Stringing & impression 3D : 5 solutions simples

Le stringing est un problème courant en impression 3D, surtout avec des filaments flexibles. Voici 5 solutions pour se débarrasser des ces fils gênants.
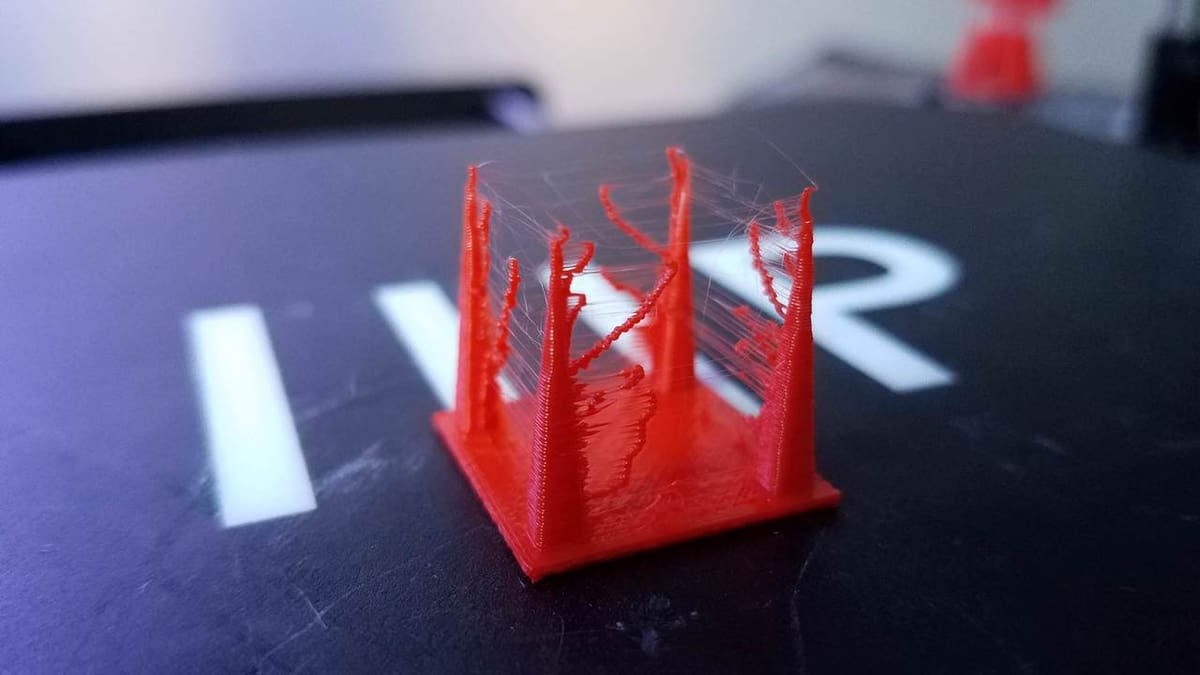
Lors de ses déplacements à travers la zone d’impression, il arrive que la buse d’une imprimante 3D FDM « suinte » et laisse échapper du plastique fondu. Celui-ci s’accroche aux parties déjà imprimées et se solidifie. C’est ce qu’on appelle le stringing, qui fait référence, en anglais, aux minces fils de plastique s’étirant sur certaines parties de votre impression, semblables à des toiles d’araignée ou à des cheveux.
Votre buse n’est pas censée laisser s’écouler le plastique lorsqu’elle se déplace d’un point à un autre (hors extrusion, bien sûr). Il arrive pourtant que du plastique fondu s’en échappe pour se déposer sur diverses zones de votre impression, créant ainsi des étirements de fils inopportuns.
Il existe deux causes principales aux problèmes de stringing sur les imprimantes 3D FDM : un mauvais réglage des paramètres de rétraction, et un hotend trop chaud. Le PETG, par exemple, doit être chauffé à des températures assez élevées avant de fondre, il n’est donc pas rare qu’il soit affecté par le stringing. Mais ce souci n’est pas l’apanage du PETG : le PLA et l’ABS sont également concernés.
Heureusement, il existe des solutions pour éviter les problèmes de stringing lors de vos impressions 3D. Regardons cela ensemble !
Activer la rétraction
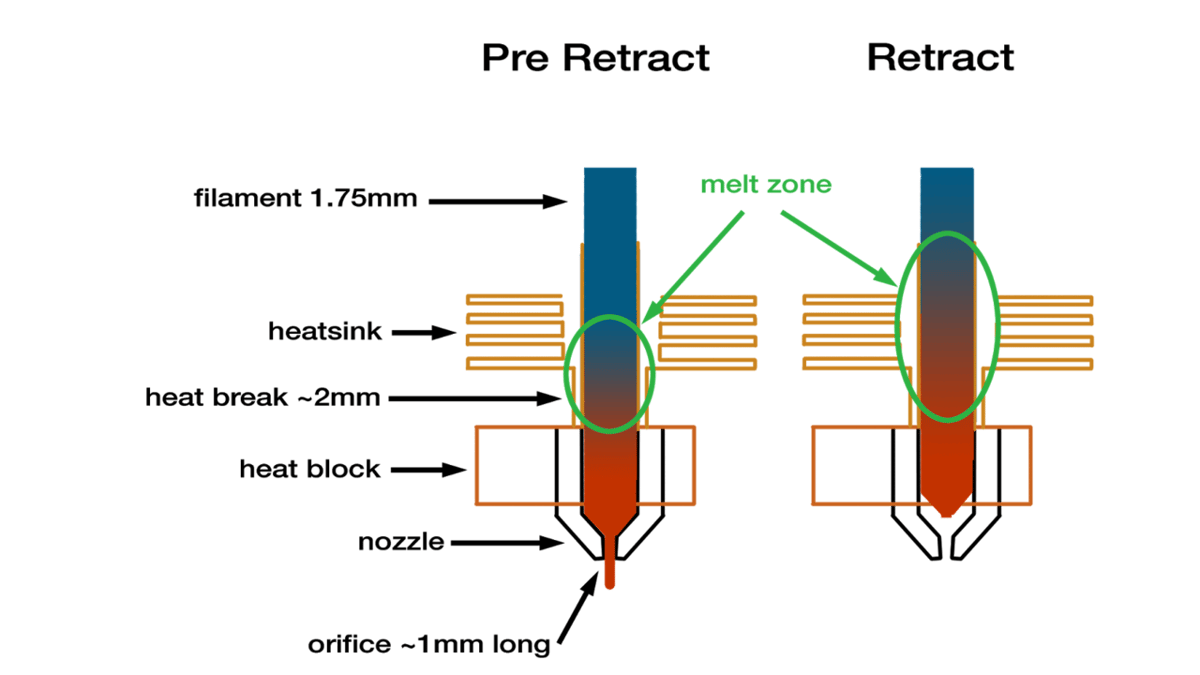
La méthode la plus répandue pour combattre le stringing consiste à activer la rétraction. Concrètement, cela signifie que le filament sera tiré légèrement vers l’arrière par le système d’alimentation dès que l’extrudeur devra traverser un espace vide. Cette solution permet d’éviter que le plastique fondu « traîne » au bout de la tête d’impression pendant ses déplacements : en rétractant le filament, on annule le suintement. Une fois que la tête d’impression se trouve à l’endroit souhaité, le filament est poussé vers l’extérieur et l’impression peut reprendre normalement.
Dans la plupart des programmes de découpe, la rétraction est activée par défaut. C’est le cas pour Cura, par exemple. Pour autant, cela ne coûte rien d’aller vérifier par vous-même si c’est bien le cas, surtout si vous rencontrez des problèmes de stringing. Si la rétraction est activée et que vous rencontrez toujours le même problème, vous devrez sans doute creuser un peu plus dans les paramètres de ce mode.
La distance de rétraction
La distance de rétraction est probablement le paramètre de rétraction le plus important, car il détermine la longueur de filament qui est rétractée par l’extrudeur. De manière générale, plus il peut être rétracté, moins vous aurez de problèmes de stringing. Mais attention, s’il est remonté trop haut, il peut arriver qu’il ne se remette pas bien en place dans le hotend lors de la reprise de l’impression.
La distance de rétraction idéale peut aussi dépendre du type d’extrudeur que vous utilisez. En règle générale, un extrudeur Bowden nécessitera une distance de rétraction plus importante, du fait de l’intervalle déjà plus grand entre la buse et le système d’entraînement.
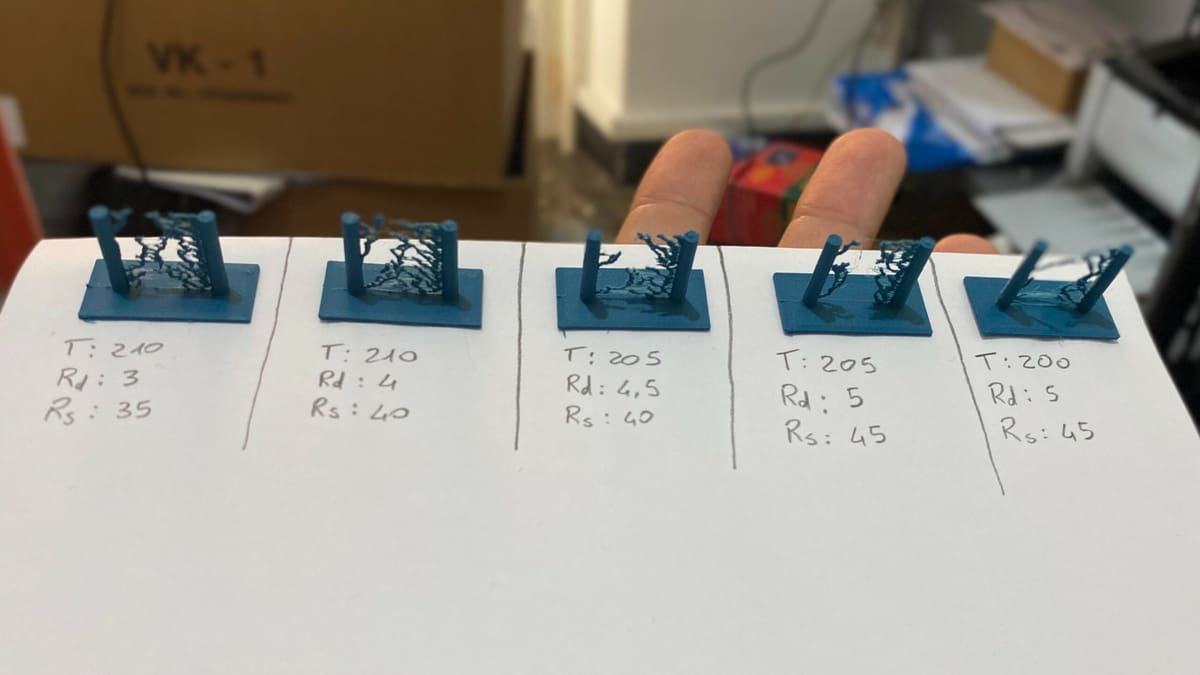
Heureusement, il existe certaines méthodes pour déterminer la bonne distance de rétraction sur votre imprimante 3D. Essayez par exemple ce test d’impression : il s’imprime rapidement et n’utilise pas trop de filament.
La vitesse de rétraction
Ce réglage permet de déterminer à quelle vitesse se rétracte le filament. En théorie, plus cette vitesse est élevée, moins vous rencontrerez de problèmes de stringing, car le filament est relevé assez tôt pour que le plastique ne commence pas à couler. Mais attention, une vitesse de rétraction trop rapide peut provoquer la déconnexion du filament avec l’autre partie à l’intérieur de la buse. Pire encore, un mouvement trop rapide du mécanisme d’entraînement peut broyer le plastique fondu et bloquer la buse, ou encore créer des zones où le filament ne se dépose pas.
L’important est donc de trouver le bon équilibre, ni trop rapide ni trop lent, pour une rétraction optimale. Selon le matériau utilisé, ce chiffre ne sera pas toujours le même.Pour déterminer la vitesse de rétraction idéale, vous devrez donc commencer par faire quelques tests d’impression.
Notez aussi que certains slicers sont plus utiles que d’autres pour régler ce paramètre correctement. Par exemple, Simplify3D propose des profils préconfigurés qui constituent un très bon point de départ pour trouver la vitesse de rétraction la plus efficace.
Quels paramètres utiliser ?
Afin de choisir les valeurs de rétraction optimales, il faut déjà savoir quel extrudeur vous allez utiliser, et avec quel filament.
Pour les matériaux tels que l’ABS et le PLA, misez sur une vitesse de 40 à 60 mm/s et une distance de rétraction de 0,5 à 1 mm, si vous avez un extrudeur en direct drive. Par contre, si vous possédez un extrudeur Bowden, optez pour une vitesse de 30 à 50 mm/s et une distance de rétraction d’environ 2 mm. Évidemment, ces valeurs ne sont pas immuables, vous devrez sans doute les modifier pour prendre en compte différents facteurs.
Certains slicers, tels que Simplify3D, proposent des paramètres dédiés, comme les options Coast et Wipe, très utiles pour ajuster avec plus de précision vos valeurs de rétraction. L’option Wipe, « essuyer » en anglais, permet de déplacer la buse contre la paroi extérieure pour retirer le surplus de plastique. L’option Coast, l’équivalent de « rouler en roue libre », permet quant à elle de désactiver l’extrudeur sur les derniers millimètres de la ligne d’impression pour réduire la pression et éviter les « blobs » et autres « zits », les fameux défauts en forme de gouttelettes.
Dans Cura, le paramètre « Déplacement minimal de rétraction » empêche la rétraction de se produire si la tête d’impression ne parcourt pas une certaine distance. Cette précaution permet d’éviter de trop nombreuses rétractions sur une petite portion, et donc que le filament « s’écrase ». Un autre paramètre à envisager est le « Mode de détours », qui contrôle les mouvements de déplacement de l’imprimante afin d’éviter les rétractions inutiles. Tous ces paramètres de rétraction se trouvent dans la section « Déplacement » du menu déroulant de Cura.
Pour résumer, une rétraction bien paramétrée vous permettra d’en finir avec vos problèmes de stringing, en plus de vous offrir plus de contrôle sur vos impressions.
Trouver la bonne température
Plus la température augmente, plus le matériau d’impression se liquéfie, et plus il est susceptible de s’échapper de la buse, même une fois les paramètres de rétraction correctement réglés. En toute logique, baisser la température devrait donc aider à régler le problème. Cependant, comme pour tout, il faut trouver le bon équilibre : ne descendez pas trop bas, au risque que le filament ne fonde plus suffisamment, ce qui peut entraîner des soucis d’extrusion.
La température idéale dépendra donc du matériau utilisé ainsi que de différents réglages. De manière générale, on recommande toutefois de tenter d’abaisser la température dès que l’on commence à rencontrer des problèmes de stringing. Essayez par exemple de réduire la température de la buse par palier de 5 ou 10 °C, en prenant garde à ne jamais descendre plus bas que les valeurs suggérées par le fabricant. Voici les températures recommandées pour les filaments les plus courants :
- PLA : 180 à 220 °C
- ABS : 210 à 250 °C (plateau : 90 à 110 °C)
- PETG : 220 à 250 °C
- TPE : 210 à 260 °C (plateau : 20 à 110 °C)
- PVA : 160 à 215 °C (plateau : 60 °C)
- TPU : 210 à 230 °C (plateau : 30 à 60 °C)
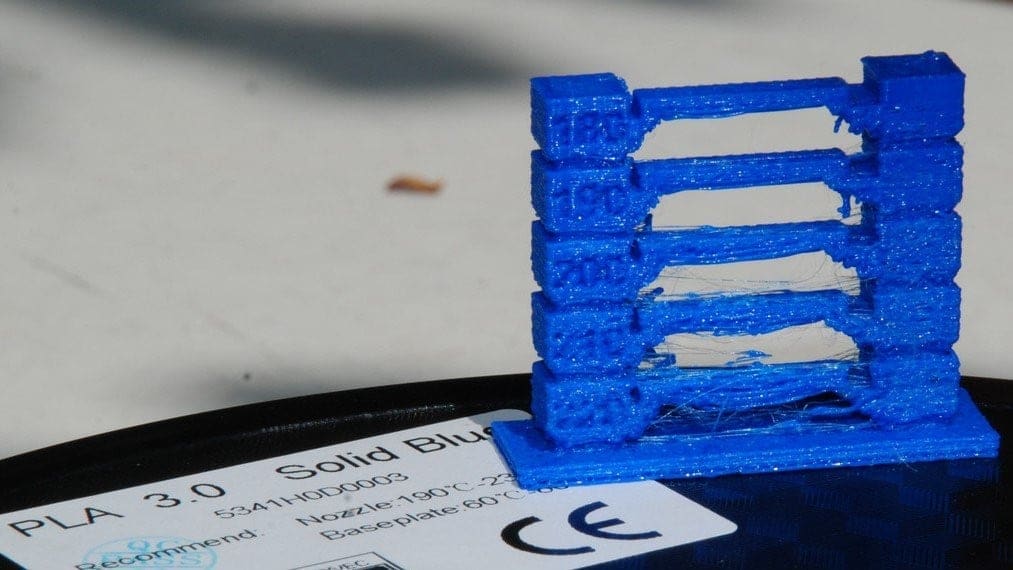
Pensez aussi à imprimer un test d’impression telle qu’une tour d’étalonnage, c’est un test très pratique pour déterminer la température idéale pour chaque matériau que vous utiliserez.

Ajuster la vitesse d’impression
Certains paramètres de vitesse sont aussi susceptibles d’affecter le degré de stringing sur vos impressions. Si, par exemple, votre buse est trop lente à se déplacer entre deux points, vous aurez plus de chance d’observer ce phénomène, car le plastique fondu a plus de temps pour s’écouler du hotend. Au contraire, si la tête d’impression se déplace plus rapidement, elle peut être suffisamment rapide pour que le filament n’ait pas le temps de goutter.
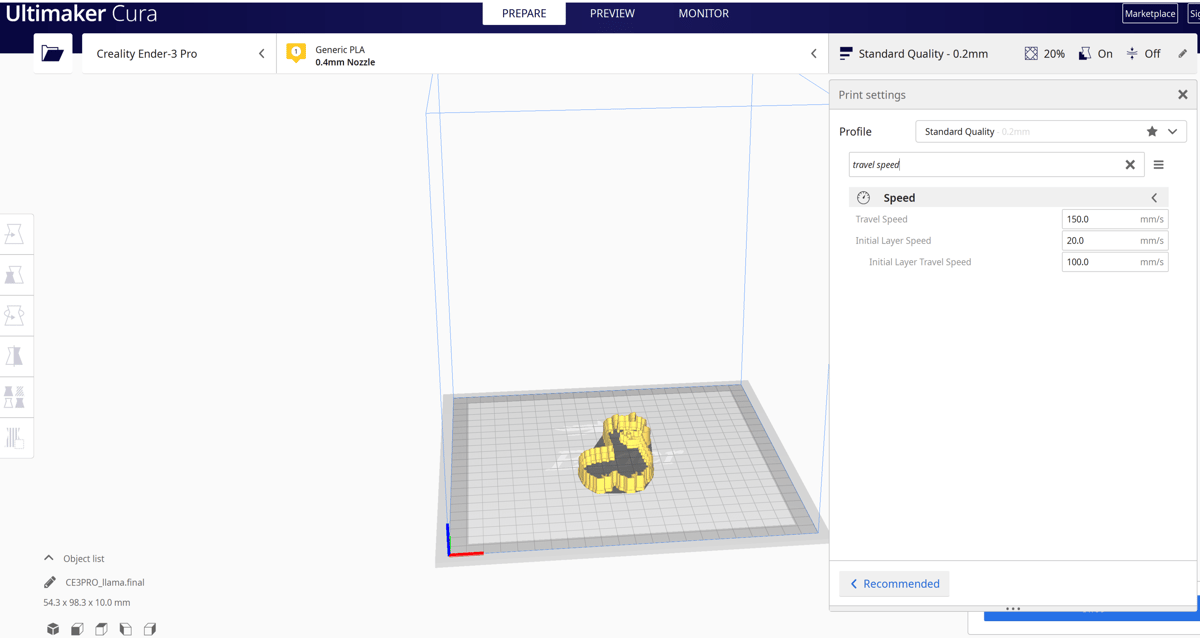
Ce paramètre s’appelle « Vitesse de déplacement » dans Cura. En l’augmentant, vous pouvez réduire les problèmes de stringing. Cependant, si la température est basse et la vitesse d’impression trop élevée, vous risquez de vous retrouver avec une sous-extrusion, car le plastique n’aura pas le temps de se déposer.
De manière générale, une vitesse de 190 à 200 mm/s convient à la plupart des matériaux d’impression. Tout le monde n’est pas d’accord : selon le site MatterHackers, la vitesse de déplacement idéale serait de 150 mm/s pour la majorité des imprimantes.
Un réglage similaire dans d’autres slicers, notamment Simplify3D, est la « X/Y Axis Movement Speed » (« Vitesse de déplacement de l’axe X/Y »), qui permet de modifier la vitesse de la tête d’impression pendant qu’elle se déplace d’un côté à l’autre vers les endroits où le filament doit être déposé. Augmenter cette vitesse permet de réduire les chances de suintement pendant les déplacements.
Bien qu’il ne s’agisse pas d’un paramètre de vitesse à proprement parler, la longueur réelle des mouvements de la tête d’impression peut également favoriser la formation de stringing. Plus le déplacement est important, plus le plastique risque de suinter de la buse. Certains slicers permettent d’ajuster la trajectoire pour favoriser les mouvements plus courts. C’est par exemple le cas du paramètre « Avoid crossing outline for travel movement » dans Simplify3D.

Nettoyer la buse avant l’impression

Lorsqu’on se sert d’une imprimante 3D sur une durée prolongée, et d’autant plus si l’on utilise toujours le même type de matériau, comme le PETG, le filament est susceptible de laisser une fine couche de résidu dans la buse. En retour, cela peut causer des problèmes de stringing, car les brins de filaments tenteront de se coller à la surface de votre objet imprimé.
Pour éviter ce problème, assurez-vous de bien nettoyer la buse avant l’impression. Commencez par l’extérieur : alors qu’elle est encore chaude, essuyez-la avec un chiffon humide. Cela devrait vous permettre de retirer le plus gros des résidus. Vous pouvez aussi peaufiner cette petite toilette avec une brosse métallique ou une lame fine.
Ensuite, on s’attaque à l’intérieur de la buse pour retirer les débris qui peuvent bloquer la sortie. Le plus simple consiste à insérer une aiguille ou un foret très fin. Vous devriez ainsi pouvoir éliminer la saleté et dégager la buse. Si cette solution ne résout pas votre problème, essayez la méthode de la traction à froid (« cold pull » en anglais) afin de retirer tous les résidus laissés par les filaments utilisés.
Si malgré tous ces efforts, vous rencontrez toujours des soucis de stringing, le mieux sera peut-être de changer la buse. Pensez à faire chauffer le hotend pour fondre tout matériau coincé à l’intérieur et à retirer le filament introduit dans l’extrudeur. Ensuite, vous pouvez retirer la buse. Nettoyez le hotend avec un petit pic métallique avant de fixer votre nouvelle buse.
Pour des conseils plus détaillés, consultez notre guide de nettoyage des buses.
Conserver les filaments dans un endroit sec
L’humidité dans l’air peut endommager vos filaments, ce qui à son tour peut causer le phénomène de stringing : l’humidité présente dans le filament s’échappe sous forme de vapeur lorsque vous le chauffez. Cette vapeur se mélange alors au plastique et augmente ainsi le risque de suintement durant les mouvements hors impression. Ce problème survient davantage avec le PLA, qui absorbe l’humidité bien plus que l’ABS ou d’autres matériaux. Cependant, en impression 3D FDM, tous les filaments sont hygroscopiques dans une certaine mesure.
Si vous constatez de gros problèmes de stringing sur vos impressions, c’est sans doute que votre filament est humide. La bonne nouvelle, c’est qu’il existe différentes méthodes pour le sécher en toute sécurité et l’utiliser pour vos prochains projets. Première méthode : achetez un séchoir à filament. Ces machines chauffent le filament afin de faire évaporer l’humidité, le tout dans un environnement contrôlé. Nous vous conseillons par exemple le Sovol SH01 et le Sunlu FilaDryer S2, qui sont de bons appareils.
Autre option : séchez le filament dans votre four. Vous devrez d’abord vérifier la température de transition vitreuse de votre filament et attendre que le four chauffe avant d’y placer la bobine. En règle générale, il est conseillé de laisser le filament dans le four entre quatre et six heures. Si votre four ne fait pas l’affaire, il est aussi possible d’utiliser un déshydrateur alimentaire.
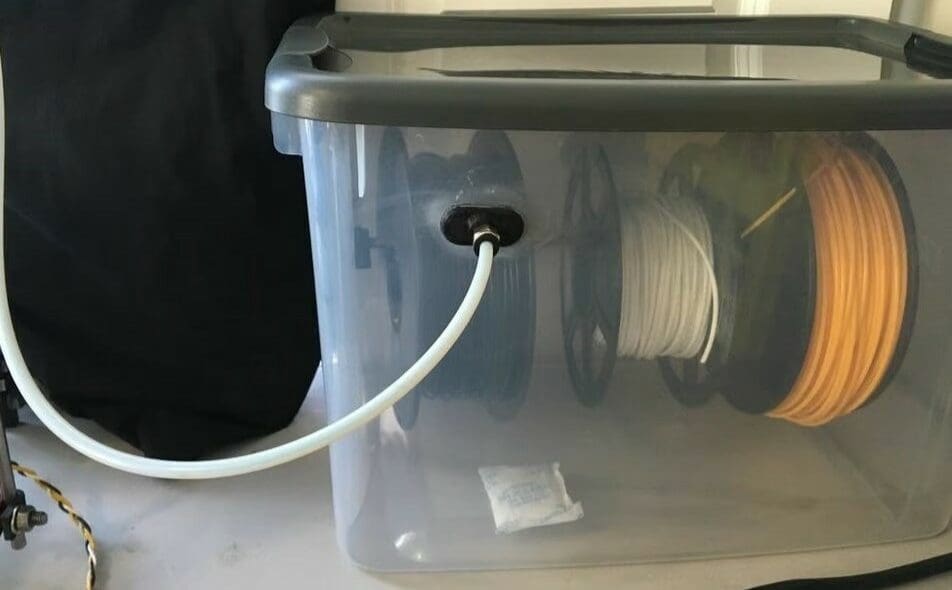
Une fois que votre filament est bien sec, ne refaites plus la même erreur ! Conservez-le dans un environnement protégé de l’humidité. Plusieurs solutions existent : boîtes hermétiques, sachets déshydratants, sacs de conservation sous vide… Vous pouvez aussi acheter une « dry box » dédiée, comme la PolyBox de Polymaker, ou bien utiliser n’importe quel contenant hermétique, comme un conteneur de stockage Rubbermaid.
Licence : Le texte de l'article "Stringing & impression 3D : 5 solutions simples" écrit par All3DP est publié sous la licence Creative Commons Attribution 4.0 International (CC BY 4.0).