Impression 3D & PETG : les meilleurs réglages et paramètres

Trouvez les réglages d'impression PETG convenant à vos besoins en ajustant la vitesse d'impression, la température, le stringing et les réglages de rétraction !
Si vous n’avez jamais imprimé qu’avec du PLA, vous passez à côté des nombreux avantages du filament PETG. Non seulement le PETG est moins cassant, plus résistant et un peu plus flexible que le PLA ordinaire, ce qui conduit à des impressions plus durables et moins cassantes, mais en plus le PETG n’en a que faire de l’humidité, de la lumière du soleil et même des produits comme les huiles ou les alcools qui pourraient endommager le PLA.
Le PETG ouvre la voie à de nouvelles utilisations plus pratiques pour vos impressions 3D : des pièces plus solides, des projets pour l’extérieur et tout ce qui doit durer plus longtemps. Pour cela, il faut passer un peu de temps à affiner les paramètres d’impression, ce dont il est question ci-dessous, mais une fois les réglages effectués, vous vous rendrez probablement compte qu’il est tout aussi fiable que le PLA, et plus polyvalent.
Dans cet article, nous vous expliquons tout ce que vous devez savoir pour obtenir les meilleures impressions PETG possibles. Depuis les paramètres de votre imprimante jusqu’aux conseils de découpe, nous avons tout ce qu’il vous faut.
Les paramètres d'impression problématiques du PETG
Bien qu’il s’agisse d’un matériau assez populaire, il peut être assez compliqué à imprimer, surtout si vous débutez. Nos lecteurs nous interrogent tout le temps sur les conseils contradictoires au sujet du PETG et nous leur répondons généralement que la vérité, c’est que les réglages pour une imprimante ou pour une marque de PETG particulière ne valent pas nécessairement pour les autres. C’est pourquoi tant de makers ont leur marque préférée de PETG et s’y tiennent.
De plus, il y a tellement de types de PETG, du translucide au chargé de fibres de carbone, qu’ils pourraient aussi bien être des polymères complètement différents, du point de vue pratique, lorsqu’il s’agit d’imprimer avec eux.
Très souvent, les réglages d’impression PETG ont plutôt l’air de directives ; vous devrez ajuster certains paramètres d’impression pour trouver les meilleurs réglages pour votre imprimante. Les réglages que vous ferez vont de la température de la buse à celle du plateau, de la vitesse d’impression à celle du ventilateur.
Jetez donc un œil aux réglages d’impression de ces filaments PETG populaires :
Réglage du plateau

Imprimer du PETG n’est pas exactement la même chose que d’imprimer avec du PLA, essentiellement parce qu’il colle quelque chose de dingue. Si vous ne préparez pas votre plateau correctement, l’impression peut s’agripper si fort à la surface qu’elle va arracher des morceaux d’une plaque de PEI ou même fusionner avec du verre nu.
L’astuce consiste à lui donner de quoi s’accrocher, sans se souder pour autant. Une fine couche de colle en bâton, de Magigoo ou même de laque fera l’affaire. Ne l’envisagez pas tant comme de la colle et plus comme une barrière protectrice – elle garantit que l’impression reste en place pendant que vous imprimez, tout en se détachant comme il faut par la suite.
Préserver la propreté du plateau est tout aussi important. De l’eau chaude et un peu de liquide vaisselle fonctionnent généralement mieux que l’alcool isopropylique (aussi appelé isopropanol), qui peut salir les résidus au lieu de les éliminer. Vous serez également bien avisé de relever légèrement votre buse par rapport au PLA. Le PETG n’aime pas être écrasé dans le plateau ; si la première couche est trop serrée, elle adhérera beaucoup trop fortement.
En ce qui concerne les surfaces, une plaque de PEI texturée est généralement le choix le plus facile et le plus sûr. Les pièces s’agrippent bien pendant l’impression, puis se détachent bien une fois le plateau refroidi. Le PEI lisse ou le verre peuvent également fonctionner, mais uniquement si vous déposez d’abord une couche anti-adhésive – n’imprimez jamais de PETG directement dessus, sinon vous risquez un collage permanent. Le verre vous donnera une finition brillante, mais il ne pardonne pas si vous oubliez la couche de colle. La garolite (FR-4) tient également bien le PETG, même si elle le tient parfois un peu trop bien.

Séchez votre PETG

Le PETG fait partie de ces filaments qui absorberont volontiers l’humidité de l’air si vous lui en donnez l’occasion. On ne le remarque pas toujours tout de suite, mais une fois qu’il a absorbé suffisamment d’eau, les problèmes commencent à apparaître dans vos impressions. Vous entendrez des éclats et des crépitements au niveau de la buse, vous verrez de petites bulles dans l’extrusion, ou bien vous vous retrouverez avec des couches filandreuses et fragiles qui ne s’associent pas bien. Même une bobine qui a l’air bien à l’extérieur peut retenir suffisamment d’humidité pour gâcher une grande impression.
C’est pour cela qu’en règle générale, c’est une bonne idée de sécher le PETG avant de l’utiliser, surtout si la bobine a passé plusieurs jours dans une pièce humide. Le moyen le plus simple est d’utiliser un séchoir à filaments ou un déshydrateur alimentaire qui peut maintenir une température stable autour de 65 à 70 °C. À défaut, un four ordinaire peut également faire l’affaire, mais vous devez faire très attention à la température et vous assurer qu’elle n’est pas trop élevée. Quelques heures de séchage suffisent généralement à remettre le filament en bon état.
Une fois que vous l’avez séché, l’étape suivante consiste à le garder au sec. Stocker du PETG dans un récipient scellé avec un déshydratant est le meilleur moyen d’éviter d’avoir à constamment resécher vos bobines. Certaines personnes impriment même directement à partir d’une boîte sèche pour préserver la cohérence d’ensemble. Bien que vous puissiez parfois imprimer du PETG directement à partir d’une bobine neuve et non déballée, le traiter comme un matériau qui aime être conservé au sec vous évitera beaucoup de frustration à long terme.
Températures, rétraction et stringing
Les paramètres de température et de rétraction pour imprimer du PETG sont étroitement liés. Étudions-les de plus près.
Température et type de la buse
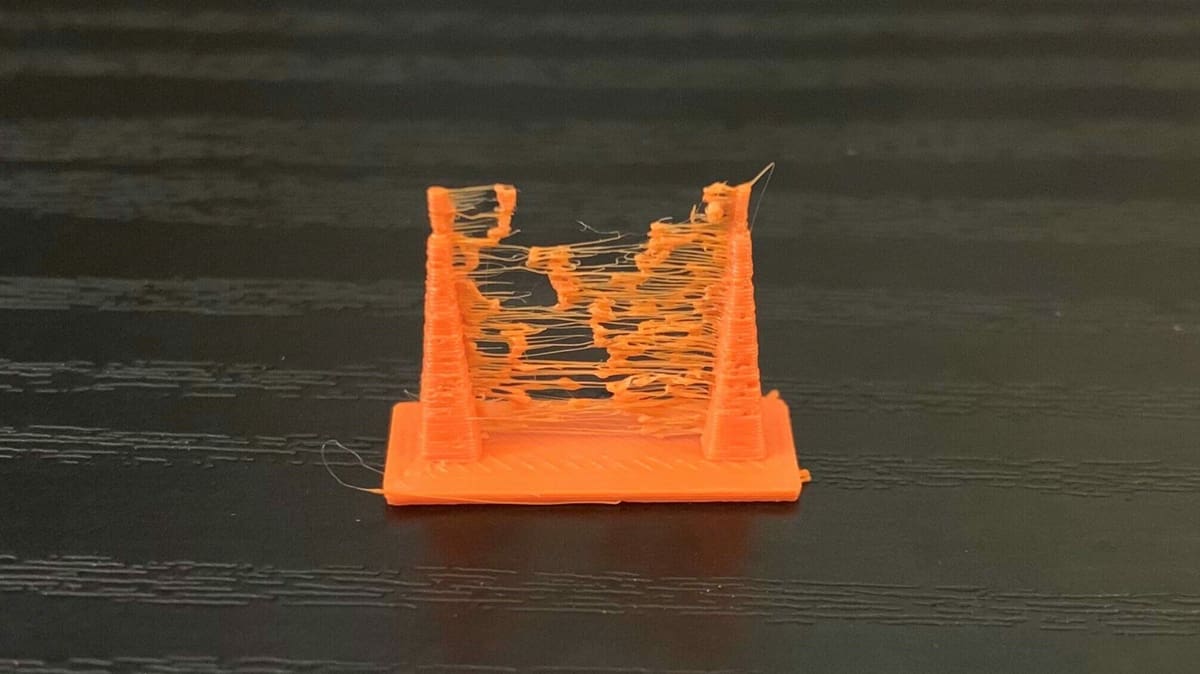
La température de la buse joue beaucoup sur la qualité de l’impression des pièces en PETG. Si elle est trop élevée, vous risquez d’avoir des problèmes de stringing (les petits cheveux d’ange) et de suintement, mais si elle est trop basse, il y a des risques de ratés avec l’extrudeuse.
Comme précisé plus haut, la température d’impression se situe dans une plage. Commencez à une température de seulement 220 °C et effectuez quelques tests d’impression. Si vous entendez un « toc toc » pendant l’impression, c’est que l’extrudeuse saute. Augmentez la température de la buse de 5 °C. Répétez le test jusqu’à ce que l’extrudeuse ne saute plus.
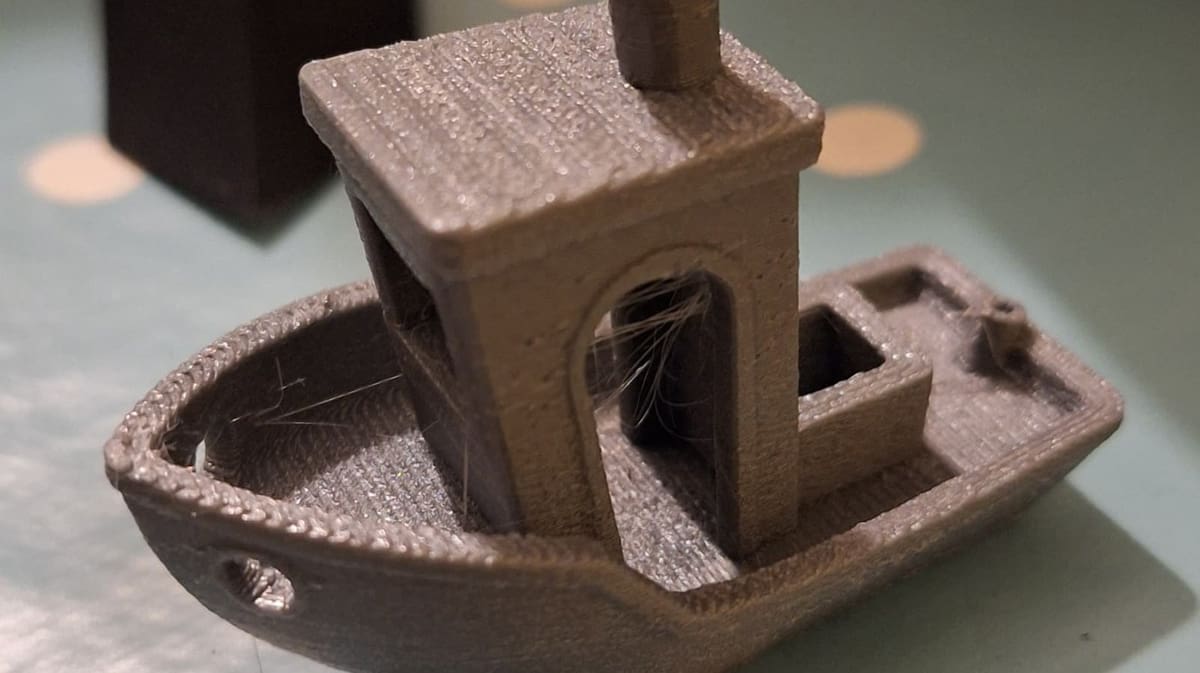
Nous vous le disions plus haut, l’impression à température élevée présente des risques de stringing ou de suintement. Et le PETG étant un matériau très solide et élastique, les petits « cheveux » sont particulièrement difficiles à retirer. Si vous êtes déjà à la température la plus basse possible (c’est-à-dire celle où l’extrudeuse ne fait pas de ratés) et que vous avez toujours des problèmes de stringing, essayez d’ajuster les paramètres de rétraction.

Lors de l’impression avec du PETG, le hotend doit travailler un peu plus dur qu’avec du PLA. Vous travaillerez généralement entre 230 et 260 °C, donc un hotend tout en métal stable est le choix le plus sûr. Les configurations doublées de PTFE peuvent se dégrader si vous les poussez trop longtemps à chaud, et le PETG bénéficie vraiment d’une zone de fusion fiable avec un bon refroidissement par rupture de chaleur pour éviter les bourrages.
Les buses en laiton conviennent parfaitement au PETG ordinaire, mais si vous utilisez des mélanges avec des fibres de carbone, brillants ou métalliques, vous aurez besoin d’une buse renforcée ou trempée pour gérer l’abrasion supplémentaire. Si vous prévoyez d’imprimer rapidement, une buse légèrement plus grande, par exemple de 0,6 mm, peut vous faciliter la vie en laissant le filament s’écouler sans surcharger le hotend. Et comme le PETG peut être un peu collant, il aide à garder votre buse propre avec une traction à froid occasionnelle afin que l’accumulation ne perturbe pas l’extrusion.
La bonne rétraction pour le PETG

Évitez les vitesses trop élevées (sauf si votre filament PETG est formulé spécialement pour les vitesses très élevées) ; cela peut marcher pour l’ABS et le PLA, mais pas avec la plupart des PETG. Réglez la vitesse de rétraction à environ 25 mm/s, que vous ayez une extrudeuse Bowden ou direct drive. La distance de rétraction doit quant à elle tourner autour de 6 ou 7 mm pour les Bowden, et de 3 ou 4 mm pour les extrudeuses en direct drive. Avec le PETG, la vitesse de rétraction est plus importante que la distance. Si vous avez encore des problèmes de suintement ou de stringing, baissez la vitesse de rétraction.
Si vous rencontrez encore des problèmes de rétraction après avoir ajusté plusieurs fois les réglages, contrôlez la tension du filament et assurez-vous que l’engrenage de l’extrudeuse est suffisamment serré. Le filament ne doit pas pouvoir être retiré trop facilement quand vous tirez dessus.
Pour réduire les suintements, vous pouvez encore essayer d’ajuster la vitesse de déplacement. Le PETG a en effet tendance à goutter depuis l’extrémité de la buse, surtout si celle-ci est très chaude. Pour éviter ce problème, tentez d’augmenter la vitesse de déplacement autant que possible.

Vitesse des ventilateurs et refroidissement

Le PETG n’a pas vraiment besoin d’une imprimante fermée comme l’ABS ou le nylon. L’un de ses gros avantages est qu’il est beaucoup moins susceptible de se déformer et de se fendre, de sorte que vous pouvez obtenir des impressions solides sur une machine à cadre ouvert sans vous soucier des courants d’air qui gâcheraient vos couches. En fait, une imprimante entièrement fermée peut parfois rendre le PETG un peu plus délicat, car l’accumulation de chaleur supplémentaire peut ramollir le chemin du filament ou provoquer du stringing si la chambre devient trop chaude.
Cela dit, une imprimante fermée n’est pas tout à fait inutile. Si vous imprimez dans un espace froid ou en courant d’air, stabiliser l’air autour de l’imprimante peut aider à améliorer la finition de la surface et l’adhérence des couches. Cela tient également la poussière à l’écart de l’impression et réduit le bruit, ce que certaines personnes apprécient. Mais à proprement parler, le PETG imprime très bien sans, et pour la plupart des amateurs, laisser l’imprimante ouverte est en fait le choix le plus sûr et le plus tranquille.
La plupart des PETG s’impriment assez bien sans ventilateur. Contrairement à d’autres matériaux qui exigent une ventilation durant l’impression, les PETG s’en sortent même mieux sans, mais de nouveau, cela dépend de votre type et de votre marque de PETG. Si vous constatez des fissures ou un décollement des couches sur vos impressions, éteignez les ventilateurs car imprimer sans permettra d’améliorer l’adhérence.
Cela dit, les modèles dont les couches sont courtes à imprimer peuvent bénéficier d’un peu de refroidissement. Essayez de régler le ventilateur entre 20 et 50 % pour aider les couches à refroidir. Les ventilateurs peuvent aussi s’avérer utiles si vous souhaitez obtenir des résultats très détaillés ou imprimer des ponts.
Supports pour PETG

Lors de l’impression avec du PETG, choisir d’utiliser ou non des supports revient à peser les pours et les contres. Le PETG est solide et durable, mais il a tendance à générer du stringing et à fusionner avec lui-même, ce qui signifie que les supports peuvent parfois se lier plus étroitement que vous ne le souhaitez. Si votre modèle en a vraiment besoin – par exemple, pour des surplombs abrupts ou des ponts que votre imprimante ne peut pas gérer proprement – il vaut mieux ajouter des supports que de risquer de rater une impression. Cela dit, si le design vous permet de réorienter la pièce ou de la diviser en plusieurs parties, cela vaut souvent la peine de le faire simplement pour éviter les supports. Le PETG ne se détache pas toujours proprement, et le retrait des supports peut laisser des traces sur la surface.
Si vous avez besoin de supports, il est dans votre intérêt de les rendre aussi faciles à retirer que possible. L’augmentation de la distance Z du support crée un tout petit espace entre les supports et le modèle réel, ce qui réduit les chances qu’ils fusionnent solidement. Vous pouvez également expérimenter avec des motifs de support ; les styles en grille ou en zigzag ont tendance à se détacher plus facilement que les structures plus denses. Diminuer la densité de support est également utile, car le PETG est suffisamment solide pour ne pas nécessiter d’échafaudage particulièrement renforcé.
Si vous avez la chance de posséder une imprimante 3D à double extrusion, votre meilleure option est d’utiliser des filaments solubles, comme le PVA ou le HIPS.
Une fois l’impression terminée, il est préférable de retirer les supports une fois la pièce refroidie, car le PETG est encore légèrement souple à chaud et peut se déchirer ou se déformer à l’endroit où les supports se fixent. L’utilisation de pinces simples ou coupantes vous donne plus de contrôle que de les détacher simplement à la main. Si de petits morceaux de support restent coincés, un ponçage doux ou une coupe à l’aide d’un couteau tranchant nettoieront la surface. Il est normal d’observer une légère rugosité aux endroits où les supports étaient en contact avec le modèle, mais des réglages de tranchage minutieux et un retrait en prenant votre temps peuvent limiter les dégâts.

Vitesse et PETG haute vitesse
Comme déjà mentionné, le PETG est très sensible à la vitesse d’impression. Si vous imprimez trop vite, vous perdrez en adhérence des couches, en qualité d’impression et en efficacité de l’extrudeuse. Mais si vous imprimez trop lentement, vous finirez sans doute avec des problèmes de déformation, de stringing et de suintement.
Le tout est de trouver le bon réglage en fonction de votre propre imprimante et du filament que vous utilisez. Il vaut mieux commencer avec une vitesse d’impression pas trop élevée, par exemple à 15 mm/s. Augmentez ensuite la vitesse progressivement. Les déplacements doivent être aussi rapides que possible, à au moins 120 mm/s, pour éviter le suintement.
Qu’est-ce que le PETG haute vitesse ?
Il y a de plus en plus de filaments PETG haute vitesse provenant de fabricants tels que Bambu Lab, Flashforge, eSun, etc. Le « PETG haute vitesse » (parfois appelé PETG HS, PETG HF, PETG High Flow, etc.) fait référence à des formules de PETG optimisées pour des impressions plus rapides. Cela signifie des modifications (dans le mélange de polymères, les additifs, éventuellement les tolérances de serrage) afin que le filament puisse fondre, s’écouler, refroidir et se lier correctement, même à des vitesses d’impression ou des débits volumétriques plus élevés. L’objectif est d’obtenir plus de pièces imprimées en moins de temps sans perte majeure de résistance, de qualité de surface ou de fiabilité.
L’utilisation de PETG haute vitesse peut être fabuleuse, mais il y a aussi quelques mises en garde dont il faut tenir compte :
L’utilisation de PETG haute vitesse peut donner d’excellents résultats, mais il y a quelques réserves à garder en tête. Même avec un filament optimisé, votre imprimante doit être capable de suivre. Le hotend doit fondre et pousser le matériau rapidement et régulièrement, ce qui signifie qu’il nécessite des températures élevées et un chemin d’écoulement lisse. L’extrudeuse doit également être capable d’alimenter le filament à des vitesses élevées sans glisser ni l’écraser. En plus de cela, votre système de refroidissement – qu’il s’agisse de ventilateurs partiels ou de refroidissement de la chambre – doit solidifier les couches suffisamment rapidement pour éviter l’affaissement ou les surplombs déformés.
Il faut aussi tenir compte de la qualité d’impression. À très grandes vitesses, la finition de surface peut ne pas être aussi nette qu’avec des impressions plus lentes. Les détails fins, les petites caractéristiques et les parois extérieures sont particulièrement vulnérables au cerclage, aux vibrations ou à un léger flou. Les réglages de rétraction deviennent également plus sensibles. Le stringing et le suintement sont plus probables, et les profils qui ont fonctionné à des vitesses moins élevées ont souvent besoin d’un nouveau réglage. Des ajustements de la longueur et de la vitesse de rétraction, ou des fonctionnalités telles que la roue libre et l’essuyage, peuvent être nécessaires pour garder les impressions propres.
Le débit volumétrique plus élevé de l’impression rapide augmente également le risque de sous-extrusion si la buse est trop petite ou si le filament ne peut pas fondre assez rapidement. Cette contrainte supplémentaire peut accélérer l’usure de la buse, en particulier avec les métaux plus tendres. Pour une fiabilité à long terme, les buses renforcées ou trempées constituent souvent un meilleur choix. À cela s’ajoute le problème de la propagation thermique. Le hotend doit rester stable, en gardant le côté froid au frais et la zone de fusion chaude, afin que le filament ne se ramollisse pas trop tôt lors de son passage.
Enfin, le refroidissement et les déformations restent des exercices d’équilibriste permanents. Les couches doivent se fixer assez rapidement pour conserver leur forme, mais aussi assez uniformément pour préserver une bonne adhérence et éviter les déformations. La gestion minutieuse du flux d’air et de la température est essentielle pour obtenir des impressions PETG haute vitesse qui sont à la fois solides et de dimensions précises.
PETG en fibres de carbone et composite

Le PETG en fibres de carbone est essentiellement du PETG ordinaire mélangé avec des petits bouts de fibres de carbone. Les fibres le rendent plus rigide, plus fort et moins sujet aux déformations, ce qui est idéal si vous voulez des pièces précises et rigides. Le revers de la médaille est qu’il est généralement plus fragile, donc au lieu de fléchir comme du PETG ordinaire, il peut se casser si la pression est suffisante.
Ce qui est le plus important à surveiller, c’est l’usure des buses. Ces fibres sont abrasives et vont vite broyer une buse en laiton. Une buse renforcée ou trempée est la solution, et une taille de 0,6 mm permet d’éviter les obstructions, car les fibres ne s’accommodent pas toujours bien des ouvertures minuscules.

Il existe aussi d’autres mélanges. Le PETG en fibres de verre est similaire à celui en fibres de carbone, mais un peu moins abrasif. Les PETG garnis de bois sont principalement destinés à l’apparence et à la texture, et les PETG brillants ou métalliques peuvent être amusants, mais ils useront aussi les buses plus rapidement. Dans l’ensemble, ces composites ont souvent besoin d’un peu plus de chaleur, de vitesses parfois moins élevées et d’un réétalonnage rapide du flux, car les additifs modifient la façon dont le plastique se déplace dans le hotend.
Le bonus sympa est que beaucoup d’entre eux s’effilochent moins que le PETG ordinaire, ce qui facilite le nettoyage. Dans l’ensemble, les PETG composites sont plus difficiles à régler, mais ils vous donnent des impressions plus fortes, plus rigides ou simplement d’un aspect plus cool une fois que vous avez déterminé la bonne configuration.
Le PETG en fibres de carbone s’imprime un peu comme le PETG ordinaire, mais le profil a quelques réglages clés. Vous le ferez généralement fonctionner un peu plus chaud pour un meilleur débit, vous garderez des vitesses moins élevées pour l’uniformité et diminuerez le refroidissement pour favoriser la dureté. La rétraction peut être plus courte car les fibres de carbone ne s’effilochent pas autant, et la première couche doit être un peu plus haute pour ne pas trop fusionner avec le plateau. Le plus grand changement est matériel : une buse durcie, idéalement de 0,6 mm, est indispensable car les fibres abîment rapidement le laiton.
Licence : Le texte de l'article "Impression 3D & PETG : les meilleurs réglages et paramètres" écrit par All3DP est publié sous la licence Creative Commons Attribution 4.0 International (CC BY 4.0).