Los mejores parametros para imprimir con PETG

Encuentre la configuración perfecta para imprimir con PETG ajustando algunos aspectos como la temperatura, la velocidad de impresión o los parámetros de retracción.
Si hasta el momento solo ha trabajado con PLA, se está perdiendo las enormes ventajas del filamento PETG. El PETG no solo es menos quebradizo, más resistente y un poco más flexible que el PLA medio, lo que permite obtener impresiones más duraderas y menos susceptibles a las roturas, sino que, además, el PETG es resistente a la humedad, la luz solar e incluso el contacto con productos como aceites o alcoholes, que sí dañarían el PLA.
El PETG ofrece usos más prácticos para la impresión 3D: piezas más resistentes, proyectos para uso al aire libre y cualquier cosa que deba durar más tiempo. Sin embargo, es necesario ajustar ciertos parámetros para configurar las impresiones. De eso trata este artículo. Y, una vez consiga «afinar» su impresora, probablemente descubrirá que el PETG es tan fiable como el PLA, y, además, más versátil.
En este artículo, trataremos todo lo que necesita saber para obtener las mejores impresiones posibles con PETG, desde la configuración de la impresora hasta consejos para su programa de laminado.
Imprimir PETG: una configuración problemática
A pesar de ser un material bastante popular, el PETG puede resultar difícil de imprimir, especialmente si usted está empezando en el mundo de la impresión 3D. Nuestros lectores nos preguntan con mucha frecuencia por los consejos contradictorios que circulan sobre este filamento, y nuestra respuesta suele ser siempre la misma: la realidad es que los ajustes que funcionan en una impresora o con una marca concreta de PETG no tienen por qué funcionar en otras. Por este motivo, muchos makers acaban encontrando su marca favorita de PETG y se mantienen fieles a ella.
Además, existe una enorme variedad de material PETG en el mercado: desde filamentos translúcidos hasta otros reforzados con fibra de carbono. En la práctica, a la hora de imprimir, estas variantes pueden comportarse casi como si se tratara de polímeros completamente distintos.
Por ello, los parámetros de impresión del PETG deben entenderse más como orientaciones generales que como reglas fijas. Será necesario que ajuste distintos aspectos hasta dar con la configuración óptima para su impresora. Estos parámetros pueden abarcar desde la temperatura del cabezal o de la cama caliente, hasta la velocidad de impresión o la potencia del ventilador.
Para comprobarlo, basta con echar un vistazo a las configuraciones de impresión recomendadas para algunos de los filamentos de PETG más populares del mercado.
Configuración de la cama de impresión

Imprimir con PETG es un poco diferente a trabajar con PLA, sobre todo porque este material se adhiere con muchísima fuerza. Si no prepara correctamente la base de impresión, la pieza puede agarrarse tan fuerte a la superficie que llegue a arrancar fragmentos de una lámina de PEI o incluso quedarse soldada al vidrio desnudo.
La clave está en ofrecerle algo a lo que la impresión pueda adherirse sin que quede “soldada” a la cama. Una fina capa de barra de pegamento, Magigoo o incluso laca para el cabello cumplen perfectamente esta función. Conviene entenderlo menos como un adhesivo y más como una capa protectora: mantiene la pieza fija durante la impresión, pero permite retirarla con facilidad una vez terminada.
Mantener la cama limpia es igual de importante. En la mayoría de los casos, agua tibia y un poco de jabón lavavajillas funcionan mejor que el alcohol isopropílico, que puede extender los residuos en lugar de eliminarlos por completo. También es recomendable elevar ligeramente el cabezal en comparación con los ajustes habituales para PLA. Al PETG no le gusta quedar demasiado aplastado contra la cama; si la primera capa está excesivamente ajustada, la unión será demasiado fuerte.
En cuanto a las superficies de impresión, una lámina de PEI texturizada suele ser la opción más sencilla y segura. Las piezas se adhieren bien durante la impresión y, una vez que la cama se enfría, se desprenden con facilidad. El PEI liso o el vidrio también pueden funcionar, pero únicamente si aplica antes una capa de liberación: nunca imprima PETG directamente sobre estas superficies, ya que existe un alto riesgo de adherencia permanente. El vidrio proporciona ese acabado inferior brillante tan apreciado, pero es implacable si se olvida del pegamento. Por último, el Garolite (FR-4) también ofrece una buena adherencia con PETG, aunque en ocasiones puede llegar a sujetar la pieza más de la cuenta.

Secado del PETG

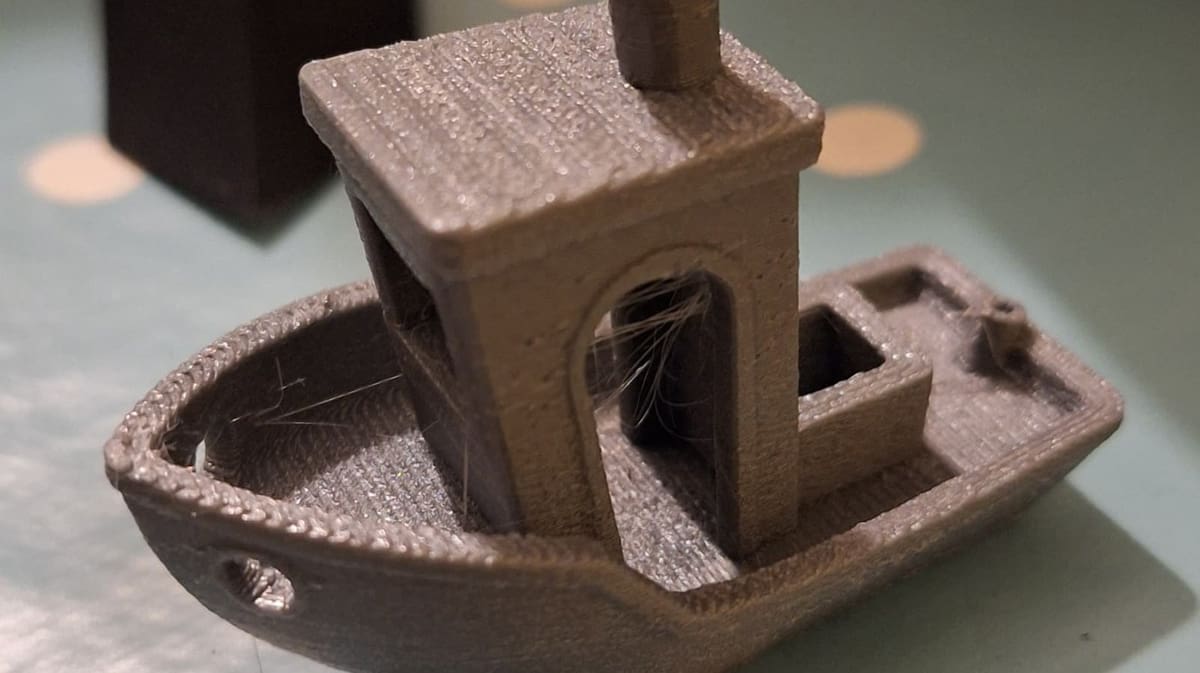
El PETG es uno de esos filamentos que absorben con facilidad la humedad del ambiente si se les da la oportunidad. No siempre se nota de inmediato, pero cuando ha captado suficiente agua, empiezan a surgir problemas en las impresiones. Es habitual oír pequeños chasquidos o crujidos en el cabezal, observar burbujas en el material extrudido o acabar con capas débiles o mal adheridas y con problemas de encordado (stringing). Incluso una bobina que aparente estar en buen estado puede contener la humedad suficiente como para arruinar una gran impresión.
Por este motivo, suele ser muy recomendable secar el PETG antes de usarlo, especialmente si la bobina ha permanecido expuesta al aire durante varios días en un entorno húmedo. La forma más sencilla es utilizar un secador de filamento o un deshidratador de alimentos que permita mantener una temperatura estable entre 65 y 70 °C. Si no dispone de ninguno de estos dispositivos, también puede recurrir a un horno doméstico, aunque en este caso conviene extremar las precauciones, controlar bien la temperatura y asegurarse de no sobrepasarla. En la mayoría de los casos, unas pocas horas de secado son suficientes para devolver el filamento a un estado óptimo.
Una vez seco, el siguiente paso es conservarlo así. Almacenar el PETG en un recipiente hermético con desecante es la mejor manera de evitar tener que secar las bobinas constantemente. Algunos usuarios incluso imprimen directamente desde una caja seca para mantener unas condiciones estables durante todo el proceso. Aunque en ocasiones es posible imprimir PETG directamente desde una bobina nueva y sin abrir, tratarlo como un material que necesita mantenerse seco le ahorrará muchos problemas y frustraciones a largo plazo.
Temperaturas, retracción y encordado
A la hora de imprimir con PETG, los ajustes de temperatura y retracción están estrechamente relacionados. Fijémonos con detalle en cada uno de ellos:
Temperatura y tipo de cabezal
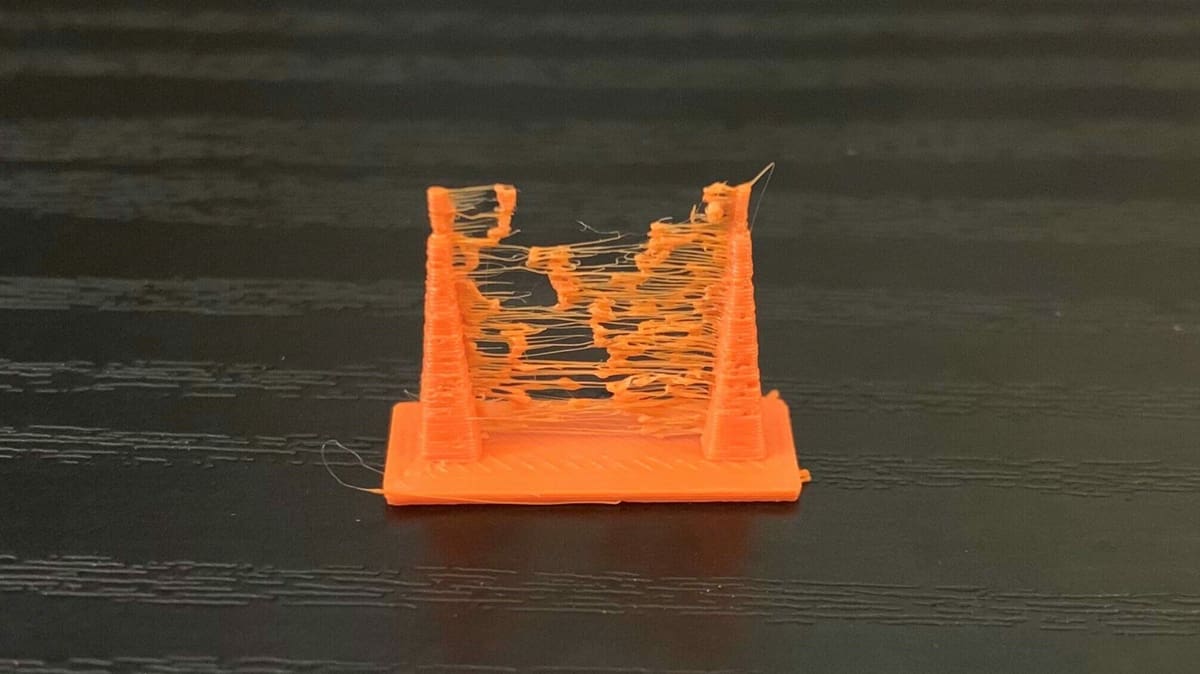
La temperatura del cabezal desempeña un papel fundamental en la calidad de impresión de las piezas de PETG. Si trabaja a una temperatura demasiado alta, aparecerán problemas como el encordado o el rezumado (oozing). En cambio, si la temperatura es demasiado baja, el extrusor comenzará a patinar o a “saltar” pasos.
Como ya hemos mencionado, la temperatura de impresión no es un valor fijo, sino un rango. Le recomendamos empezar con una temperatura baja, de alrededor de 220 °C, y realizar algunas impresiones de prueba. Si durante la impresión escucha un ruido seco o repetitivo, es señal de que el extrusor está patinando. En ese caso, aumente la temperatura del cabezal en incrementos de 5 °C y repita la prueba hasta que el extrusor funcione de forma continua y sin saltos.
Ahora bien, imprimir a temperaturas altas conlleva el riesgo de encordado y rezumado. Dado que el PETG es un material muy resistente y elástico, estos hilos suelen ser difíciles de eliminar. Si ya se encuentra en la temperatura mínima que evita el patinaje del extrusor y aún así aparecen hilos, lo más adecuado es ajustar los parámetros de retracción en lugar de seguir aumentando la temperatura.

Al imprimir con PETG, el hotend está sometido a una mayor exigencia que con el PLA. Lo habitual es moverse en un rango de entre 230 y 260 °C, por lo que un hotend metálico estable es la opción más segura. Los sistemas con tubo de PTFE pueden degradarse si se mantienen a temperaturas elevadas durante mucho tiempo, y el PETG se beneficia especialmente de una zona de fusión fiable y de una buena refrigeración del tubo de ruptura térmica (heat break) para evitar atascos.
Los cabezales de latón funcionan correctamente con PETG estándar. Sin embargo, si utiliza filamentos con fibra de carbono, efectos luminosos o cargas metálicas, es muy recomendable optar por un cabezal endurecido o recubierto, ya que estos materiales son más abrasivos. Si además tiene pensado imprimir a mayor velocidad, un cabezal ligeramente más grande, por ejemplo de 0,6 mm, facilitará el flujo del filamento y reducirá la carga sobre el hotend. Por último, conviene recordar que el PETG puede ser algo pegajoso. Por ello, mantener el cabezal limpio mediante operaciones de extracción en frío (cold pull) periódicas ayuda a evitar acumulaciones de material que puedan afectar negativamente a la extrusión.
Retracción adecuada para el PETG

No utilice velocidades altas (salvo que su filamento PETG esté específicamente formulado para ello). Puede que con ABS y PLA funcione, pero con la mayoría de los PETG no dará buenos resultados. Configure la velocidad de retracción en torno a 25 mm/s, tanto si utiliza un extrusor Bowden como uno directo. En cuanto a la distancia de retracción, lo recomendable es ajustarla a 6–7 mm en sistemas Bowden y a 3–4 mm en extrusores directos. Con PETG, la velocidad de retracción es un factor más determinante que la distancia. Si aun así persisten los problemas de rezumado o encordado, pruebe a reducir la velocidad de retracción.
Si después de ajustar estos parámetros repetidamente, sigue experimentando problemas con la retracción, conviene revisar también la tensión del filamento y comprobar que el engranaje del extrusor esté correctamente apretado. El filamento no debería poder extraerse con facilidad tirando de él.
Otro parámetro clave para reducir el oozing es la velocidad de desplazamiento (travel speed). El PETG tiende a gotear por la punta del cabezal, especialmente cuando se trabaja con temperaturas elevadas. Para minimizar este efecto, intente aumentar la velocidad de desplazamiento tanto como sea posible.

Carcasas, velocidad del ventilador y refrigeración
El PETG no necesita una carcasa como el ABS o el nailon. Una de sus grandes ventajas es que es mucho menos propenso a deformarse (warping) o a agrietarse entre capas (splitting), por lo que es posible obtener impresiones sólidas y fiables en una impresora de estructura abierta, sin preocuparse de que las corrientes de aire arruinen la adherencia entre capas. De hecho, en algunos casos, una impresora completamente cerrada puede complicar un poco la impresión con PETG, ya que el exceso de calor en el interior puede reblandecer la trayectoria del filamento o provocar encordado si la cámara alcanza temperaturas demasiado altas.
Dicho esto, el uso de una carcasa no está totalmente descartado. Si imprime en un entorno frío o con corrientes de aire, mantener estable el aire que rodea la impresora puede ayudar a mejorar el acabado superficial y la adherencia entre capas. Además, un recinto cerrado evita que el polvo caiga sobre la pieza impresa y reduce el ruido, algo que muchos usuarios valoran. No obstante, hablando con propiedad, el PETG se imprime perfectamente sin una carcasa y, para la mayoría de aficionados, dejar la impresora abierta es una opción más segura y tolerante.
En cuanto a la ventilación, la mayoría de los PETG se imprimen muy bien sin ventiladores. A diferencia de otros materiales, que requieren refrigeración activa durante la impresión, el PETG suele comportarse mejor sin ella, aunque, como ocurre casi siempre en la impresión 3D, depende del tipo y la marca del filamento. Si usted observa grietas o delaminación en sus piezas, apague los ventiladores, ya que imprimir sin refrigeración mejora la adherencia entre las capas.
Ahora bien, los modelos con tiempos de capa más cortos pueden beneficiarse de algo de ventilación. En esos casos, puede probar a ajustar el ventilador entre un 20 % y un 50 % para ayudar a que las capas se enfríen correctamente. Los ventiladores también resultan útiles cuando se busca un mayor nivel de detalle o al imprimir puentes.
Soportes para el PETG

Cuando se imprime con PETG, la decisión de utilizar o no soportes se fundamenta básicamente en sopesar las ventajas y desventajas. El PETG es un material fuerte y duradero, pero también tiene tendencia al encordado y a fusionarse consigo mismo, lo que puede provocar que los soportes se adhieran más de lo deseable a la pieza. Si el modelo realmente los necesita (por ejemplo, en voladizos pronunciados o puentes que la impresora no pueda manejar limpiamente), es preferible añadir soportes antes que arriesgarse a una impresión fallida. No obstante, si el diseño se lo permite, reorientar la pieza o dividirla en varias partes suele ser una buena estrategia para evitar el uso de soportes. El PETG no siempre se desprende limpiamente y, al retirar los soportes, pueden quedar marcas en la superficie.
Cuando no queda más remedio que utilizarlos, conviene facilitar al máximo su eliminación posterior. Aumentar ligeramente la distancia Z de los soportes crea un pequeño espacio entre estos y el modelo, reduciendo la probabilidad de que ambos queden completamente fusionados. También es recomendable experimentar con distintos patrones de soporte: los diseños en rejilla o zigzag suelen desprenderse con mayor facilidad que otras estructuras más densas. Reducir la densidad de los soportes también ayuda, ya que el PETG es lo bastante fuerte como para no necesitar andamiajes excesivamente reforzados.
Si tiene la suerte de contar con una impresora 3D de doble extrusor, la mejor opción es recurrir a filamentos solubles, como PVA o HIPS.
Una vez finalizada la impresión, es recomendable retirar los soportes cuando la pieza ya se ha enfriado, ya que el PETG se mantiene ligeramente flexible mientras está caliente y podría rasgarse o deformarse en las zonas de contacto. El uso de alicates o cortadores de precisión ofrece un mayor control que simplemente arrancar los soportes con la mano. Si quedan pequeños restos adheridos, un lijado suave o un recorte cuidadoso con un cúter bien afilado permitirá limpiar la superficie. Es normal que aparezca cierta rugosidad en las áreas donde hubo soportes, pero configurar adecuadamente el laminado y retirar los soportes con atención y paciencia pueden minimizar notablemente los daños.

Velocidad y alta velocidad con PETG
Como ya hemos señalado, el PETG es un material especialmente sensible a la velocidad de impresión. Si imprime demasiado rápido, es habitual encontrarse con una mala adherencia entre capas, saltos del extrusor y una calidad de impresión deficiente. Por el contrario, si la velocidad es excesivamente baja, pueden aparecer deformaciones en las piezas, encordado y rezumado de material.
Deberá encontrar el punto óptimo en función de la impresora y del filamento que esté utilizando. Es mejor comenzar con una velocidad de impresión baja. Sugerimos empezar en torno a los 15 mm/s e ir incrementándola de forma progresiva. Conviene que los movimientos de desplazamiento sean lo más rápidos posible, al menos de 120 mm/s, para reducir al máximo el rezumado del material.
Qué es el PETG de alta velocidad
Existe una variedad cada vez mayor de filamento PETG de alta velocidad ofrecido por fabricantes como Bambu Lab, Flashforge o eSun, entre otros. El denominado «PETG de alta velocidad» (a veces llamado PETG HS, PETG HF, PETG High Flow, etc.) se refiere a fórmulas de PETG optimizadas para una impresión más rápida. Esto significa modificaciones (en la mezcla de polímeros o en los aditivos, o posiblemente tolerancias más estrictas) para que el filamento pueda fundirse, fluir, enfriarse y adherirse correctamente incluso a velocidades de impresión o caudales volumétricos más elevados. El objetivo es imprimir más piezas en menos tiempo sin perder resistencia, calidad de la superficie o fiabilidad.
Utilizar el PETG de alta velocidad puede ser estupendo, pero hay que tener en cuenta algunas consideraciones:
El uso de PETG de alta velocidad puede ofrecer resultados excelentes, pero conviene tener en cuenta algunas consideraciones importantes. Incluso cuando se trabaja con un filamento optimizado, su impresora debe estar a la altura del reto. Por un lado, el hotend ha de ser capaz de fundir y empujar el material de forma rápida y constante. Esto implica disponer de una potencia de calentamiento suficiente y de una trayectoria del filamento fluida. El extrusor, por su parte, también debe estar preparado para alimentar el filamento a altas velocidades sin que se produzcan deslizamientos ni desgaste por fricción. Además, el sistema de refrigeración (ya sea mediante ventiladores o refrigerando la cámara) tiene que solidificar las capas con la rapidez necesaria para evitar caídas o deformaciones en los voladizos.
Otra consideración es la calidad de la impresión. A velocidades muy altas, el acabado de la superficie puede no ser tan nítido como en impresiones más lentas. Los detalles finos, las geometrías pequeñas y las paredes exteriores son especialmente sensibles a defectos como la presencia de bandas horizontales visibles (banding), la formación de ecos o vibraciones alrededor de esquinas (ringing) o un ligero desenfoque de las formas (blurring). Además, los ajustes de retracción se vuelven más críticos. Aumenta la probabilidad de que aparezcan problemas de encordado o de rezumado, y las configuraciones que funcionaban correctamente a velocidades más bajas suelen requerir una recalibración específica. En estos casos, puede ser necesario ajustar la distancia y la velocidad de retracción, o activar funciones como las costuras (coasting) y el barrido (wiping), con el fin de obtener impresiones limpias y con un acabado profesional.
El mayor flujo volumétrico asociado a las impresiones rápidas también incrementa el riesgo de subextrusión si el cabezal es demasiado pequeño o si el filamento no puede fundirse con la suficiente rapidez. Este esfuerzo adicional puede acelerar el desgaste del cabezal, especialmente cuando está fabricado con metales blandos. Por ello, si se busca una fiabilidad a largo plazo, suele ser preferible optar por cabezales endurecidos o con recubrimiento. A esto se añade el problema de la fluencia térmica (heat creep). El hotend debe mantenerse térmicamente estable, conservando la zona fría realmente fría y la zona de fusión a la temperatura adecuada, para evitar que el filamento se ablande de forma prematura durante su trayectoria.
Por último, el enfriamiento y la deformación siguen suponiendo un delicado ejercicio de equilibrio. Las capas deben solidificarse con la rapidez suficiente para mantener la forma de la pieza, pero también de manera uniforme para asegurar una buena adherencia entre capas y evitar deformaciones. Por ello, una gestión cuidadosa del flujo de aire y de la temperatura resulta clave para obtener impresiones en PETG a alta velocidad que sean a la vez resistentes y dimensionalmente precisas.
PETG con fibra de carbono y materiales compuestos

El PETG con fibra de carbono es, básicamente, PETG normal al que se le han añadido fibras de carbono troceadas. Estas fibras aumentan la rigidez y la resistencia del material, y reducen notablemente la tendencia a la deformación, algo especialmente interesante si busca piezas precisas y estructuralmente rígidas. Como contrapartida, este tipo de filamento suele ser más frágil: en lugar ser flexible como el PETG estándar, puede llegar a romperse de forma brusca cuando se somete a una tensión elevada.
El aspecto más importante que debe tener en cuenta es el desgaste del cabezal. Las fibras de carbono son abrasivas y pueden deteriorar rápidamente un cabezal de latón. Por este motivo, se recomienda utilizar un cabezal de acero endurecido o con recubrimiento resistente al desgaste. Además, un diámetro de 0,6 mm ayuda a evitar atascos, ya que las fibras no siempre se deslizan bien a través de aberturas pequeñas.

También existen otras mezclas. El PETG con fibra de vidrio es similar al de fibra de carbono, pero resulta un poco menos abrasivo. El PETG relleno de madera se utiliza sobre todo por su aspecto y textura, mientras que los PETG brillantes o metálicos pueden ser divertidos desde el punto de vista estético, aunque desgastan los cabezales con mayor rapidez. En general, estos materiales compuestos suelen necesitar un poco más de calor, y a veces velocidades más bajas y una rápida recalibración del flujo, ya que los aditivos cambian la forma en que el plástico se comporta al pasar por el hotend.
Como ventaja añadida, muchos de ellos producen menos encordado que el PETG convencional, lo que facilita el posprocesado. En general, los PETG compuestos son más exigentes en lo que se refiere a los ajustes, pero ofrecen impresiones más resistentes, más rígidas o simplemente con un aspecto más atractivo una vez que se ha conseguido la configuración adecuada.
El PETG con fibra de carbono se imprime de forma muy parecida al PETG estándar, aunque la configuración requiere algunos ajustes clave. Normalmente se trabaja a una temperatura algo más alta para mejorar el flujo, se reduce la velocidad para mantener la uniformidad y se disminuye la refrigeración para favorecer la resistencia. La retracción puede ser más corta, ya que la fibra de carbono genera menos encordado, y la primera capa debe estar un poco más alta para evitar que se adhiera en exceso a la base. El cambio principal es el hardware: un cabezal endurecido, idealmente 0,6 mm, es imprescindible, porque las fibras desgastan el latón con mucha rapidez.
Licencia: El texto del artículo "Los mejores parametros para imprimir con PETG" de All3DP está bajo una licencia de Atribución 4.0 CC BY 4.0..