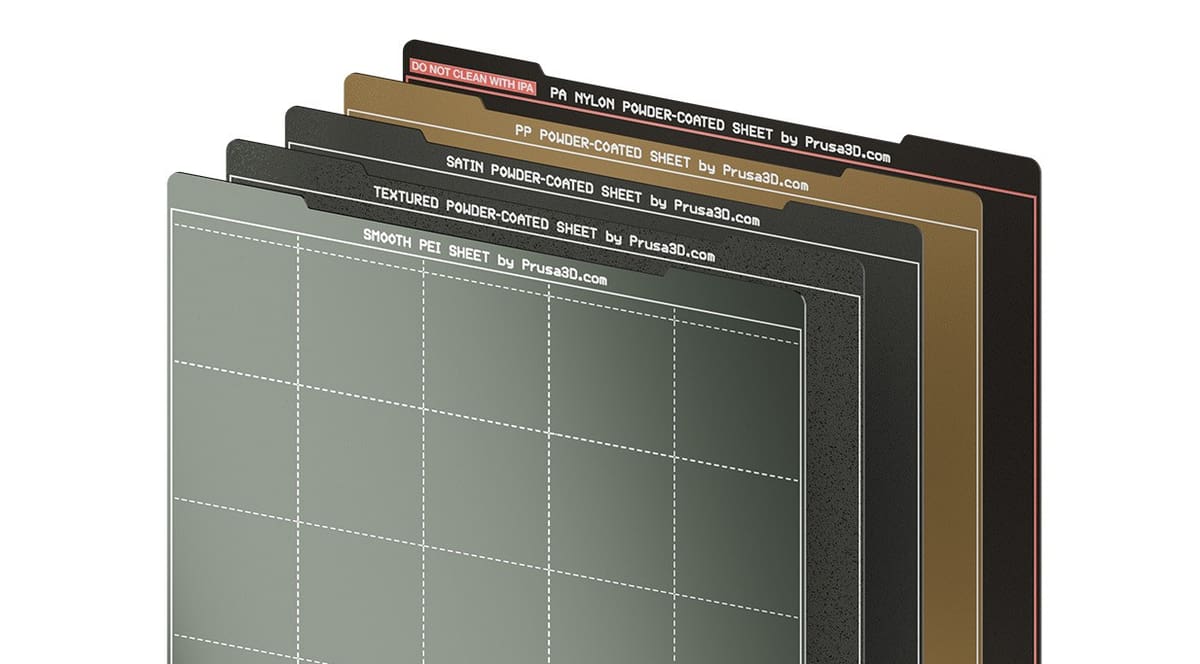
Choosing the right build surface depends on what you filament you’re printing with, how you want the bottom of your parts to look, and how much convenience you expect from your printer. A smooth PEI sheet can leave PLA parts with a glossy finish, textured PEI is a reliable everyday option for many materials, glass is still useful for flatness and shine, while G10, polypropylene, and specialty effect plates each solve more specific problems and address more specific materials.
In this guide, we’ll walk through the most common 3D printer bed surfaces, explain what each one is best for, and help you choose the right build plate for PLA, PETG, ABS, ASA, TPU, nylon, polypropylene, and more. While one print bed might work great with a PLA filament, if you’re printing polycarbonate or ABS, you may experience better results on another type of build plate.
We’ll also cover when to use glue, tape, or other release layers, because the best build surface is the one that lets your print stick — and come off — exactly when it should.
Today, there are many options for 3D printer build plates, all with different features, sizes, and other characteristics. We’ll go over how you can pick the best print bed by listing a the best build plate options on the market.
Before we get into the options, though, we’ll first review some characteristics of a build plate that you should consider when choosing which print bed is for you. Enjoy!
Quick Picks: Best Build Plate by Material
Branded vs. Third Party Plates: Interchangeable?

Build plates are not universally interchangeable between brands or printers in the same brand. They can be interchangeable if the size, mounting method, magnet type, and printer clearance match, but most often, printers have different tabs, cutouts, thickness, coatings, or detection features so they should not be treated as interchangeable. If the plate and printer features don’t align exactly, they can collide with clips, frames, nozzle wipers, purge areas, or bed sensors.
But that doesn’t mean you have to buy from your printer manufacturer. There are plenty of third-party build plate makers that are cheaper versions than the brand names or specialty upgrades to the plate your printer came with. Some make generic plates by size, while others offer printer-specific plates for Bambu, Prusa, Creality, Voron, Anycubic, Elegoo, Ultimaker, Raise3D, LulzBot, and other machines. Needless to say, ensure the plate is designated as compatible with your printer.
Some brands like BuildTak and Wham Bam offer proprietary, patent-pending compositions. In other words, the exact polymer blend is not publicly disclosed but they claim that their sheets work with a wider range of materials than many brand-specific sheets so if you print often with various materials you may need only one plate.
Plate manufacturers, such as Wham Bam, BIQU Panda/CryoGrip, BuildTak, MatterHackers LayerLock, and many others offer a wide range of plates and surfaces.
If you’re using a third-party plate, you often need to enter this information in your slicer. Although third-party Bambu-compatible plates are common, you may need to disable or adjust build-plate detection depending on the plate. Printers without load cells or automatic sheet profiles may need different Z offsets for different sheet thicknesses. Prusa, for example, explicitly notes that different sheet types have different thicknesses and may need recalibration or new saved sheet profiles.
Plates for PLA

PLA is the easiest common filament to print, so you have plenty of build plate options. For most users, a textured or satin PEI spring steel sheet is the best everyday choice. It grips well when hot, releases easily after cooling, and is much more convenient than prying parts off a fixed bed.
Smooth PEI is also excellent for PLA, especially if you want a clean, glossy bottom surface. Glass can produce a similarly shiny first layer and remains a good option for older printers or budget setups, but it is heavier, slower to heat, and less convenient than a removable flex plate.
For decorative prints, PLA is usually the best material for when using holographic or other “3D effect” plates (see section below). These plates can transfer patterns or iridescent effects onto the first layer, but they should be treated as cosmetic surfaces rather than rough workshop plates.
- Best starting point: Textured or satin PEI, Cool Plate
- Use smooth PEI or glass if: You want a shiny bottom finish
- Use a 3D effect plate if: The first layer appearance matters most
Best Build Plate for PETG

PETG is where build plate choice becomes more important. It is stickier than PLA and can bond too aggressively to some surfaces, especially bare smooth PEI and glass. That can lead to damaged coatings or even chunks pulled from a glass bed.
For most users, textured or satin PEI is the safest starting point. These surfaces usually provide enough adhesion during printing while releasing more easily after cooling. Prusa describes its satin sheet as a middle ground between smooth and textured sheets, with strong compatibility across common materials including PLA and PETG.
Smooth PEI can work with PETG, but it’s wise to use a release layer such as glue stick. In this case, the glue is not only there to make the part stick — it also creates a barrier between the PETG and the PEI so the part doesn’t bond too strongly.
- Best starting point: Textured or satin PEI
- Use caution with: Bare smooth PEI or bare glass
- Tip: For PETG, glue stick often acts as a release layer, not just an adhesive.
Best Build Plate for TPU
TPU and other flexible filaments can grip the bed surprisingly hard. A textured or satin PEI spring steel sheet is usually a good starting point because the part can often be released by flexing the sheet once cool.
Smooth PEI can work, but there is a higher risk of over-adhesion, especially with soft TPU grades. A light release layer can help prevent the print from fusing to the surface. Be careful with delicate effect plates, too: flexible parts can be difficult to remove cleanly if the first layer is pressed too hard into the surface.
- Best starting point: Textured or satin PEI
- Use caution with: Smooth PEI and delicate 3D effect plates
- Tip: Avoid an overly low Z-offset; TPU does not need to be smashed into the bed.
Best Build Plate for ABS & ASA
ABS and ASA need more than a sticky bed. They are prone to warping, so a warm, stable printing environment often matters as much as the plate itself. An enclosure is strongly recommended, especially for larger parts.
Textured or satin PEI is a strong starting point for both materials. Smooth PEI can also work, but larger parts may need a brim or adhesive helper. Glass with ABS slurry or a suitable adhesive is a traditional option, but it’s less convenient than a modern spring steel sheet.
ASA is often chosen for outdoor parts because of its UV resistance, but from a bed-adhesion perspective it behaves similarly to ABS: keep the bed hot, avoid drafts, and use an enclosure when possible.
- Best starting point: Textured or satin PEI
- Also consider: Smooth PEI or glass with adhesive
- Tip: If corners lift, the issue may be chamber temperature and drafts, not just the plate.
Best Build Plate for Nylon, PA-CF & PA-GF

Nylon is one of the clearest cases where a specialized build surface can make a big difference. Standard PEI sheets may not provide enough adhesion for some nylon materials, especially larger parts. Garolite, also called G10 or FR4, is a popular option because nylon tends to grip it well.
MatterHackers describes Garolite as a build surface aimed at nylon and nylon-based materials, including NylonX and NylonG. Prusa also offers a dedicated PA nylon sheet, noting that polyamides can have poor adhesion on standard PEI sheets.
For carbon-fiber or glass-fiber nylon, make sure the build surface can handle the required bed temperature. Although filled nylon is abrasive to nozzles, build plate damage usually comes from over-adhesion, difficult part removal, or using scrapers on delicate coatings.
Also remember that nylon must be very dry. A good build plate will not fully compensate for wet filament.
- Best starting point: Garolite/G10 or a dedicated PA sheet
- Also consider: High-temp engineering plates
- Tip: Dry filament, enclosure, and bed adhesion all matter.
Best Build Plate for Polycarbonate

Polycarbonate is demanding. It needs high nozzle temperatures, high bed temperatures, strong adhesion, and usually an enclosure. High-temperature PEI or an engineering plate is the best starting point, but Garolite/G10 and adhesive-coated glass can also work depending on the printer and filament blend.
Because PC can stick aggressively to some surfaces, check the plate manufacturer’s recommendations before printing. A release layer may be necessary to protect the build plate.
- Best starting point: High-temp PEI or engineering plate
- Also consider: Garolite/G10 or adhesive-coated glass
- Tip: Check the build plate’s temperature rating before printing PC
Best Build Plate for Polypropylene
Polypropylene (PP) is difficult because it does not like to stick to many common build surfaces. The best option is usually a PP sheet or a PP-compatible surface, because polypropylene tends to adhere best to chemically similar materials.
This is not the plate most for general-purpose printing. It’s a specialized solution for a specialized material and should be pulled out of the drawer only when printing with PP.
- Best starting point: PP sheet
- Also consider: PP tape or PP-compatible adhesive
- Tip: Don’t buy a PP sheet unless you actually plan to print PP
Best Build Plate for Decorative Surfaces

If you care about the look of the first layer, try a decorate plate or plate cover. These plates transfer a visual pattern to the bottom of the print, making them popular for boxes, display pieces, coasters, and decorative PLA parts.
The trade-off is durability and material compatibility. Decorative plates aren’t very long lasting and their effect only work for a limited number of prints. They are usually more sensitive to cleaning, scraping, Z-offset, and filament choice than standard PEI sheets. Bambu Lab’s 3D effect plate guidance, for example, recommends setting the slicer plate type to Smooth PEI/High Temperature Plate and following the heatbed settings for those specialty sheets.
Note that some 3D printer makers say that camera or LiDAR detection features can be affected by plate color, pattern, or reflectivity. It’s not that you can’t use these surfaces, but you may need to monitor for print failure detection.
PET
PEY PEO
holographic
carbon-fiber-effect, diamond, starry, or other 3D effect plate.
- Best starting point: PET, PEY, PEO, or branded 3D effect plate
- Best materials: Usually PLA, sometimes PETG or TPU depending on the plate
- Tip: Use plastic scrapers and gentle cleaning to preserve the effect layer.
Build Plate Types Explained
Smooth PEI
Smooth PEI is one of the most common modern build surfaces. It provides strong adhesion for PLA and leaves a smooth or glossy bottom finish. On removable spring steel sheets, it’s also convenient: let the bed cool, flex the sheet, and the part usually pops off.
The main caution is over-adhesion. PETG, TPU, and PC can stick too strongly to smooth PEI, so a release layer may be needed.
- Best for: PLA, smooth bottom finishes
- Be careful with: PETG, TPU, PC
- Bottom finish: Smooth to glossy
Textured PEI
Textured PEI, often powder-coated on spring steel, is a strong everyday surface. It grips many common materials, hides small first-layer imperfections, and gives the bottom of prints a matte, textured finish. MatterHackers notes that removable magnetic spring-steel PEI plates can release prints as the bed cools or with a gentle bend.
Textured PEI is often the safest default for users who print PLA, PETG, ASA, ABS, and TPU on the same machine.
- Best for: Everyday PLA, PETG, ASA, ABS, TPU
- Be careful with: Small PLA parts on some very textured sheets, which may need a slightly adjusted first layer
- Bottom finish: Matte and textured
Satin PEI
Satin PEI sits between smooth and textured PEI. It gives a lightly textured matte finish, usually releases prints more easily than smooth PEI, and works well across a broad range of materials. Prusa describes its satin sheet as having a fine powder-coated surface and compatibility with materials including PLA, PETG, ABS, ASA, flexible filaments, and PC.
For readers who want one flexible sheet for many materials, satin PEI may be the best compromise.
- Best for: PLA, PETG, ABS, ASA, TPU, mixed-material use
- Be careful with: Assuming it behaves exactly like smooth PEI or heavily textured PEI
- Bottom finish: Light matte texture
Glass
Glass is still useful, especially for older printers, budget upgrades, and anyone who wants a very flat surface with a shiny bottom finish. Borosilicate glass, mirror tiles, and coated glass beds all remain common.
The downsides are weight, fragility, slower heating, and part removal. Glass is not flexible, so stuck parts must be removed with cooling, careful leverage, or a release layer. PETG in particular should not be printed directly onto bare glass without caution, because it can bond too strongly.
- Best for: Flatness, glossy PLA bottoms, older printers
- Be careful with: PETG over-adhesion and thermal shock
- Bottom finish: Smooth and shiny
Garolite / G10
Garolite, often called G10 or FR4, is a composite material made from fiberglass cloth and resin. It is especially useful for nylon and nylon-based filaments, which often struggle on standard PEI. It can be bought as a rigid sheet, adhesive surface, or flexible plate depending on the manufacturer.
Garolite is more specialized than PEI, but for nylon users it can be the difference between constant warping and reliable first layers.
- Best for: Nylon, PA-CF, PA-GF
- Also works with: Some PLA, PETG, TPU, and engineering filaments
- Bottom finish: Matte
Polypropylene Sheet
A polypropylene build sheet is mainly for printing polypropylene. It is not a general-purpose upgrade like PEI. The benefit is material compatibility: PP filament tends to adhere better to a PP surface than to many standard beds.
- Best for: Polypropylene
- Be careful with: Using it as a general-purpose plate
- Bottom finish: Usually matte or lightly textured
Cold Plates
Cold plates, Bambu Lab’s Cool Plate SuperTack and BIQU’s Panda BuildPlate CryoGrip Pro, are build surfaces designed to provide strong adhesion at lower bed temperatures than a typical PEI plate when printing with PLA and PETG. You’d choose this plate when you want to save energy, shorten heat-up times, and help avoid heat-related issues on enclosed or semi-enclosed printers.
The trade-off is that cold plates are not universal engineering-material surfaces. They’re usually best understood as low-temperature PLA/PETG plates. Don’t assume “cold plate” means “no heat at all.” Many still work best with a warm bed, just cooler than standard PEI settings.
- Best for: PLA and PETG, especially large prints or lower-power printing
- Also useful for: Open-frame printers, cooler bed settings, reducing heat-up time
- Be careful with: TPU, ABS, ASA, nylon, PC, and any material not listed by the plate maker
- Bottom finish: Usually matte or lightly textured, depending on the coating
PET, PEY & PEO Effect Plates
PET, PEY, and PEO effect plates are designed to transfer patterns, holographic effects, or textures to the bottom of a print. They can look great, but they are generally more delicate than standard PEI. Treat them as cosmetic tools rather than all-purpose build plates.
- Best for: Decorative PLA prints
- Also possible: PETG or TPU, if the manufacturer allows it
- Bottom finish: Patterned, glossy, holographic, or textured
Tape, Glue & Other Adhesive Aids

Glue stick, Magigoo-style adhesives, painter’s tape, Kapton tape, and hairspray are often described as adhesion aids, but that’s only half the story. They can also act as release layers.
That distinction matters. With PETG on smooth PEI or glass, for example, glue stick can protect the build surface by preventing the filament from bonding too aggressively.
Even if you have a great build plate, you might need to use an adhesive aid to ensure that the first layer of prints sticks well to your print bed. Using an extra adhesive is often seen as a bad thing and an indicator that your build plate isn’t good, but this isn’t the case. Your printer might just need a little extra help to prevent warping or becoming unstuck.
In this section, we’ll briefly cover a few excellent adhesive aids that you can use on top of your print bed surface. As for adding these adhesives to your print surface, we suggest only applying a small amount of whatever agent you’re using to lightly coat the top of the print bed. Now, let’s get to the options!
- Kapton tape: Though it’s often used as a print surface on top of another print bed, Kapton tape is technically an adhesive aid. However, because it’s tape, Kapton is more of a replacement adhesive for a print bed than an aid. It goes over the top of an existing build surface and acts as an adhesive aid. It’s heat resistant – up to 280 °C – and has excellent adhesion to PLA and ABS, along with other common printing materials. While the application process can be time-consuming, especially when compared to alternative adhesive aids, Kapton tape is an inexpensive option that practically replaces the surface of your print bed, saving you the costs of purchasing a new print bed.
- Glue: Glue is probably the most popular adhesive aid and is a widely available lightly sticky substance that can be added to basically any surface. Glue isn’t a super-strong adhesive, but it gets the job done for most materials, such as PLA and ABS. It’s worth mentioning that you should clean your print bed frequently, though. If you use glue too often, an extremely undesirable residue can build up.
- Painter’s tape: Painter’s tape is another tape option that can be applied like a sticker to an existing print bed. This type of tape, meant for keeping painters from accidentally painting clean walls, is available at basically any hardware store and does a great job of helping prints to stay down.
- Hairspray: While it’s probably not the first type of adhesive you’d think of using, hairspray works great as an adhesive aid on existing print beds. Hairspray is semi-adhesive, and most hairsprays work. Like with glue, you’ll have to clean it from your print bed if you use it too much. Also, as hairspray is flammable, make sure to be careful with this adhesive aid.
Plate Maintenance & Cleaning

Most bed adhesion problems come from one of three things: a dirty surface, an incorrect Z-offset, or the wrong plate for the filament. Before replacing a build plate, clean it properly and re-check the first layer.

License: The text of "Find the Build Surface That Actually Works Best for PLA, PETG, Nylon & More" by All3DP is licensed under a Creative Commons Attribution 4.0 International License.