
Impresión 3D con PEBA: la alternativa «superelástica» al TPU estándar

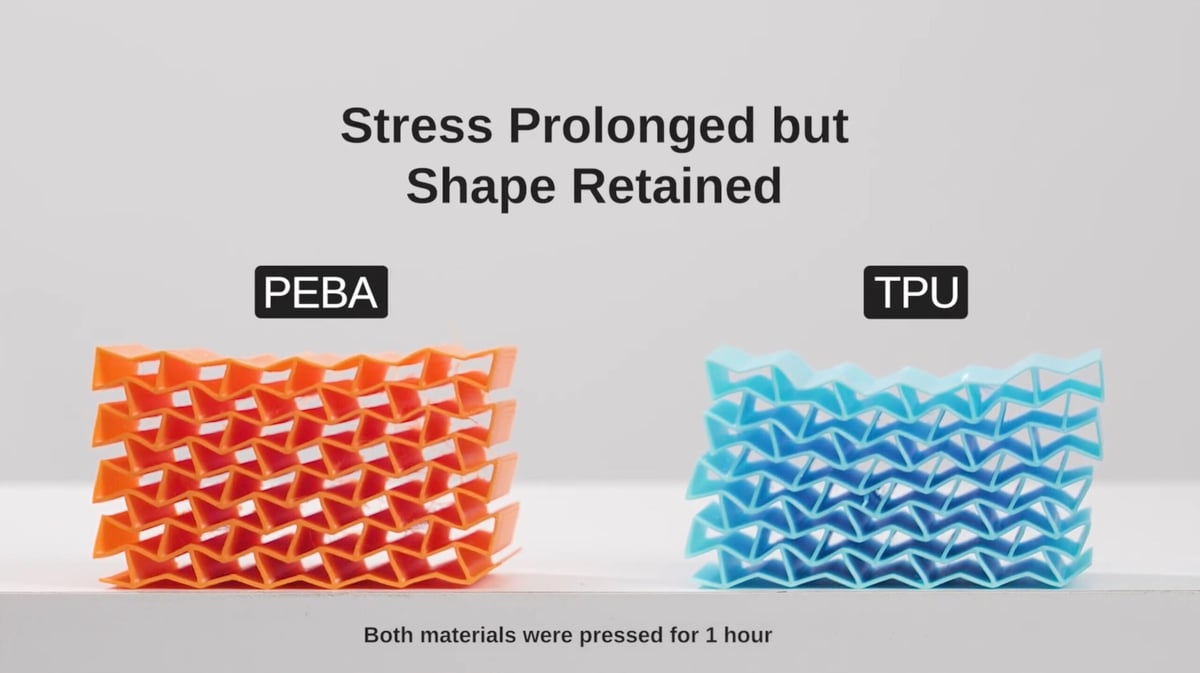
El PEBA ofrece hasta un 78% de retorno de energía y una mayor retención de forma, pero requiere un proceso de impresión más exigente en comparación con el TPU. Analizamos qué tipo de hardware necesitas y cuánta paciencia hace falta para dominar este material desafiante.
Algo interesante está ocurriendo en el mundo de los materiales flexibles para impresión 3D: el TPU ha dejado de ser la opción principal. Un nuevo competidor, el filamento PEBA, está apareciendo en más tiendas online, en más catálogos de productos y en más conversaciones entre makers e ingenieros.
De hecho, entre las marcas de filamento que lanzarán productos PEBA en 2025 se encuentran Siraya Tech, Synbotron y Kexcelled, que se unen a otras como PEBA de SainSmart, Fillamentum, 3DXTech, eSun y Kimya (aún no hemos visto el lanzamiento de PEBA entre los líderes en flexibles NinjaTek, Polymaker o ColorFabb).

Este conjunto de lanzamientos marca un cambio. El PEBA ya no es un material especializado al que sólo pueden acceder proveedores especializados. Se está convirtiendo en una categoría reconocida de filamento flexible para impresión FDM.
Esto no significa que el PEBA vaya a sustituir al TPU en todas partes. Cuesta más y es más difícil de imprimir, sobre todo en máquinas de tipo Bowden. Algunas fórmulas requieren velocidades más lentas, una trayectoria del filamento bien controlada, calor específico y un extrusor de accionamiento directo para obtener los mejores resultados. Pero para los usuarios que imprimen equipos portátiles, piezas resistentes a impactos, componentes de robótica, parachoques de drones, prototipos deportivos o cualquier cosa que necesite flexibilidad a largo plazo sin deformarse, el PEBA ofrece claras ventajas.
¿Es el PEBA el futuro del filamento flexible? No del todo, pero se está convirtiendo en la mejor opción para aplicaciones en las que el rendimiento es más importante que el precio o la comodidad. Y, como hemos visto con otros materiales, a medida que aumenta su adopción, surgen mezclas de materiales más fáciles de imprimir.

Es probable que el TPU siga siendo el material flexible de todos los días, y también hay nuevas ofertas de silicona que deberían ser apreciadas, pero vale la pena probar el PEBA como una opción más ligera y elástica, más adecuada para el estrés mecánico repetido.
Para los centros de impresión, las oficinas de servicios y los equipos de ingeniería, también puede convertirse en un argumento de venta. Ofrecer PEBA como opción de material indica que usted es partidario de las piezas flexibles de calidad industrial, no sólo de la impresión de consumo.
A continuación le explicamos qué es el PEBA, cuáles son sus opciones de marca y cómo imprimir con él.
Qué es el PEBA

La mayoría de los usuarios de impresión 3D ya conocen el TPU (poliuretano termoplástico) como el filamento flexible estándar. Es duradero, relativamente fácil de imprimir y funciona bien para fundas de teléfono, bisagras, asas, juntas y otros componentes blandos. Pero el TPU también tiene limitaciones. Puede deformarse permanentemente con el tiempo (creep), es más pesado que algunas alternativas y pierde su elasticidad a bajas temperaturas. Ahí es donde entra en juego el PEBA.
El PEBA, abreviatura de poliéter amida en bloque, se utiliza desde hace años en sectores como el equipamiento deportivo, los dispositivos médicos y el calzado de alto rendimiento. Sin embargo, hace poco que está disponible como filamento para impresoras FDM.
Lo que distingue al PEBA es su combinación de gran elasticidad, bajo peso, fuerte comportamiento de rebote y flexibilidad incluso en condiciones de frío extremo, lo que puede hacerlo ideal para equipos deportivos de invierno. En pocas palabras, las piezas fabricadas con PEBA recuperan su forma de forma más fiable, resisten la fatiga durante más tiempo y pesan menos que las piezas comparables de TPU.
La creciente disponibilidad es fácil de seguir: cada vez son más las marcas conocidas que venden el producto.
La aparición del PEBA

Los fabricantes de materiales, deseosos de hacerse un hueco en el creciente mercado del PEBA, no dudan en publicitar las características del material. El PEBA High Rebound de SainSmart ofrece menor densidad y mayor retorno de energía que el TPU estándar. El PEBA-S de Kimya está destinado a aplicaciones que requieren una elongación extrema, como equipos deportivos y componentes wearables. Siraya Tech, ya conocida por sus materiales de resina, ofrece ahora Rebound PEBA 95A como filamento y anuncia alrededor de un 78% de retorno de energía con flexibilidad hasta -60 ºC.
Así pues, a la hora de invertir (el PEBA no es barato) en su primera bobina, ¿en qué debe fijarse? A continuación, detallamos algunos aspectos del PEBA y especificaciones técnicas que deberían darle una base sólida.
Marcas más importantes de filamentos PEBA

* Flexibilidad: No todos los filamentos miden o proporcionan datos sobre la flexibilidad de la misma manera. Algunos proporcionan mediciones según las normas ISO, otros según ASTM y otros según la norma china. Hemos enumerado la medida de flexibilidad que la marca ha destacado.
Cómo imprimir con PEBA

El PEBA ha surgido como uno de los materiales flexibles más prometedores en la impresión 3D de escritorio, pero para el usuario medio sigue siendo una frontera difícil. Aunque los fabricantes alaban su alto rebote, baja densidad y rendimiento similar al caucho, la realidad es que el PEBA se encuentra en una estrecha gama de polímeros que exigen mucho más de la impresora y el operador que los flexibles conocidos como el TPU. El resultado es un material con el que se pueden fabricar piezas extraordinarias, siempre que se consigan controlar sus muchas peculiaridades.
La humedad es el primer obstáculo. Siraya Tech afirma que su PEBA 95A «es altamente higroscópico, lo que significa que absorbe fácilmente la humedad del aire. El filamento húmedo provoca una mala calidad de impresión (encordado, burbujas, partes débiles, atascos)». Por ello, TDS recomienda secar bien la bobina antes de cada impresión y guardarla sellada con desecante cuando no se utilice.
Si se salta este paso, el material puede comportarse de forma imprevisible, con el resultado probable de encordamiento, formación de ampollas y mala unión de las capas. Esta sensibilidad a la humedad ambiental obliga a tratar el PEBA más como una resina técnica que como un filamento común.
Incluso cuando está seco, el PEBA presenta un segundo reto: sus requisitos térmicos. Por ejemplo, el rango de boquillas recomendado por Siraya Tech es de 230-260 °C, con una cama calentada a 60-100 °C (hasta 100 °C para impresiones grandes, a fin de evitar deformaciones). Mientras tanto, otro filamento líder, Fillamentum Flexfill PEBA 90A, recomienda una temperatura de impresión de entre 225-245 °C y una temperatura de cama de 70-90 °C.
En efecto, estas temperaturas requieren hotends totalmente metálicos, ya que cualquier temperatura inferior puede provocar degradación, atascos o un flujo irregular. Para las versiones de espuma, como la Siraya Tech Rebound PEBA Air, la complicación aumenta: su guía de impresión muestra temperaturas de boquilla de hasta 270 °C, ya que la temperatura controla directamente la espuma, la densidad y la dureza final de la pieza.
Conseguir el calor adecuado es sólo una pieza del rompecabezas. La manipulación mecánica del PEBA impone sus propias dificultades. Como el polímero sigue siendo blando y elástico incluso después de la extrusión, su alimentación fiable requiere un control estricto. La guía Siraya Tech aconseja una extrusora de accionamiento directo para obtener los mejores resultados, señalando que los filamentos blandos como el PEBA se «controlan mejor» allí que en un sistema Bowden.
La contracción, un truco habitual para evitar el encordado en plásticos rígidos, se convierte en un riesgo con el PEBA. Para el PEBA no espumoso, una contracción moderada (por ejemplo, 0,4 mm) puede funcionar; para los tipos espumosos como el PEBA Air, la contracción debe desactivarse por completo y la impresión debe realizarse pieza por pieza para evitar fugas y distorsiones.
Esta blandura también complica las ambiciones de velocidad de impresión. El PEBA puede imprimirse más rápido que los TPU con el mismo nivel de dureza, pero hay que empezar de forma conservadora (por ejemplo, 40-60 mm/s) y aumentar gradualmente la velocidad mientras se controla la calidad de impresión.
La guía de Fillamentum para su PEBA 90A está de acuerdo: «comience con 20-30 mm/s y luego aumente… hasta 50-60 mm/s» (Fillamentum). En la práctica, sin embargo, todos los flexibles son propensos a atascarse u obstruir la impresión cuando el extrusor empuja el filamento demasiado rápido, especialmente en geometrías complejas o capas pequeñas.
Y luego está el reto de la adherencia. Incluso en condiciones «ideales», la flexibilidad del PEBA va en contra de la adherencia a la cama. Con Fillamentum, la impresión satisfactoria suele requerir una cama de espejo o cristal, así como adhesivo (PVA o pegamento especial como Magigoo PA) y un borde (brim) de unos 5 mm, porque «imprimir en la superficie de PEI puede ser todo un reto», advierte la empresa. La guía de Siraya refuerza esta idea, recomendando un borde o balsa (raft) en las pequeñas zonas de contacto, cuidar la velocidad y la temperatura de la primera capa y aconsejar que la cama esté limpia y bien preparada.
Como el enfriamiento afecta a aspectos como el alabeo, las protuberancias, la adhesión y el pegado de capas a la vez, el control del ventilador y de la cámara se vuelve fundamental. Encontrará una serie de recomendaciones que van desde el enfriamiento moderado de la pieza (70-100%) para equilibrar el trenzado frente a la adhesión de las capas, hasta el consejo de apagar el ventilador durante varias primeras capas y luego limitar el enfriamiento al 0-50%.
En resumen, lo que debería ser una impresión sencilla se convierte rápidamente en un delicado acto de equilibrio: control de la humedad, altas temperaturas, hardware rígido, trucos de adhesión, extrusión lenta y cautelosa y refrigeración rigurosa.
Aún así, si puedes con todo, el PEBA ofrece algo que pocos filamentos pueden ofrecer: flexibilidad que se mantiene incluso a bajas temperaturas, elasticidad, resistencia química, baja densidad y excelente rebote y retorno de energía.
Para el operador de impresoras 3D dispuesto a aceptar matices e invertir esfuerzo, PEBA no es un camino fácil, pero produce uno de los filamentos flexibles más capaces en FDM de escritorio. Dominarlo requiere paciencia y precisión; pero una vez dominado, abre las puertas a componentes funcionales y a un rendimiento que el TPU simplemente no puede igualar.
También de interés:



Licencia: El texto del artículo "Impresión 3D con PEBA: la alternativa «superelástica» al TPU estándar" de All3DP Pro está bajo una licencia de Atribución 4.0 CC BY 4.0..