
3D Printer Over-Extrusion: 4 Simple Solutions

Blobs, strings, and jams are a pain! Check out these four simple solutions that'll fix your 3D printer over-extrusion problems forever!
As the name implies, over-extrusion occurs when your 3D printer extrudes too much material. And as you might expect, this can ruin the quality of your prints and lead to wasted time, material, and a chain of other issues.
Dimensional inaccuracy, layer drooping, stringing, oozing, blobs, and even jams can be the result of an over-extruding printer. If you see any of these symptoms in your prints, you’re probably experiencing over-extrusion.
Obviously, you should avoid over-extrusion if at all possible. Let’s dive into four options to tame your overly eager extruder.

Tip #1: Lower Extrusion Multiplier
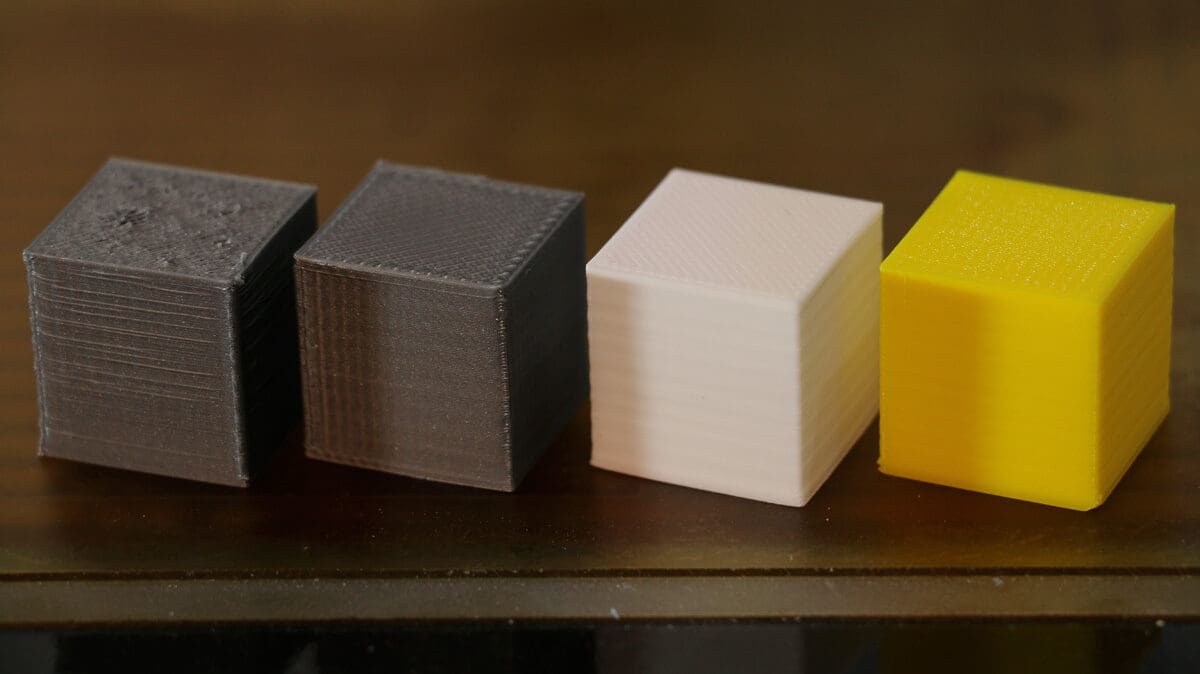
The extrusion multiplier (or flow) setting in 3D slicers determines the rate at which your printer extrudes plastic. Most slicers set this setting to a default of 1 (or 100%).
Typically, you can tell that your extrusion multiplier is off if your printer exhibits abnormally large layers or nozzle jams. If your printer is extruding too much material, decrease this setting by 2.5% increments.
If you end up decreasing this setting too much and either the problem is not eliminated or another problem is produced, you should turn to another setting.
Tip #2: Decrease Print Temperature
If the above doesn’t work, try decreasing the print temperature. If the print temperature is too high, the obvious consequence is low-viscosity melted plastic, which flows uncontrollably from your printer’s nozzle.
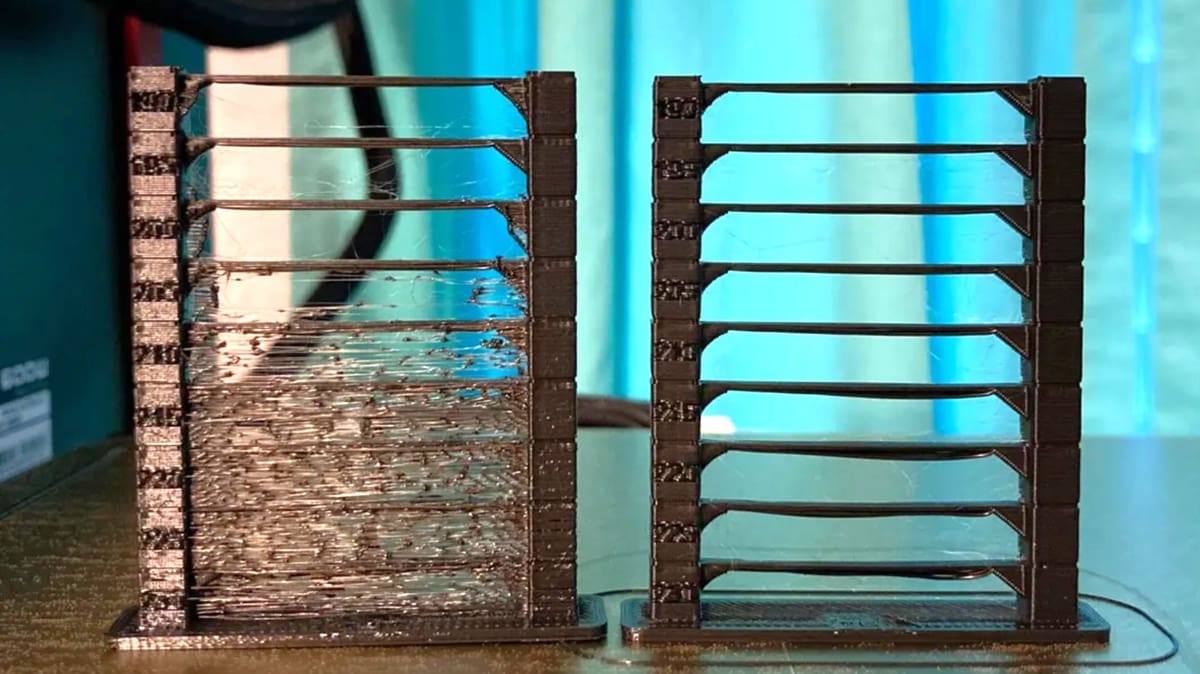
Decrease your printer’s print temperature (for the particular filament in use) in 5-degree increments until the perfect temperature for your machine and material is achieved. Again, if over-extrusion persists in your prints or another problem arises, turn to the next setting.
You can tweak this setting via repeated production of one test print or by printing a temperature tower, which you can use to test several temperatures for your particular machine and material.

Tip #3: Correct Filament Diameter

One terrible but extremely common cause of over-extrusion is an incorrect input of filament diameter. Three common filament diameters are 1.75 mm, 2.85 mm, and 3 mm. If your slicer assumes a thinner filament diameter than you’re actually using, the extruder will extrude your filament at a higher rate. This results in over-extrusion.
Checking on the filament’s box (and the spool itself) should do the trick, but if you’re not sure, a caliper can be a useful tool in this situation.
Hopefully, the correction of one or each of these settings will eliminate the effects of over-extrusion in your prints. If not, there’s still one more trick up our sleeves.
Tip #4: Replace the Nozzle

If you’ve already confirmed that the previous slicer settings aren’t the cause of your issue, it may be time to replace your nozzle.
Whether from printing abrasive filaments like glow-in-the-dark or from hitting the build plate one too many times during bed leveling, nozzles get worn down. This will leave you with a wider nozzle tip, and more extruded filament than intended.
Brass nozzles tend to wear down quicker than other materials like hardened steel. If you find yourself replacing nozzles more often than you’d like, it might be worth looking into higher-end options like the Olsson Ruby, which can offer superior wear resistance.
License: The text of "3D Printer Over-Extrusion: 4 Simple Solutions" by All3DP is licensed under a Creative Commons Attribution 4.0 International License.