How to 3D Print Metal: 10 Ways

For professionals and hobbyists, metal 3D printing has never been more accessible. Find the way to 3D print metal that works best for your application.
Today, metal 3D printing is possible with more types of printers, at a wider range of price points, and from a growing number of services. Small businesses are 3D printing stainless steel replacement parts while aerospace companies are 3D printing complex nickel-alloy rocket thrusters, clearly not using the same technology or materials.
In fact, there’s a wide spectrum of types of metal 3D printing with at least 10 distinct methods and hundreds of material options. One is ideal for your part, and below we deliver a primer to help you understand your options.
There are cheap ways to 3D print metal, fast ways, more precise ways, and everything in between, so below we help you select the best method for your parts, whether you plan to purchase a 3D printer or use a 3D printing service.
10 Methods of Metal 3D Printing

The roughly 10 ways to 3D print metal parts fall into technology categories loosely based on your metal feedstock, in other words, whether you’re printing with metal filament, metal powder, or metal wire. There are also metal-infused resins, metal rods, and metal pellets as material options, all producing parts with different mechanical properties and application potential.
Selecting which metal technology to use is a balance of needs, and you may not find just one option. You’ll need to rank the importance of detail and shape, size, strength, type of metal, cost, printing speed, and volume. All of the current technologies have pros and cons when it comes to these considerations, and, unfortunately, no method 3D prints super-strong parts quickly, cheaply, and perfectly, so pick your priorities.
Why It’s So Hard To Choose
Metal 3D printing technology features are not measured the same way and metal parts made from these methods are often evaluated using different standards. This can lead to a lot of confusion when comparing across technologies.
This is especially true when it comes to build speed. Some technologies record build speed by the weight of the material deposited, which can depend on the material. These speeds are also affected by the shape of the part being printed. Plus, every 3D printer within a particular technology can not achieve the same speed.
Another tricky measurement is layer height, which is often a clue to the technology’s ability to print fine detail. It’s affected by the material used, the shape of the part, and the speed of the printing.
Before investing in any one technology, request a sample part (the same part) from multiple 3D printer manufacturers. The sample parts should arrive with a report on how long it took to print the part, how many parts of that size and shape the printer could print at once, the price per part, and the material consumption. If the printer manufacturers are not on board with producing the type of sample print you need, you can turn to one of the many metal 3D printing services worldwide.

10 Metal 3D Printing Technologies in Brief
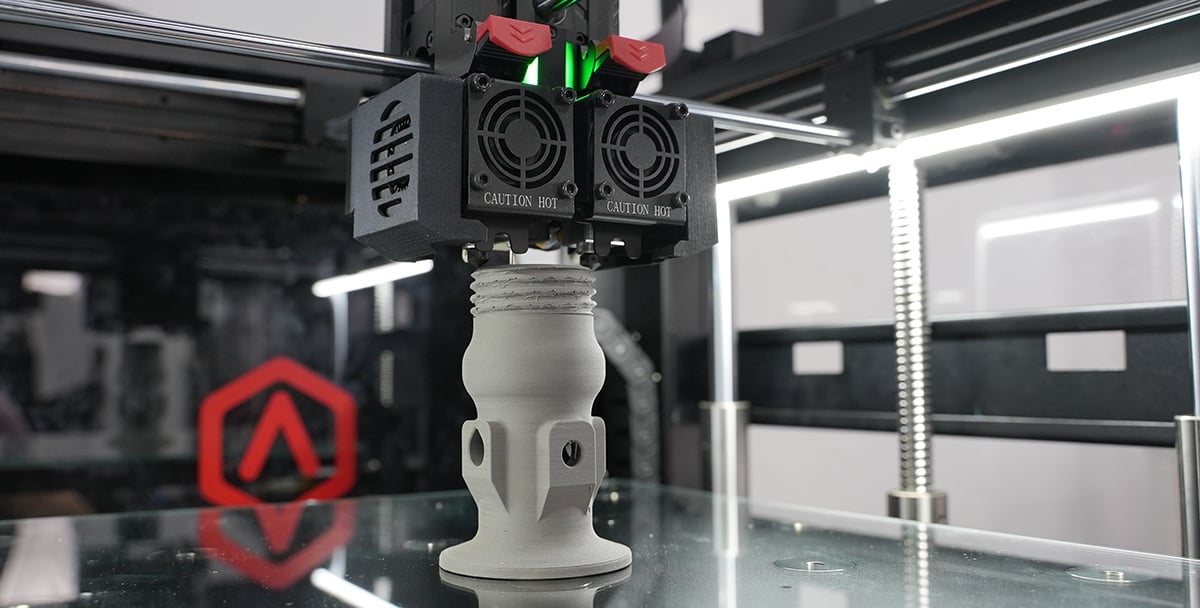
1. FDM & Extrusion
There are a few technologies for 3D printing that fall under extrusion. One is the familiar fused deposition modeling (FDM) with filament made of a plastic base with metal particles evenly infused within it. Metal filaments for metal parts must contain a high percentage of metal powder (around 80%) and go through the post-processing stages to remove the plastic component and condense the metal part. Several desktop FDM printers on the market can print with today’s metal filaments available in stainless steel (316L, 17-4 PH), copper, and titanium.

Another metal extrusion technology uses what is essentially filament with a much higher concentration of metal power that it’s practically a solid rod of metal, but can still be heated and extruded. These materials are typically exclusive to a particular 3D printer, such as Markforged or Desktop Metal, and are more costly than regular FDM but less than other metal 3D printing methods.
The third metal extrusion method to mention (although there are more in the industrial sector) is extrusion using metal pellets, which can be the same material used in injection molding and thus lower cost, or specially made pellets. There aren’t many metal pellet printers yet. Pollen is one, but the segment is growing.
Pros:
- Most affordable metal 3D printing method
- Wide range of materials
- Good part mechanical properties
Cons:
- Requires several processing steps
- Requires additional processing equipment
- Some limitations to part complexity
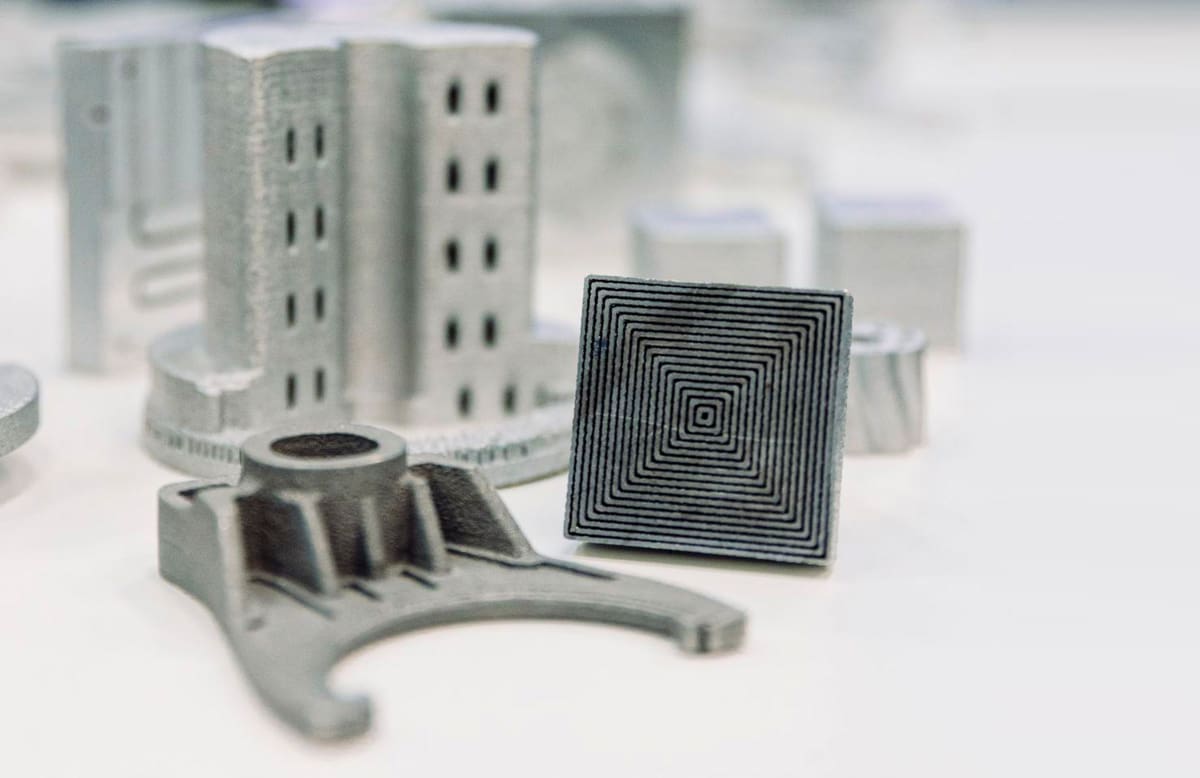
2. Laser Powder Bed Fusion

Metal LPBF is the most widely used metal 3D printing method today. These 3D printers use high-powered lasers to selectively melt a metal powder layer by layer. The technology is often called selective laser melting or powder bed fusion along with printer-specific terms, such as direct metal laser sintering (DMLS), but they are all essentially the same.
An LPBF 3D printer houses metal feedstock powder. The printer pushes powder into the chamber where a recoater blade (like a windshield wiper) or roller spreads it into a thin layer across the substrate or build plate. Next, a high-powered laser (or many lasers) fuses a two-dimensional slice of the part by selectively melting the powdered material. The build plate then lowers by the height of one small layer, and the coater spreads another layer of fresh powder across the surface. The printer repeats these steps until you have the finished part.

Pros:
- Widely used method leads to more printer options and available expertise
- Wide menu of metals and alloys
- A broad range of printer prices and sizes
- Parts with excellent mechanical properties
- Parts with high Precision and Resolution
- No post-processing steps required apart from general clean-up
Cons:
- Printers can be pricey and can require inert gas environments
- Build time for large parts can be days
- Stress-relieving heat treatment can be required
- Loose powder can be hazardous
3. Electron Beam Powder Bed Fusion
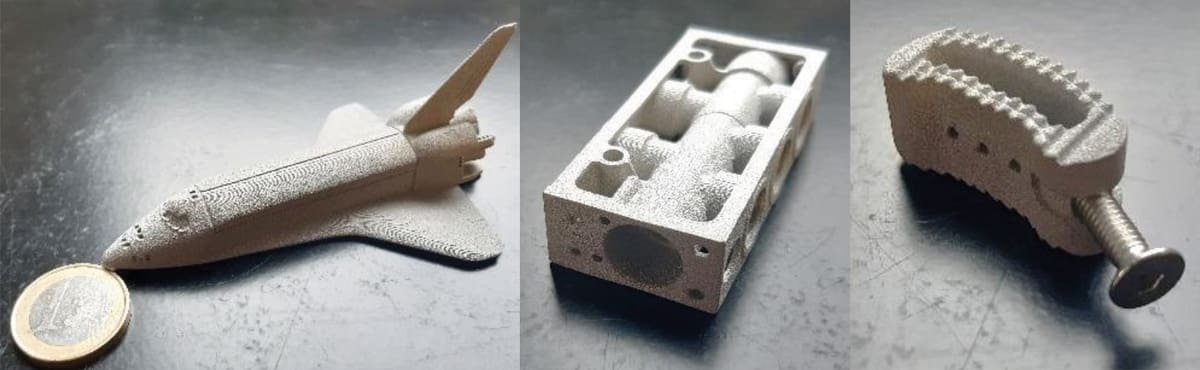
Electron beam powder bed fusion, more often called electron beam melting (EBM), is a 3D printing technology much like metal LPBF above since it also uses metal powder as a material, but instead of a laser it uses an electron beam as the energy source and operates in a vacuum at higher temperatures.
EBM is mainly used with conductive metals that react poorly to lasers or metals that require higher temperatures, like some titanium alloys. All EBM 3D printers consist of an energy source capable of emitting the electron beam, a powder container, a powder feeder, a powder recoater, and a heated build platform.
EBM can be faster than SLM due to the higher power of electron beam energy and produce parts with lower residual stress than metal LPBF, but it’s less precise. It can produce parts that are highly porous, which is a feature that enables bone in-growth for medical implants like the ones shown below.


Pros:
- Lower residual stress than some other metal methods due to the high heat printing environment
- Fewer support structures required
- Excellent part mechanical qualities
Cons:
- Rougher surface finish (can also be pro)
- More powder waste than metal LPBF
- Not as detailed as metal LPBF
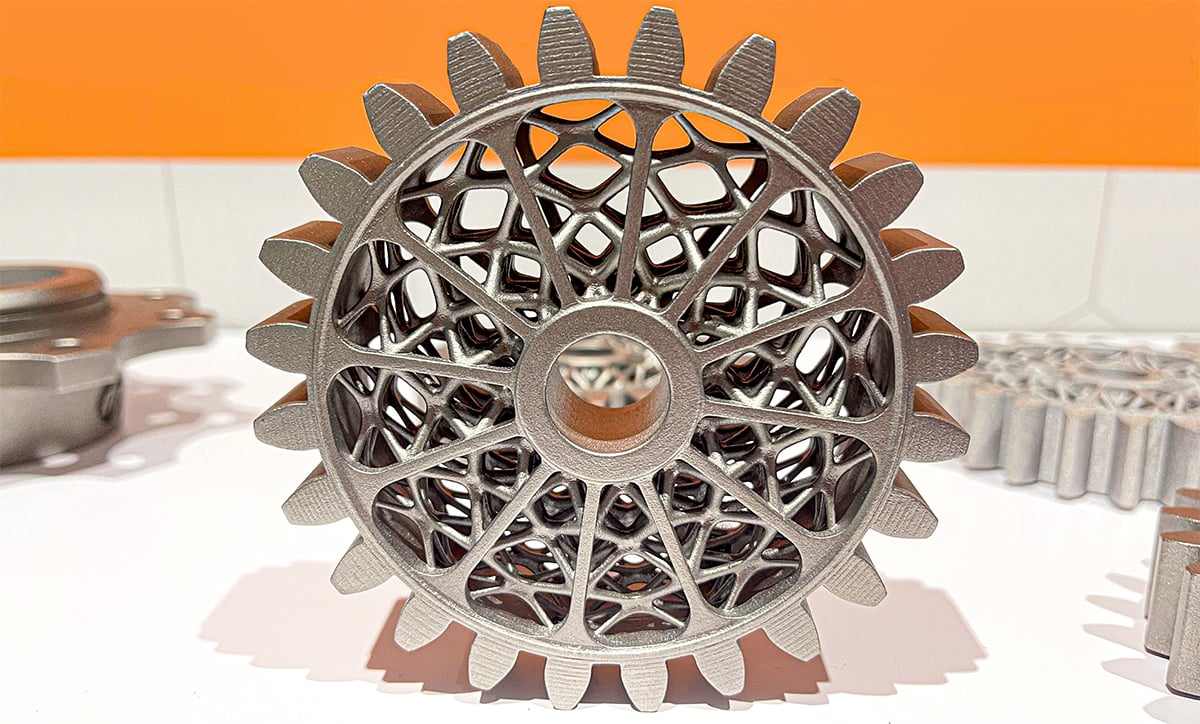
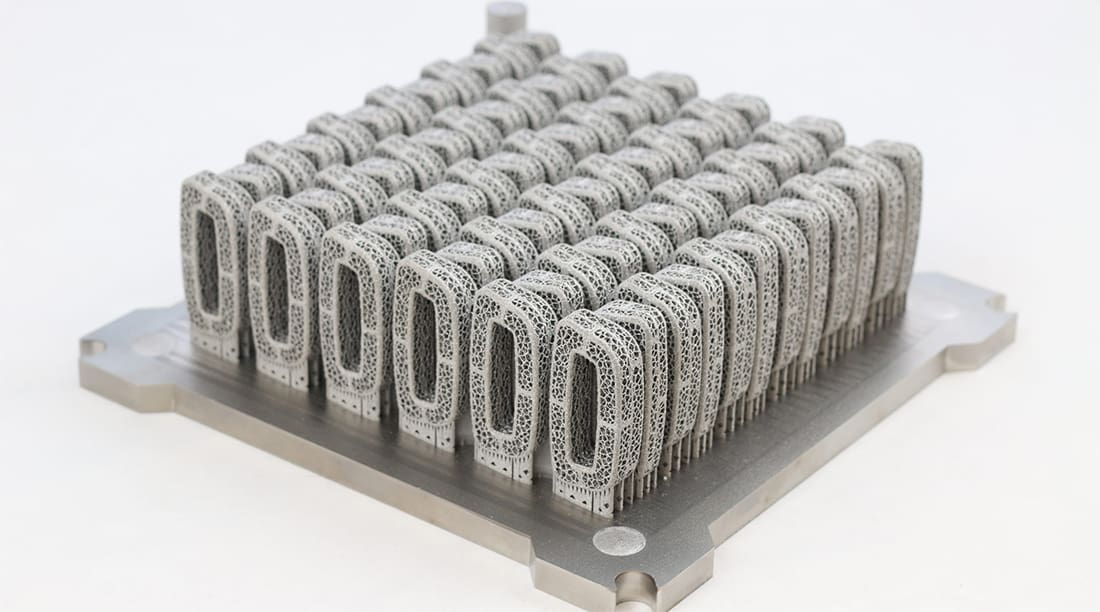
4. Metal Binder Jetting

Metal binder jetting (as opposed to polymer binder jetting) uses metal powder and a liquid binder material to form a part, layer by layer, that then has to go through post-processing steps to remove the binder become a fully metal object. It’s among the fastest of the metal 3D printing processes and because it doesn’t use heat (like that from a laser or electron beam) there’s no stresses.
As with other additive manufacturing processes, binder jetting can produce complex components. Redesigning your metal parts for binder jetting can lead to a dramatic reduction in material used and wasted since you can combine entire assemblies into one part (this is true for metal LPBF and EBM).
Overall, the material properties of metal binder jet parts are equivalent to metal parts produced with metal injection molding, which is one of the most widely used manufacturing methods for the mass production of metal parts. Plus, binder jet parts exhibit higher surface smoothness, especially in internal channels.
Binder jetting’s speed (faster than LPBF) is often why it’s chosen for larger volumes or batch production. After printing, the parts are heated to remove the polymer binder and solidify the parts which also results in a predictable shrinkage.
There are only a handful of metal binder jetting machines on the market. The top three are compared in the article linked below.


Cobra Golf (above) has been binder jetting putters and clubs for years. The unique shape could not be made with any other manufacturing technology, the company says. Because thousands of identical parts were required, the manufacturer chose binder jetting for its speed and throughput.
Pros:
- High print speeds
- Good surface finish
- High throughput
- Feed material reuse is possible
Cons:
- Post-processing steps required
- Shrinkage during post-processing
- Lower material menu than other options
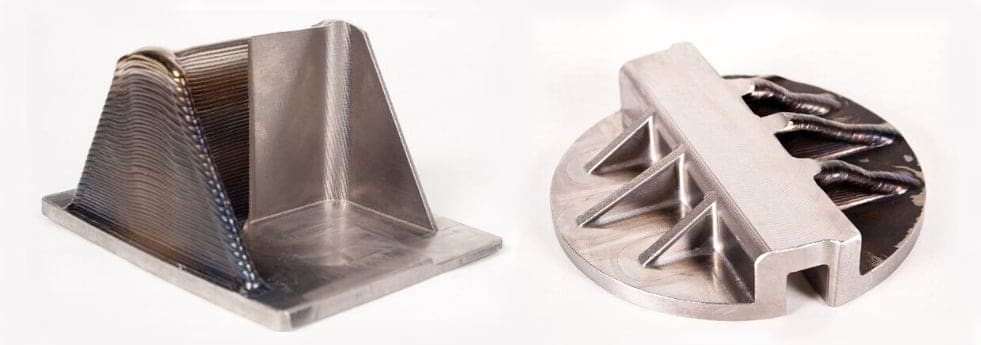
5. Wire Arc Additive Manufacturing

Wire arc additive manufacturing (WAAM) uses metal wire as the feed material and an electric arc as an energy source, very similar to welding. The arc melts the wire as it’s deposited layer on top of layer by a robotic arm onto a surface, such as a multi-axis turntable. As with welding, an inert gas is used to prevent oxidation and improve or control the metal’s properties.
The process gradually builds material into a complete 3D object or a repair of an existing object. There are usually no support structures to remove, and finished parts can be CNC machined to tight tolerances if necessary or surface polished. Typically, printed parts receive a heat treatment to relieve any residual stresses.
This technology often uses the same wire material used in welding and other technologies, so it’s economical on that front.


This massive crane hook above was printed with wire arc additive manufacturing (WAAM), then machined. An extremely large and heavy part like this is ideal for WAAM because the technology is quicker than any traditional metal manufacturing method, such as forging or casting, and just as strong. Plus, this part can be produced at a facility closer to the point of need or even on-site, for example, on an oil rig.
Pros:
- Large part size
- Low material cost
- Wide material menu
- Faster than traditional casting or forging
- Good mechanical properties
Cons:
- Poor surface finish often requires machining
- Low geometric accuracy
- Required residual stress relief
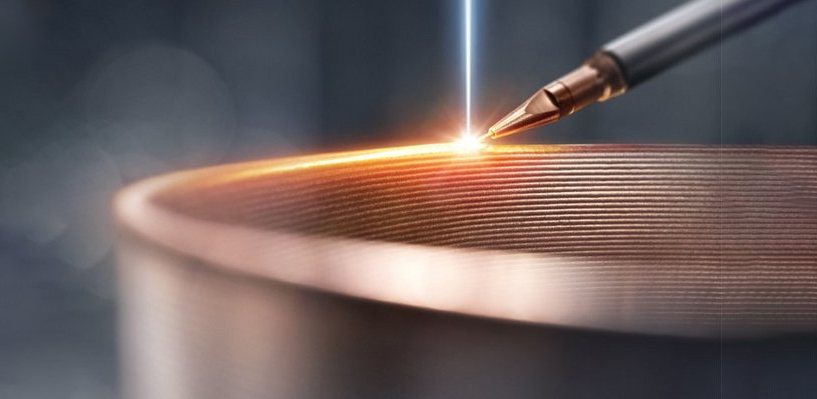
6. Laser-Based Directed Energy Deposition

Laser-based directed energy deposition, also just called DED with a laser (as opposed to an electron beam) uses the laser to melt a metal material that is simultaneously deposited by a nozzle. The metal material can be in powder or wire form. Despite its ability to build full parts, this technology is usually used to repair or add material to existing objects. When integrated with CNC machining (in hybrid systems), DED can produce near-net-shape parts while the CNC finishes them to tight tolerances and smooth surfaces.
DED systems can differ from LPBF systems as the powders used are often larger in size and require higher energy density. This results in faster build rates than LPBF systems. DED has higher material deposition rates due to the larger melt pool and feedstock size, but this comes at the cost of resolution and finer detail. This poorer surface quality may require additional machining.
Support structures commonly used in LPBF systems are seldom or never used in DED, which often uses multiple-axis turntables to rotate the build platform to achieve varying features. Without the need for a powder bed, DED systems can do repairs or printing on existing parts.


In 2022, Relativity Space, the first company to 3D print rockets and build the largest metal 3D printers in the world, unveiled the latest iteration of its DED 3D printer called Stargate 4th Generation. These printers will underpin both the development and rate production of Terran R, Relativity’s fully reusable, 3D printed rocket that will be capable of launching 20,000 kg to low Earth orbit.
The newest Stargate printer technology defies traditional printing constraints by moving horizontally as it feeds multiple wires into a single print head to print orbital rockets. Relativity is developing customized software and machine learning techniques to allow these printers to print more complex and significantly larger metal products, with improved print speed and reliability. Stargate 4th Generation printers also radically simplify manufacturing supply chains, as they are capable of printing a rocket with 100x fewer parts in a matter of months, according to Relativity Space.
Pros:
- Quick build and repair rates
- Material flexibility
- Hybrid manufacturing ready
- Minimal supports
- Large parts possible
Cons:
- Poor surface finish
- Low geometric precision
- High equipment costs
- Limited commercial software control
- Material waste
7. Electron Beam-Based Directed Energy Deposition
Directed energy deposition with an electron beam uses an electron beam to melt a metal wire (not powder) that is simultaneously deposited by a nozzle. Very similar to WAAM above, e-beam DED as it’s commonly known, is prized for its accuracy and speed. It shares core principles with laser-based DED, but with some important differences related to the energy source, environment, and applications.
Unlike its laser-based counterpart, EB-DED operates in a vacuum chamber, as electrons cannot travel effectively through air. This vacuum environment also prevents oxidation, making the process especially well-suited for reactive metals like titanium.
In most EB-DED systems, metal wire is used as the feedstock. The electron beam, generated by a cathode and accelerated under high voltage, melts the wire as it is fed into the melt pool. Material is deposited layer by layer, forming a near-net-shape part. Some systems are equipped with multi-axis motion platforms, enabling the creation of complex geometries and facilitating repairs on existing components.
EB-DED requires a vacuum chamber, which adds operational complexity, limits the maximum build size depending on the chamber dimensions, and increases the overall cycle time. Additionally, EB-DED typically offers lower geometric precision and surface quality compared to other additive manufacturing methods, often requiring post-processing such as machining or grinding. The process is also expensive and demands specialized equipment and expertise, making it less accessible for general-purpose manufacturing.
Despite these challenges, EB-DED is widely used in industries such as aerospace, defense, and energy, particularly for producing large, structural metal components where strength, material efficiency, and the ability to process reactive alloys are critical.
A manufacturer might choose EB-DED for processing reactive metals such as titanium, tantalum, and niobium that readily oxidize at high temperatures and require the EB-DED vacuum chamber. Wire-fed EB-DED has nearly 100% material utilization.
In some cases, EB-DED systems that use wire feedstock can be equipped with multiple wire feeders. This allows the machine to switch between different metals during the build or even blend them by feeding two wires at once in controlled ratios, enabling functionally graded materials (FGMs).
Pros:
- Effective on reactive metals
- Fast print speeds
- High material efficiency
- Excellent material properties
- Clean processing environment
Cons:
- Chamber limits part size
- Limited geometric detail
- Surface roughness
- High printer costs
- Limited materials
8. Micro 3D Printing Metals

Granted, micro 3D printing isn’t a method, but a category of technologies. There are at least three ways to make micro-scale metal 3D printed parts: micro selective laser sintering (μSLS), which is a small-scale version of laser powder bed fusion covered above; metal lithography, which also called metal-infused resin 3D printing; and Electrochemical Deposition, which is a proprietary technology from a company called Exaddon involving a printing nozzle that delivers a liquid containing metal ions.
Metal lithography, also called lithography-based metal manufacturing (LMM), uses a photosensitive resin containing metal powder, called slurry, as feedstock. This light-sensitive slurry is selectively polymerized layer by layer with light. Metal lithography boasts excellent surface quality and is mostly, but not exclusively, used in micro 3D printing, so it has extremely high detail.


9. Cold Spray
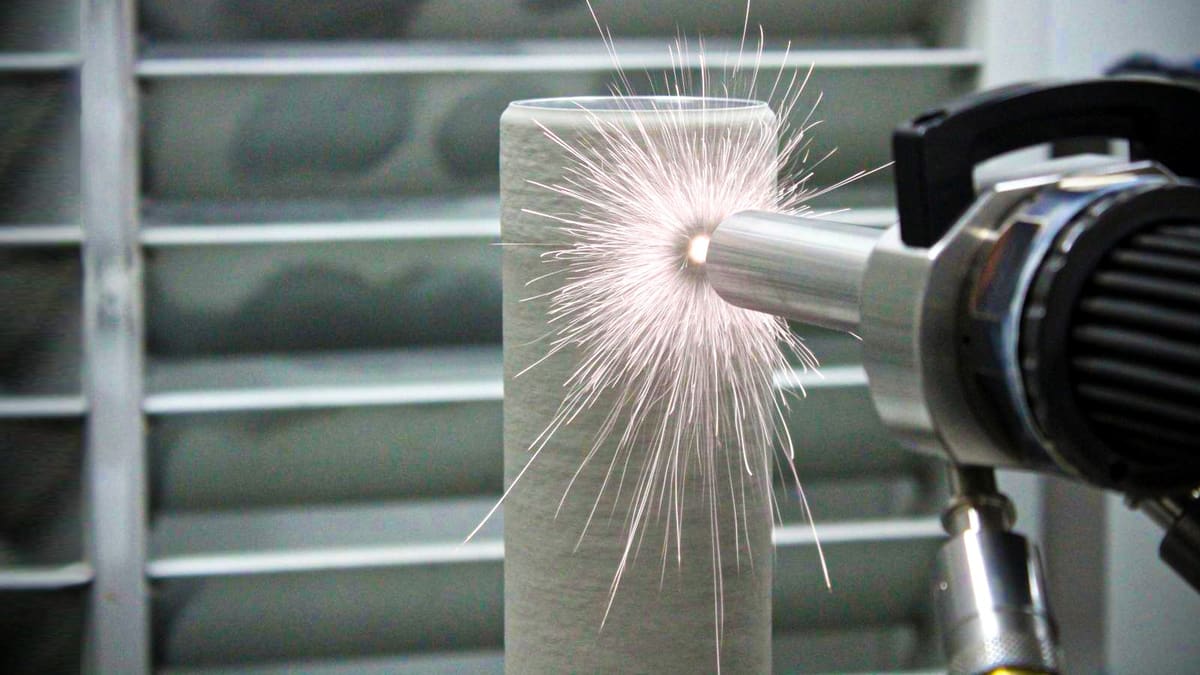
Cold spray is a manufacturing technology that propels metal powders at supersonic speeds to mechanically bond them to a substrate without melting, producing virtually no thermal distortion or residual stress. Initially developed in the early 2000s as a coating process, cold spray has recently been adapted for additive manufacturing, allowing rapid deposition of metal layers at speeds approximately 50 to 100 times faster than traditional metal 3D printing methods like laser powder bed fusion.
In additive manufacturing, cold spray is increasingly used to quickly produce replacement metal parts and perform on-site repairs and restoration of critical components, particularly in demanding fields such as military equipment maintenance and the oil and gas industry. This capability can save companies millions by avoiding lengthy remanufacturing processes and downtime. In some cases, parts repaired with cold spray exhibit mechanical properties superior to newly manufactured equivalents.


Pros:
- Low thermal impact on the metal
- Very fast
- Dense metal parts
- No hazardous fumes or slag
- Doesn’t require a factory setting
Cons:
- Limited geometric detail
- Limited materials
- High equipment cost
10. Molten Direct Energy Deposition
Molten direct energy deposition, sometimes referred to as liquid metal 3D printing or liquid metal drop-on-demand, is a process that uses heat to melt (or near-melt) metal, usually aluminum, then deposit it on a build plate layer by layer to form a 3D object.
This technology differs from metal extrusion 3D printing in that with extrusion, the feedstock is a polymer with metal powder inside so that the metal is extrudable. The polymer is then removed in the secondary heat treatment stage. In contrast, molten DED uses a pure metal, such as common aluminum wire feedstock, that’s heated to be extrudable and then solidifies. This technology doesn’t require any secondary processes.
This is probably the least common 3D printing technology, but one with vast potential. Although molten metal 3D printers are rare — Grob offers the GMP300 and Additec offers the ElemX liquid metal printers — variations on this technology are in development. A start-up called Valcun launched its Minerva aluminum extrusion 3D printer in 2023.

In a category of its own, yet similar to molten DED, one company called Meld uses friction energy deposition (also called friction stir energy deposition). FED is a solid-state process, meaning the material does not reach the melting temperature during printing, so it produces parts with low residual stresses and full density, the company says, using significantly lower energy than more conventional fusion-based processes. FED is also a single-step process that does not require sintering or post-processing. The process has potential for quick metal manufacturing without hazardous metal powders or heat.
The potential benefit of using heat to melt and then deposit metals is the ability to use less energy than other DED processes and potentially use recycled metal directly as feedstock instead of wire or highly processed metal powders, saving money on the raw material.
More Ways
As if 10 ways weren’t enough, there are a few more unique and specialty ways to 3D print with metal.
Cold Metal Fusion is a promising new technology that enables you to 3D print metal on your SLS 3D printer. SLS is typically a polymer technology, but with a new material from a company called Headmade Materials, you can print metal on your SLS. The material consists of metal particles coated in a polymer so they can be used in theoretically any SLS machine, although only a few have yet been certified. The resulting parts are similar to binder jetting metal, but SLS machines are typically far less expensive than metal binder jetting machines, so the benefit is cost and accessibility.

Metals in 3D Printing
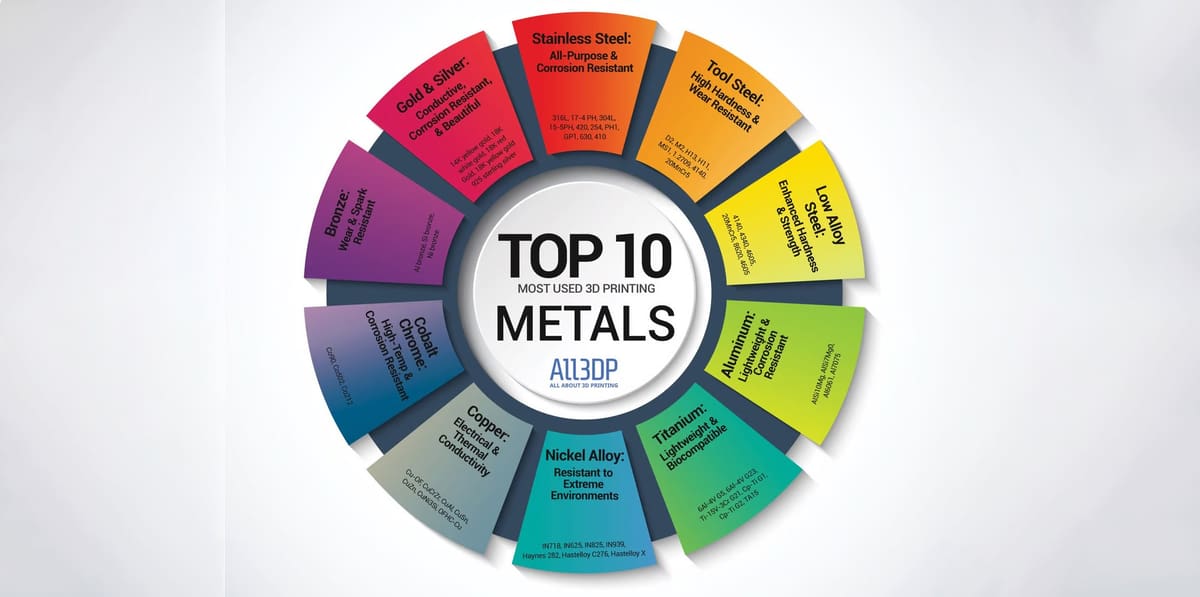
Just about any metal can be 3D printed, from steel to gold. One of the main advantages of 3D printing metal, apart from the part complexity and speed, is the savings of raw material and virtually no waste. This is extremely important when printing with expensive materials, such as titanium.
Some 3D printing methods can use widely available materials already used in injection molding, welding, or casting, such as some powders, wires, and pellets. Other materials are uniquely formulated for 3D printing. If you know the material your part needs to be printed in, check out our guides below for all the ways you can print titanium, aluminum, and steel.





Metal 3D Printing Services

To benefit from all the advantages 3D printing brings to metal parts and products, you don’t always need to invest in your own 3D printers. There is a growing variety of 3D printing services around the globe that can not only print your product or prototype in the metal of your choice, but they can even advise you on the best methods, materials, and design for your parts.
Choosing a metal 3D printing partner can be time-consuming, so check out the 3D printing marketplace of providers offered by Craftcloud. This platform enables you to upload your digital part file and get instant quotes from a range of suppliers you can pick from.

You May Also Like:



License: The text of "How to 3D Print Metal: 10 Ways" by All3DP Pro is licensed under a Creative Commons Attribution 4.0 International License.