
Impression 3D avec PEBA : l’alternative « super-élastique » au TPU standard

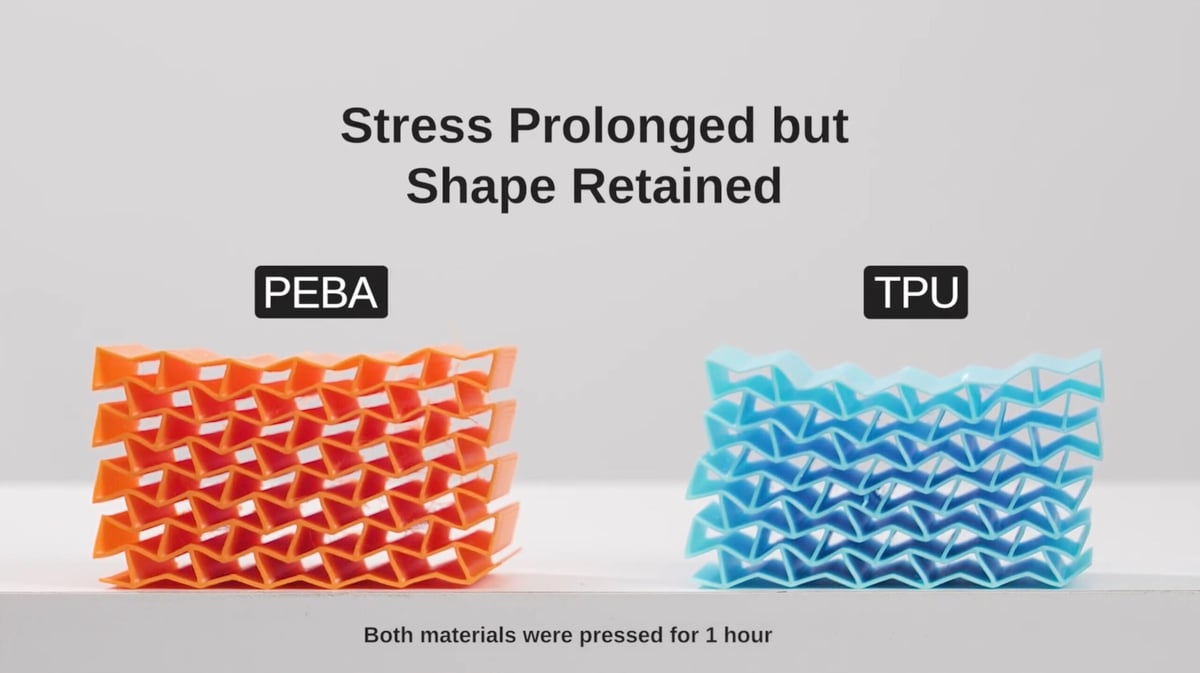
Le PEBA offre jusqu'à 78 % de retour d'énergie et une meilleure rétention de la forme, mais nécessite un processus d'impression plus exigeant que le TPU. Nous examinons le type de matériel dont vous avez besoin et la patience nécessaire pour maîtriser ce matériau difficile.
Il se passe quelque chose d’intéressant dans le monde des matériaux flexibles pour l’impression 3D : le TPU n’est plus le choix principal. Un nouveau concurrent, le filament PEBA, apparaît dans un plus grand nombre de boutiques en ligne, de catalogues de produits et de conversations entre makers et ingénieurs.
En fait, les marques de filaments qui lanceront des produits PEBA en 2025 comprennent Siraya Tech, Synbotron et Kexcelled, rejoignant d’autres marques comme le PEBA de SainSmart, Fillamentum, 3DXTech, eSun et Kimya (nous n’avons pas encore vu le PEBA lancé parmi les leaders de la flexion NinjaTek, Polymaker ou ColorFabb).

Cette série de lancements marque un changement. Le PEBA n’est plus un matériau de niche accessible uniquement aux fournisseurs spécialisés. Il devient une catégorie reconnue de filament flexible pour l’impression FDM.
Cela ne signifie pas que le PEBA remplacera le TPU partout. Il coûte plus cher et est plus difficile à imprimer, notamment sur les machines de type Bowden. Certaines formulations nécessitent des vitesses plus lentes, un parcours de filament bien contrôlé, une chaleur spécifique et une extrudeuse à entraînement direct pour obtenir les meilleurs résultats. Mais pour les utilisateurs qui impriment des équipements portables, des pièces résistantes aux chocs, des composants robotiques, des pare-chocs de drones, des prototypes sportifs ou tout ce qui nécessite une flexibilité à long terme sans déformation, le PEBA offre des avantages indéniables.
Le PEBA est-il l’avenir du filament flexible ? Pas tout à fait, mais il devient le meilleur choix pour les applications où la performance est plus importante que le prix ou la commodité. Et, comme nous l’avons vu avec d’autres matériaux, à mesure que l’adoption augmente, des mélanges de matériaux plus faciles à imprimer apparaissent.

Le TPU restera probablement le matériau flexible de tous les jours, et il existe également de nouvelles offres de silicone qui devraient être appréciées, mais le PEBA vaut la peine d’être essayé en tant qu’option plus légère et plus élastique, mieux adaptée aux contraintes mécaniques répétées.
Pour les centres d’impression, les bureaux de service et les équipes d’ingénieurs, il peut également devenir un argument de vente. Proposer le PEBA comme option matérielle indique que vous êtes partisan des pièces flexibles de qualité industrielle, et pas seulement de l’impression grand public.
Voici ce qu’est le PEBA, quelles sont vos options de marquage et comment l’imprimer.
Qu'est-ce que le PEBA ?

La plupart des utilisateurs de l’impression 3D connaissent déjà le TPU (polyuréthane thermoplastique) comme filament flexible standard. Il est durable, relativement facile à imprimer et fonctionne bien pour les étuis de téléphone, les charnières, les poignées, les joints et autres composants souples. Mais le TPU a aussi ses limites. Il peut se déformer de manière permanente avec le temps (fluage), est plus lourd que d’autres solutions et perd son élasticité à basse température. C’est là que le PEBA entre en jeu.
Le PEBA, abréviation de polyether block amide, est utilisé depuis des années dans des secteurs tels que les équipements sportifs, les dispositifs médicaux et les chaussures de sport. Toutefois, il n’est disponible que depuis peu en tant que filament pour les imprimantes FDM.
Ce qui distingue le PEBA, c’est sa combinaison d’élasticité élevée, de faible poids, de forte capacité de rebond et de flexibilité même dans des conditions de froid extrême, ce qui en fait un matériau idéal pour les équipements de sports d’hiver. En d’autres termes, les pièces fabriquées en PEBA reprennent leur forme de manière plus fiable, résistent plus longtemps à la fatigue et pèsent moins lourd que des pièces comparables fabriquées en TPU.
La disponibilité croissante est facile à suivre : de plus en plus de marques connues vendent le produit.
L’émergence du PEBA

Les fabricants de matériaux, désireux de s’implanter sur le marché en expansion du PEBA, n’hésitent pas à vanter les caractéristiques de ce matériau. Le PEBA High Rebound de SainSmart offre une densité plus faible et un retour d’énergie plus élevé que le TPU standard. Le PEBA-S de Kimya est destiné aux applications nécessitant une élongation extrême, telles que les équipements sportifs et les composants portables. Siraya Tech, déjà connu pour ses matériaux en résine, propose désormais le PEBA Rebound 95A sous forme de filament et annonce un retour d’énergie d’environ 78 % avec une flexibilité allant jusqu’à -60°C.
Alors, lorsque vous investissez (le PEBA n’est pas bon marché) dans votre première bobine, que devez-vous rechercher ? Voici quelques caractéristiques et spécifications techniques du PEBA qui devraient vous donner une base solide.
Principales marques de filaments PEBA

* Flexibilité : tous les filaments ne mesurent pas ou ne fournissent pas les données sur la flexibilité de la même manière. Certains fournissent des mesures selon les normes ISO, d’autres selon l’ASTM et d’autres encore selon la norme chinoise. Nous avons indiqué la mesure de flexibilité que la marque a mise en évidence.
Comment imprimer avec le PEBA

Le PEBA s’est imposé comme l’un des matériaux flexibles les plus prometteurs de l’impression 3D de bureau, mais pour l’utilisateur moyen, il reste une frontière difficile à franchir. Alors que les fabricants vantent son rebond élevé, sa faible densité et ses performances similaires à celles du caoutchouc, la réalité est que le PEBA fait partie d’une gamme étroite de polymères qui exigent beaucoup plus de l’imprimante et de l’opérateur que les matériaux flexibles bien connus tels que le TPU. Le résultat est un matériau à partir duquel des pièces extraordinaires peuvent être fabriquées, à condition que ses nombreuses bizarreries puissent être contrôlées.
L’humidité est le premier obstacle. Siraya Tech explique que son PEBA 95A « est très hygroscopique, ce qui signifie qu’il absorbe facilement l’humidité de l’air. Un filament humide entraîne une mauvaise qualité d’impression (filage, bulles, parties faibles, bourrages) ». TDS recommande donc de bien sécher la bobine avant chaque impression et de la conserver scellée avec un déshydratant lorsqu’elle n’est pas utilisée.
Si cette étape n’est pas respectée, le matériau peut se comporter de manière imprévisible, avec pour résultat probable la formation de fils, de cloques et d’une mauvaise liaison des couches. Cette sensibilité à l’humidité ambiante signifie que le PEBA doit être traité davantage comme une résine technique que comme un filament ordinaire.
Même lorsqu’il est sec, le PEBA présente un deuxième défi : ses exigences thermiques. Par exemple, la gamme de buses recommandée par Siraya Tech est de 230-260°C, avec un plateau chauffé à 60-100°C (jusqu’à 100°C pour les grandes impressions afin d’éviter les déformations). Un autre filament de premier plan, Fillamentum Flexfill PEBA 90A, recommande quant à lui une température d’impression comprise entre 225 et 245 °C et une température de plateau de 70 à 90 °C.
En effet, ces températures nécessitent des têtes de chauffe entièrement métalliques, car toute température inférieure peut entraîner une dégradation, un colmatage ou un écoulement irrégulier. Pour les versions en mousse, comme la Siraya Tech Rebound PEBA Air, la complication augmente : son guide d’impression indique des températures de buse allant jusqu’à 270 °C, car la température contrôle directement la mousse, la densité et la dureté de la pièce finale.
L’obtention de la bonne température n’est qu’une pièce du puzzle. La manipulation mécanique du PEBA pose ses propres difficultés. Comme le polymère reste souple et élastique même après l’extrusion, une alimentation fiable nécessite un contrôle strict. Le guide Siraya Tech conseille une extrudeuse à entraînement direct pour obtenir les meilleurs résultats, notant que les filaments souples tels que le PEBA sont « mieux contrôlés » dans ce type d’extrudeuse que dans un système Bowden.
Le rétrécissement, une astuce courante pour éviter le filage des plastiques rigides, devient un risque avec le PEBA. Pour les PEBA non moussés, un retrait modéré (par exemple 0,4 mm) peut fonctionner ; pour les types moussés tels que le PEBA Air, le retrait doit être complètement désactivé et l’impression doit se faire pièce par pièce pour éviter les fuites et les distorsions.
Cette souplesse complique également les ambitions en matière de vitesse d’impression. Le PEBA peut être imprimé plus rapidement que les TPU au même niveau de dureté, mais il faut commencer prudemment (par exemple 40-60 mm/s) et augmenter progressivement la vitesse tout en contrôlant la qualité d’impression.
Le guide de Fillamentum pour son PEBA 90A va dans le même sens : « commencez par 20-30 mm/s, puis augmentez… jusqu’à 50-60 mm/s » (Fillamentum). Dans la pratique, cependant, tous les flexibles sont susceptibles de se boucher ou d’obstruer l’impression lorsque l’extrudeuse pousse le filament trop vite, en particulier dans les géométries complexes ou les petites couches.
Et puis, il y a le défi de l’adhérence. Même dans des conditions « idéales », la flexibilité du PEBA empêche l’adhésion au plateau. Avec Fillamentum, une impression réussie nécessite souvent un plateau en miroir ou en verre, ainsi qu’un adhésif (PVA ou colle spéciale telle que Magigoo PA) et un bord d’environ 5 mm, car « l’impression sur la surface du PEI peut être difficile », prévient l’entreprise. Le guide de Siraya renforce cette idée, en recommandant un radeau dans les petites zones de contact, en veillant à la vitesse et à la température de la première couche et en conseillant que le plateau soit propre et bien préparé.
Le refroidissement ayant une incidence sur des aspects tels que le gauchissement, les bosses, l’adhérence et le collage des couches en même temps, le contrôle du ventilateur et de la chambre devient essentiel. Vous trouverez un certain nombre de recommandations allant d’un refroidissement modéré de la pièce (70-100%) pour équilibrer le tressage et le collage des couches, au conseil d’éteindre le ventilateur pour plusieurs premières couches et de limiter ensuite le refroidissement à 0-50%.
En bref, ce qui devrait être une simple impression devient rapidement un exercice d’équilibre délicat : contrôle de l’humidité, températures élevées, matériel rigide, astuces d’adhérence, extrusion lente et prudente et refroidissement rigoureux.
Néanmoins, si vous pouvez gérer tout cela, le PEBA offre ce que peu d’autres filaments peuvent offrir : une flexibilité qui tient même à basse température, l’élasticité, la résistance chimique, une faible densité et un excellent rebond et retour d’énergie.
Pour l’opérateur d’imprimante 3D prêt à accepter les nuances et à investir des efforts, le PEBA n’est pas une voie facile, mais il produit l’un des filaments flexibles les plus performants dans le domaine du FDM de bureau. Sa maîtrise nécessite de la patience et de la précision, mais une fois maîtrisée, elle ouvre la voie à des composants fonctionnels et à des performances que le TPU ne peut tout simplement pas égaler.
À lire également :



Licence : Le texte de l'article "Impression 3D avec PEBA : l’alternative « super-élastique » au TPU standard" écrit par All3DP Pro est publié sous la licence Creative Commons Attribution 4.0 International (CC BY 4.0).