
Cura & Ender 3 (V2/Pro) : les meilleurs profils et réglages

Vous cherchez les meilleurs réglages pour utiliser Cura avec votre Ender 3 (Pro/V2) ? Nous avons la configuration idéale pour des impressions parfaites.
Imprimantes les plus populaires à ce jour la Creality Ender 3, Ender 3 Pro et Ender 3 V2 permetten de mettre un premier pied dans l’impression 3D sans se ruiner. Vitesse, qualité, volume d’impression… Elles rivalisent en effet avec certaines concurrentes bien plus chères ! Indéfectible, ces machines à petit prix ont vraiment su nous surprendre.
Bien sûr, une imprimante si bon marché exigera un peu de bidouille avant d’atteindre 100 % de son potentiel : nivellement du plateau, calibration manuelle, et même quelques modifications, si vous le souhaitez ! Mais si la Ender 3 était entièrement automatique, elle n’aurait aucun mal à mettre la majorité des autres imprimantes 3D au rebut.
Dans cet article, nous vous aidons à trouver les réglages Cura parfaits pour votre Ender 3, peu importe la version que vous possédez. Nous aborderons les principaux paramètres de Cura, en vous expliquant à quoi ils correspondent et quelles valeurs choisir pour les matériaux d’impression 3D les plus courants. C’est parti !

Pour commencer
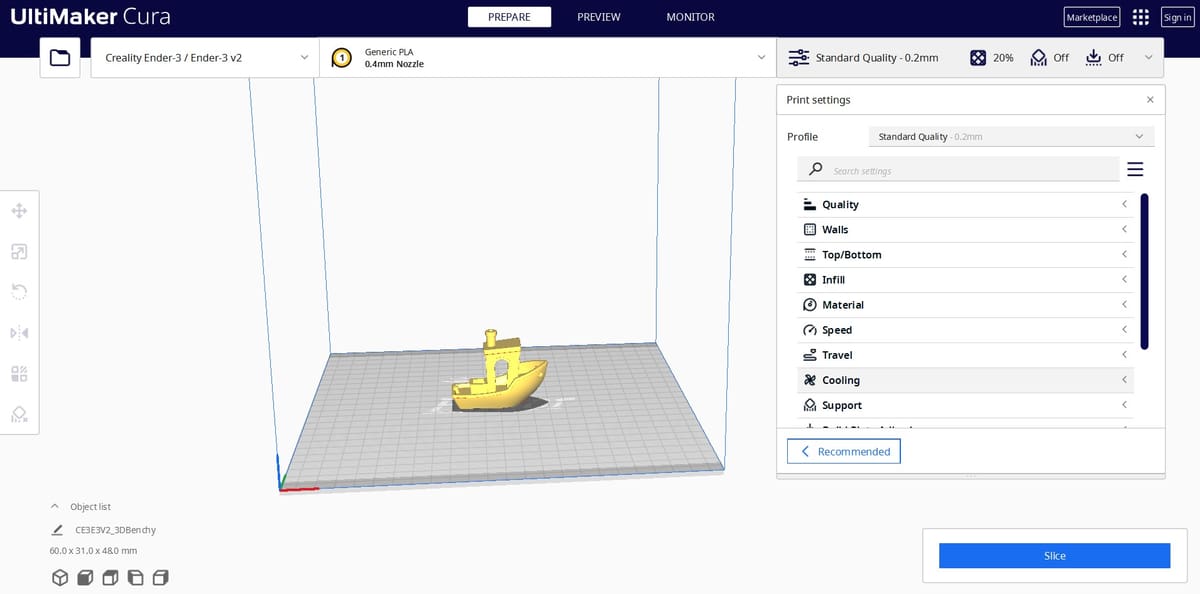
Pour commencer, le profil de base proposé par Cura pour la Ender 3 est très bien et s’applique également à la V2. La Ender 3 Pro possède son propre profil, tout comme la Ender 3 S1 et la S1 Pro. Qu’importe la machine que vous possédez, ces profils par défaut sont un bon point de départ. Voici comment y accéder :
- Cliquez sur Paramètres > Imprimante > Gérer les imprimantes.
- Dans la fenêtre qui s’ouvre, cliquez sur le bouton « Ajouter un nouveau », puis sélectionnez « Ajouter une imprimante hors Ultimaker ».
- Dans la liste, trouvez Creality3D, puis sélectionnez Creality Ender 3 ou Ender 3 Pro.
Vous obtenez ainsi une configuration par défaut sur laquelle vous baser pour créer le profil idéal pour votre imprimante. Il devra bien sûr également être adapté aux filaments utilisés et à la résolution désirée. Par défaut, nous avons choisi de nous baser sur le PLA, mais nous mentionnons également les paramètres pour l’ABS et le PETG. Nous avons résumé ci-dessous nos recommandations pour les principaux settings.
Dans notre article, vous retrouverez chacun d’entre eux de manière plus détaillée.
Le profil idéal pour la Ender 3 (avec PLA) :
- Température d’impression : 200 °C
- Température du plateau : 60 °C
- Vitesse d’impression : 50 mm/s
- Hauteur de couche : 0,12 mm
- Rétraction : 6 mm et 25 mm/s
- Remplissage : 20 %
- Vitesse d’impression de la couche initiale : 20 mm/s
- Vitesse des ventilateurs initiale : 0 %
Température du hotend

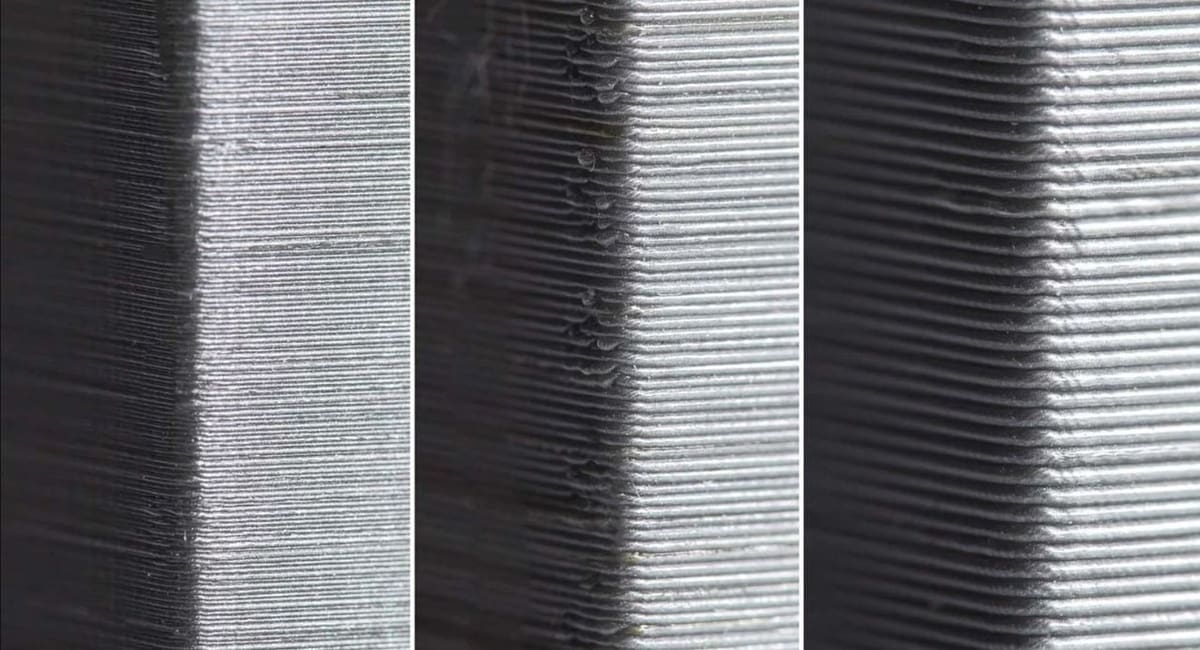
Pour obtenir de bons résultats, la température constitue l’un des paramètres les plus importants. Une mauvaise configuration peut entraîner une surextrusion ou une sous-extrusion et provoquer des déformations, des « blobs » et des « zits » (défauts en forme de gouttelettes) sur vos objets imprimés. Pour une extrusion fluide, les filaments de PLA doivent être chauffés à au moins 180 °C, mais pouvez pousser jusqu’à 220 °C. Au-delà, vous vous exposez à des risques de surextrusion.
La température idéale varie évidemment selon le matériau utilisé (entre 220 et 250 °C pour l’ABS, entre 220 et 245 °C pour le PETG), mais la marque du filament peut également jouer. C’est pourquoi nous vous recommandons, lorsque vous testez un nouveau filament, de commencer par imprimer une tour de température. De manière générale, toujours pour le PLA, 200 °C nous semble être une bonne température moyenne.
Souvenez-vous : au moment de calibrer votre imprimante 3D, ne modifiez qu’un seul paramètre à la fois.
Récapitulatif :
- PLA : 200 °C
- ABS : 230 °C
- PETG : 240 °C
Température du plateau
La température du plateau idéale dépendra beaucoup du matériau utilisé. Pour le PLA, par exemple, vous n’avez pas vraiment besoin de chauffer le plateau (même si ça ne peut pas lui faire de mal non plus), surtout si vous avez déjà une solution « maison » pour assurer l’adhérence : scotch de peintre, laque, glue… Idéalement, la température du plateau devrait toujours être plus élevée que la température ambiante.
Pour l’ABS, le plateau doit être chauffé davantage que pour le PLA, autour des 110 °C. Si vous imprimez régulièrement de l’ABS avec votre Ender 3, nous vous conseillons de lui fabriquer un habitacle afin d’éviter les pertes de chaleur, souvent à l’origine de déformations (appelées aussi warping) et de fissurations.
Récapitulatif :
- PLA : 50 °C
- ABS : 110 °C
- PETG : 70 °C
Vitesse
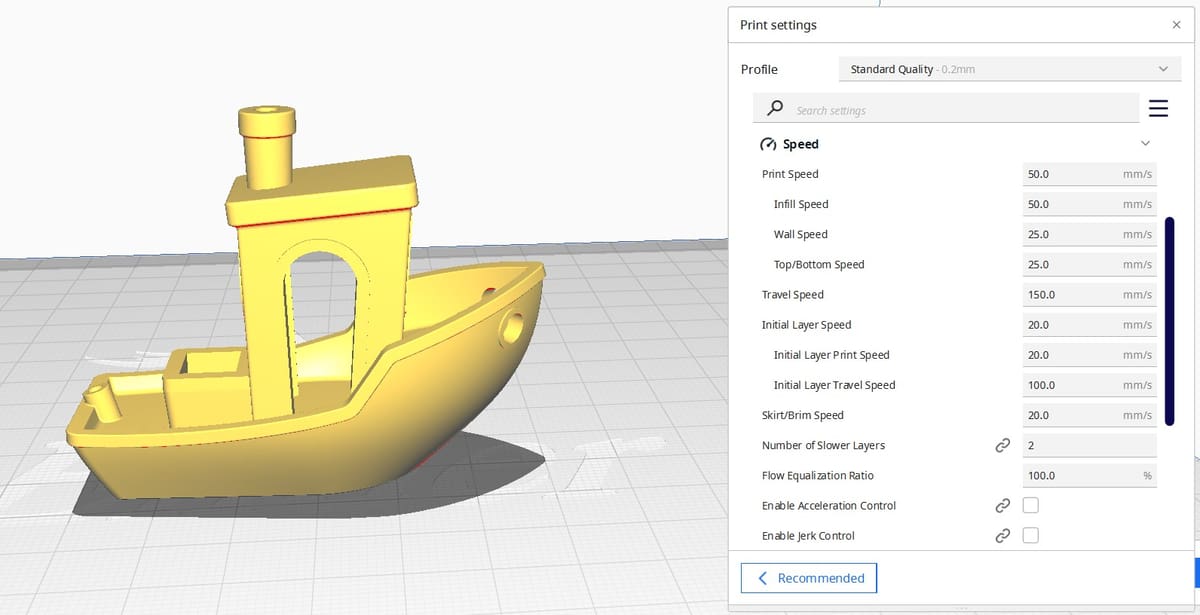
Pour obtenir la vitesse parfaite, il faut trouver le bon équilibre entre le temps total d’impression et la qualité recherchée. Plus l’impression ira vite, plus vous perdrez en qualité, malheureusement. En se déplaçant plus lentement, le hotend a en effet plus de temps pour s’appliquer sur les petits détails, et vous risquez moins d’avoir des ratés. Mais évidemment, personne n’est non plus prêt à attendre deux semaines pour obtenir son impression.
En règle générale, on visera donc entre 45 et 65 mm/s pour le PLA. Il est possible d’augmenter cette vitesse en utilisant OctoPrint, ou d’autres firmware tels que Klipper ou Marlin. Nous recommandons de commencer à une vitesse de 60 mm/s, et de diminuer le réglage pour les impressions nécessitant un niveau de détail plus important. L’ABS s’imprime plus ou moins à la même vitesse que le PLA (entre 45 et 65 mm/s).
Les matériaux flexibles exigent par ailleurs une vitesse d’impression plus basse : visez entre 20 et 40 mm/s pour augmenter vos chances de réussite. Le PETG est un peu plus filandreux que le PLA. Pour contrer cet effet, nous vous conseillons de baisser la vitesse d’impression d’une vingtaine de mm/s. Visez par exemple de 30 à 55 mm/s. Mieux vaut commencer bas et augmenter la vitesse petit à petit.
Si vous imprimez un objet plus volumineux qui ne demande pas tellement de précision, vous pouvez augmenter la vitesse jusqu’à 120 mm/s. Côté vitesse de déplacement, vous pouvez pousser jusqu’à 150 mm/s sans problème.
Récapitulatif :
- PLA : 60 mm/s
- Matériaux flexibles (comme le TPU) : 30 mm/s
- PETG : 40 mm/s
- ABS : 60 mm/s
- Vitesse de déplacement : 150 mm/s
Hauteur de couche
Le paramètre Hauteur de couche pourrait également être appelé Précision ou Niveau de détail : du pareil au même ! Ainsi, en divisant par deux la hauteur de couche, vous doublerez la résolution obtenue. En d’autres termes, votre impression sera constituée de deux fois plus de couches.
La résolution sera donc meilleure, mais l’impression prendra également beaucoup plus de temps. Pour obtenir des impressions de bonne qualité en un temps raisonnable, il vous faudra trouver le bon équilibre entre vitesse d’impression et hauteur de couche.
On parle souvent de « nombres magiques » pour la hauteur de couche. Il s’agit de la hauteur de couche idéale pour telle ou telle imprimante 3D. Pour les différents modèles de la Ender 3, ces nombres magiques augmentent par palier de 0,04 mm (par exemple : 0,08, 0,12, 0,16, 0,20, 0,24 mm).
Pour faire simple, c’est parce que sur la Ender 3, le moteur pas-à-pas de l’axe Z élève le hotend de 0,04 mm à chaque pas.
Récapitulatif :
- Finition détaillée, impression lente : 0,12 mm
- Finition grossière, impression rapide : 0,20 mm
Rétraction

La rétraction permet d’inverser le moteur de l’extrudeur afin de soulager la pression sur la buse lorsqu’elle se déplace. Normalement, cela évite à la buse d’extruder du filament en excès.
La rétraction est votre meilleure alliée pour combattre les coulures et le stringing. Elle peut être ajustée prinicpalement avec les deux paramètres suivants : distance de rétraction et vitesse de rétraction.
Pour la configurer, vous pouvez jouer sur deux paramètres principaux : la distance de rétraction et la vitesse de rétraction.
Il n’a pas été facile de trouver le setting idéal pour la Ender 3, à qui l’on a ainsi longtemps reproché ses problèmes de stringing. Mais tout ça, c’est du passé ! Il est désormais facile de trouver en ligne la configuration parfaite pour le PLA : une distance de 6 mm pour une vitesse de 25 mm/s.
Pour le PETG, il faudra par contre privilégier une distance de rétraction plus courte, idéalement autour de 4 mm. Pour l’ABS, préférez une distance de rétraction de 6 mm pour une vitesse autour de 40 mm/s. N’hésitez pas à jouer un peu avec ces réglages afin de trouver celui qui donnera de meilleurs résultats. Pour vous aider, il existe plusieurs tests de rétraction sur Thingiverse.
Récapitulatif :
- PLA : 6 mm, à 25 mm/s
- PETG : 4 mm, à 25 mm/s
- ABS : 6 mm, à 40 mm/s
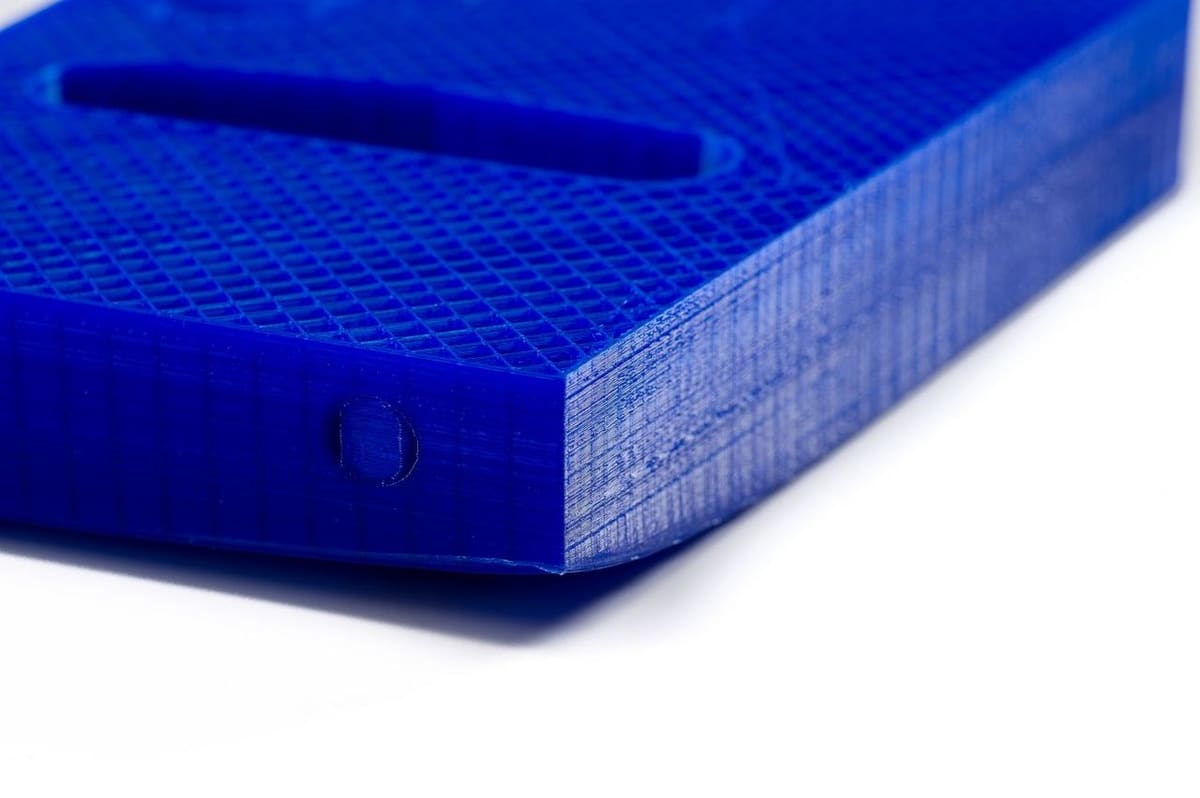
Remplissage
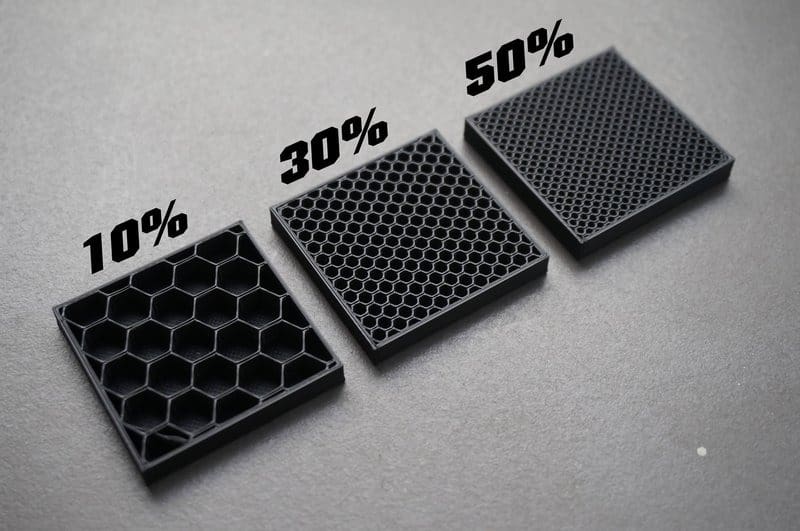
Le taux de remplissage jouera autant sur la solidité de votre impression que sur son poids. Il n’existe pas de réglage idéal : tout dépend de la finalité de l’objet imprimé. Pour du léger et décoratif, vous pouvez descendre jusqu’à 5 % ou 10 %, cela vous permettra d’imprimer plus rapidement et d’obtenir un objet poids plume.
Pour des impressions plus fonctionnelles, préférez un remplissage plus élevé afin de garantir solidité et longévité. Visez au dessus de 50 %, tout en sachant que certains objets pourront même exiger un remplissage de 100 %.
Récapitulatif :
- Objets décoratifs : 0-15 %
- Objets standards : 15-30 %
- Objets fonctionnels : 50-100 %

Couche initiale
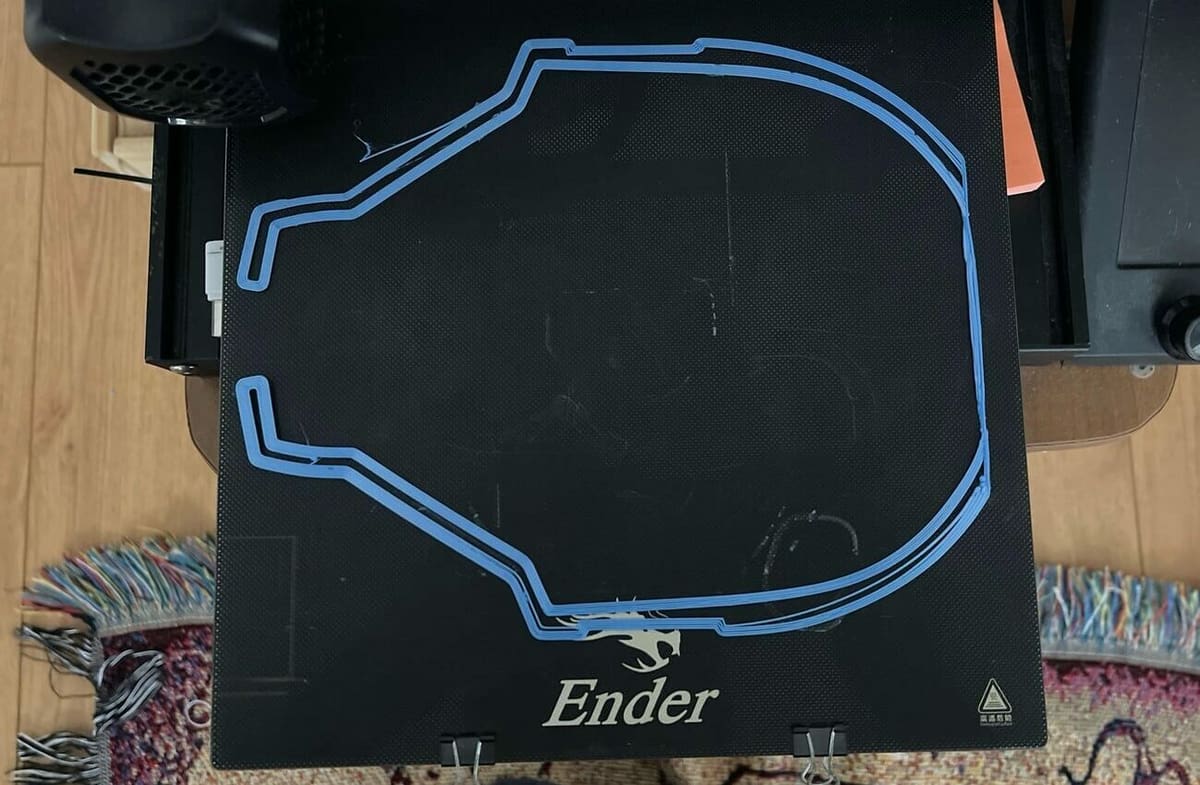
Pour de bons résultats, il est essentiel que la première couche de votre impression adhère bien au plateau. Sans cela, votre projet sera presque à tous les coups voué à l’échec. Vous devez donc modifier les paramètres de votre couche initiale pour vous assurer que l’impression ne se désolidarise pas du plateau, ce qui représente pour vous une perte de temps et de filament.
La hauteur de la couche initiale peut être portée à 0,20 ou 0,24 mm, afin d’obtenir une base plus épaisse et ainsi améliorer l’adhérence du plateau. Le nombre de couches plus lentes correspond au nombre de couches imprimées à la vitesse de la couche initiale. Partez sur 5, ce devrait être largement suffisant.
La vitesse de la couche initiale devra quant à elle être un peu moins élevée que la vitesse normale de votre impression. Les premières couches ont ainsi plus de temps pour se solidariser entre elles et mieux adhérer au plateau. Cela n’affectera pas tant que ça la durée totale de votre impression, car seules quelques couches sont concernées par cette baisse de régime. Nous vous conseillons une hauteur de couche initiale de 30 mm. Si vous observez des problèmes d’adhérence au plateau, vous pouvez descendre encore plus bas.
La vitesse des ventilateurs initiale doit quant à elle être fixée à 0 %. En refroidissant trop les premières couches, celles-ci risquent de se rétracter ou de se déformer, ce qui peut par la suite entraîner un décollement du plateau.
Récapitulatif :
- Hauteur de la couche initiale : 0,20 mm / 0,24 mm
- Vitesse de la couche initiale : 30 mm/s, réduire plus si nécessaire
- Nombre de couches plus lentes: 5
- Vitesse des ventilateurs initiale : 0 %
Licence : Le texte de l'article "Cura & Ender 3 (V2/Pro) : les meilleurs profils et réglages" écrit par All3DP est publié sous la licence Creative Commons Attribution 4.0 International (CC BY 4.0).