Why Dual Extrusion Matters: First Look at the Prometheus System
Previewing the new Prometheus System on Kickstarter, Thomas Sanladerer explains why dual-extrusion is the next frontier in 3D printing.
(Editor’s Note: This content originally appeared on Thomas Sanladerer’s YouTube Channel and is licensed as Creative Commons Attribution Share-alike thanks to his supporters on Patreon.)
Recently DisTech Automation approached me to have a look at their upcoming Prometheus System, which provides a new way of handling dual-extrusion while only requiring a single, standard hotend.
I want to take the opportunity to break down why I think dual-extrusion — well, hassle-free dual-extrusion — is going to be the next big frontier for affordable 3D printers, both as to why it’s so important and as to why only so few 3D printers use it.
This video is sponsored by DisTech Automation, which is why I’m not going to give you any advice like “you need to go out and buy this right now.” That would be immoral and illegal. So instead, we’re looking at what and how the Prometheus System handles dual-extrusion differently than anything I’ve seen so far, and why there’s even a need for that.
And any personal opinion in here is just that — it’s my unbiased, own opinion on things. So if you want to learn more about the Prometheus System’s Kickstarter campaign, follow this link here.
Why is Dual-Extrusion Important?
Don’t Miss:
So first off, why is dual extrusion important? Well, for a filament-based 3D printer, dual-extrusion is any system that allows you to use more than a single filament in a single print without having to manually swap it.
Typically, that’s done with two independent extruders to feed filament and two independent hotends to melt and place it. And that allows you to do a number of different things.
You can use different colors of the same material in the same print and in the same layers, or even translucent and opaque materials to guide light throughout a print.
You can use different materials entirely, for example a hard and a soft plastic, to create living hinges or partially stiffened up, but still overall soft prints. Or you could use dissimilar materials and then use one for your actual print and the other as support material, which lets you peel off the support much more easily than if you used the same material everywhere.
Or, and here’s where I see the absolutely largest application of dual- and multi-extrusion, you can use a support material like PVA that simply dissolves in water after the print.

And why is this important? Well, it completely removes the limits of what sort of crazy geometries you can print and which you can’t. Any sort of bridges and overhangs and crazy angles can be printed with zero impact on the surface quality and near-zero post-processing effort on the user’s side other than dunking the part in a bucket full of water after the print.
What geometries you can and can’t print, in my experience, is still the biggest hindrance for desktop 3D printers, since you need to specifically design your parts for the 3D printer, which, at times, can be extremely limiting.
Oh, and one more really simple use for dual or multi-extrusion is this: being lazy. Basically, leave different filaments loaded in your 3D printer and simply pick which one you want to use in your slicer before you start the print. So if you’ve got a handful of go-to filaments and lots of prints to do, that could save you some time.

Why is Dual-Extrusion Difficult?
Don’t Miss: BCN3D Sigma Review: A Fantastic 3D Printer
So the question is, if dual-extrusion is so awesome, why are we seeing so little of it? Well, it’s complicated.
It’s sort of a chicken-and-egg problem. The tech isn’t that widely used yet, so hardware manufacturers and software programmers aren’t putting that much effort into it, and consequently it doesn’t evolve as quickly as it could.
Like I said earlier, this is the next frontier because it’s so powerful. And as a matter of fact, a lot of companies are really turning their attention to dual- and many-extrusion this year to solve the issues the current generation of hardware solutions still come with.
So with the traditional approach of having two or more hotends on one carriage or effector, there are a few things that usually pop up. They’re about alignment, space used, and dealing with the idle hotend when the other one is printing.
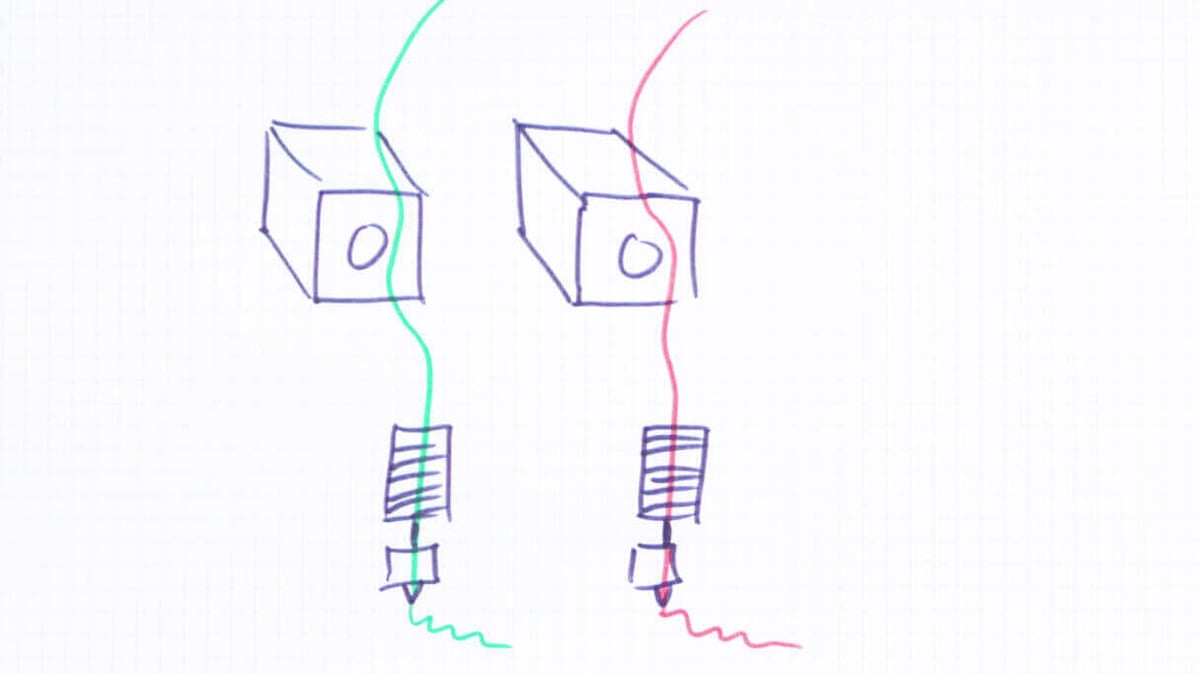
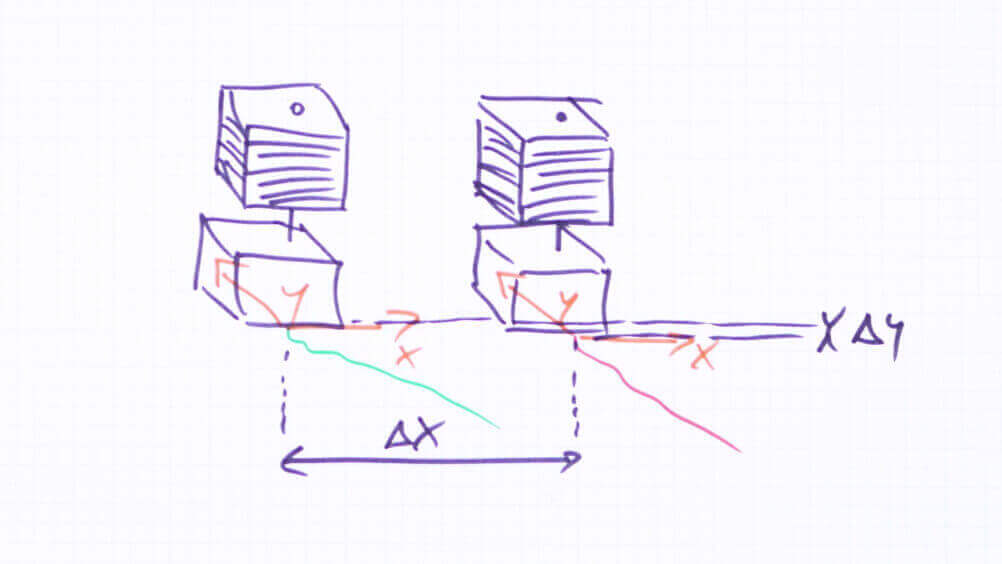
So first off, alignment of the two hotends. Super tricky stuff. Now, of course, you do have to align the two or more hotends perfectly to each other along the X and Y axis, and that’s relatively easily achieved by doing a few calibration prints and instead of physically adjusting the offset, you’d simply tweak the offset you’re telling your slicer or firmware until everything looks good.
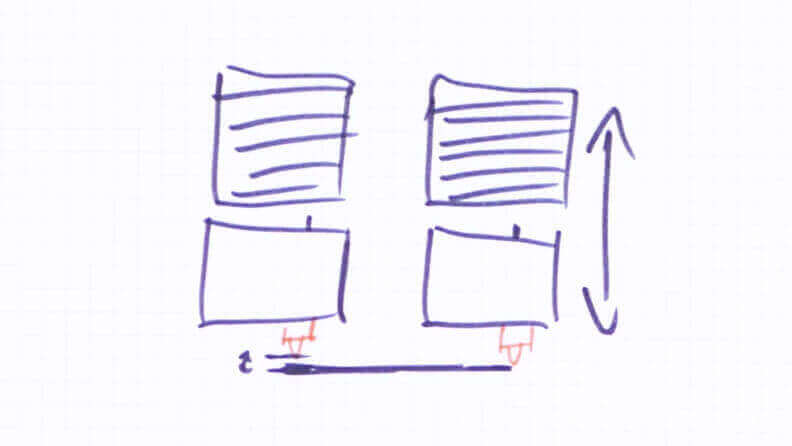
What’s a bit tougher to get really well dialled in is the offset in the Z direction, because you actually need to physically adjust it, and not a whole lot of designs do that particularly well.
Most commonly you’ll see some sort of setscrew that clamps each hotend in place, and those allow you to set the height, but don’t allow you to finely tweak it to get it perfect. And as a result, many dual extrusion prints are done at larger layer heights or end up with the layers of one extruder that are either squished or don’t bond well.
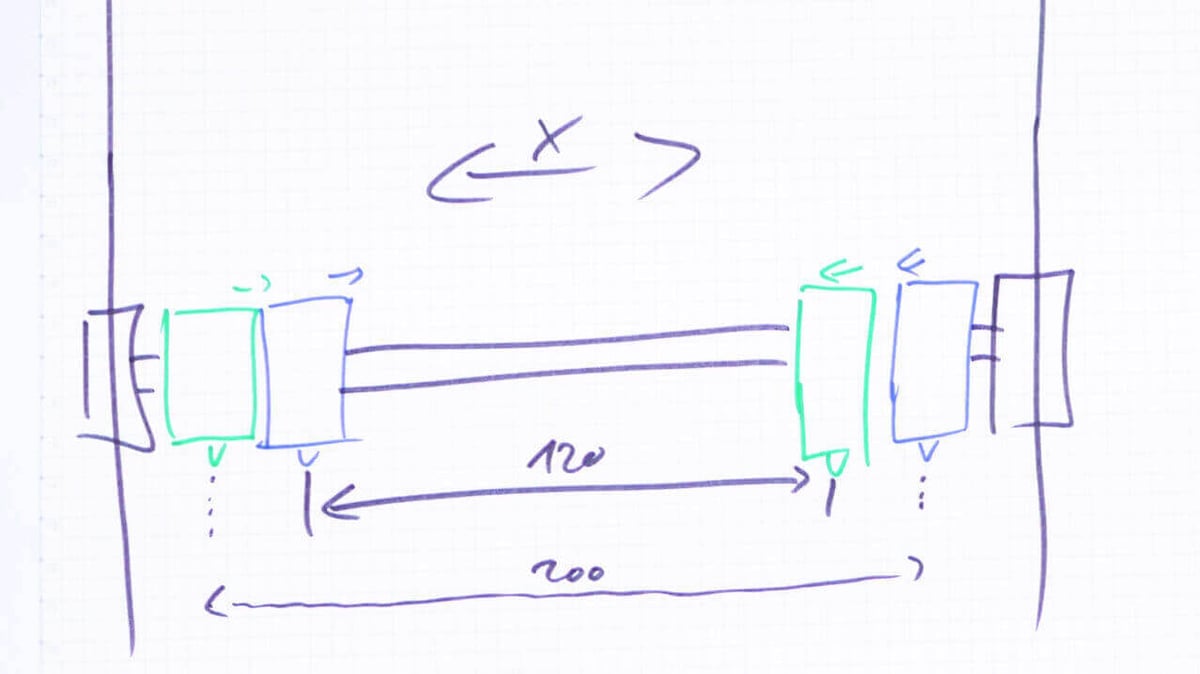
Next up, space. You need custom-made carriages and part cooling fans if you use more than a single hotend. And of course, with each hotend you add, you reduce your printer’s usable range of motion usually by twice the width the second hotend adds — once on either side.
So if you add a second hotend with just a 40mm offset to the first one, you’d reduce the usable dual-extrusion width of your 200mm printer to a mere 120. So either live with that, or make your 3D printer wider in the first place, which isn’t all too elegant, either.
Then, what should the idle hotend do while it’s not printing? That’s mostly an issue of the hotend oozing out filament, so the next time you want to use it, the melt chamber is mostly emptied out already and needs to be reprimed before you can start using it again, but whatever was left of the filament inside the melt zone will have oozed out all over the rest of the print.
And while you can physically solve or at least mitigate these by using a needle valve that seals the hotend from the inside — or some sort of a parking device that caps the nozzle from the outside — these do add an enormous amount of overhead to the design and are almost always proprietary, and therefore practically only useful for the exact 3D printer they were designed for.
Also, some of the more interesting filaments, like water-dissolvable PVA don’t like being cooked for extended periods of time, so you do need to periodically extrude some or you’ll end up with a clogged extruder.
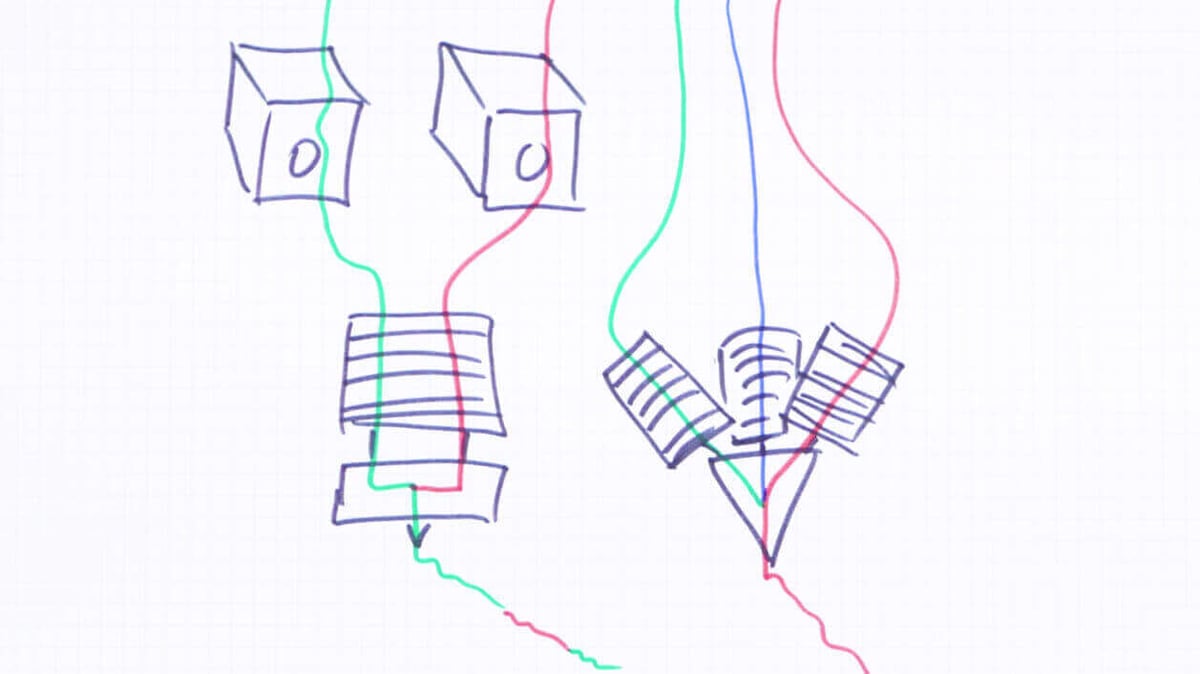
Now, hotends like the E3D Cyclops or the Diamond Hotend do solve some of these issues by routing several filaments into the same hotend, so you don’t have to deal with an oozing idle nozzle. But because they meet in the heater block, you do need to keep all the feed holes plugged at all time or the filament will just ooze out of those. Which, again, has you cooking all the filaments you’re not using at the time.
Enter the Prometheus System
Don’t Miss:
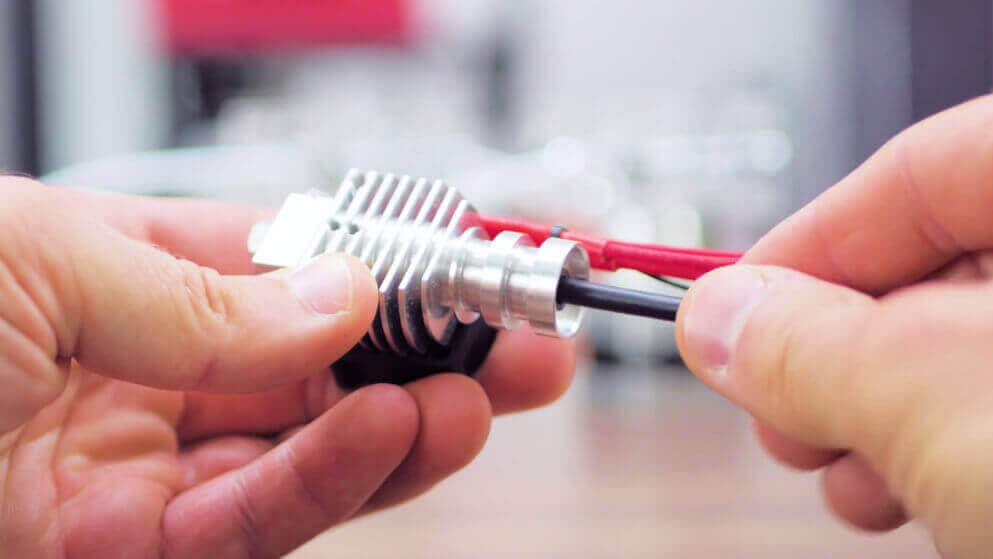
Here’s where the Prometheus System comes in. It uses a single standard hotend, ideally the adjustable Prometheus V2.
If you want, you can swap in any other bowden-compatible hotend, but the Prometheus is still recommended since it has that one-piece nozzle and heatbreak part with no seams. Since the filament is removed and reinserted quite a few times during a single print, that smoothness should reduce the likeliness of anything jamming.
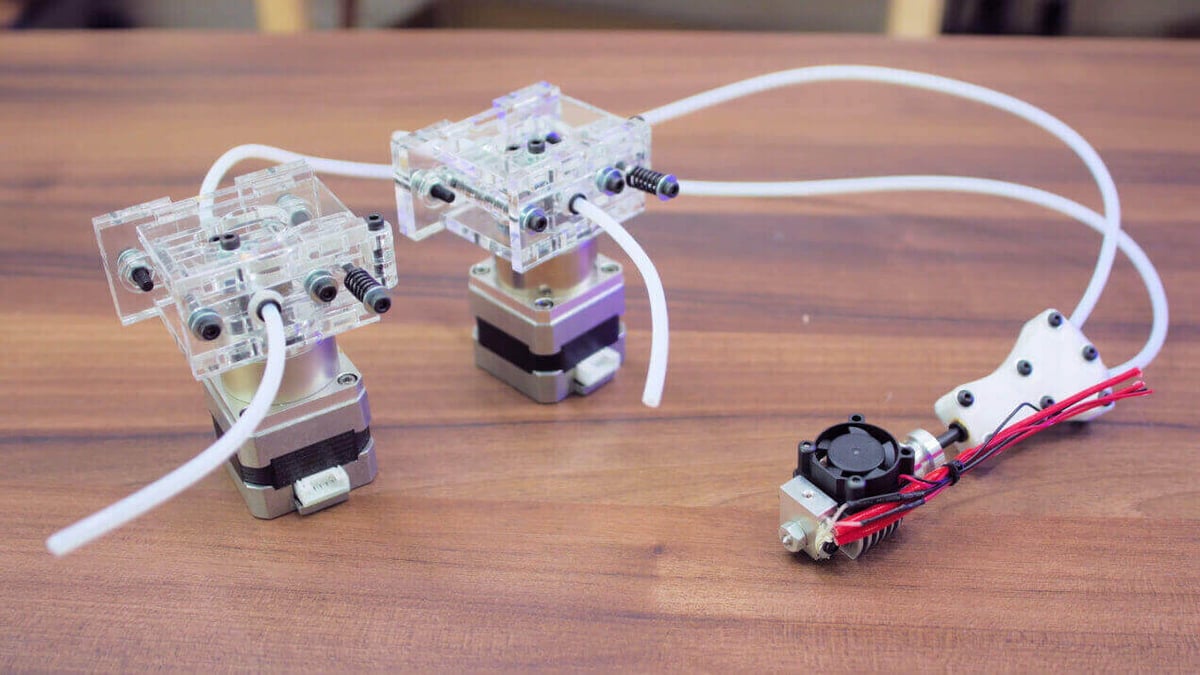
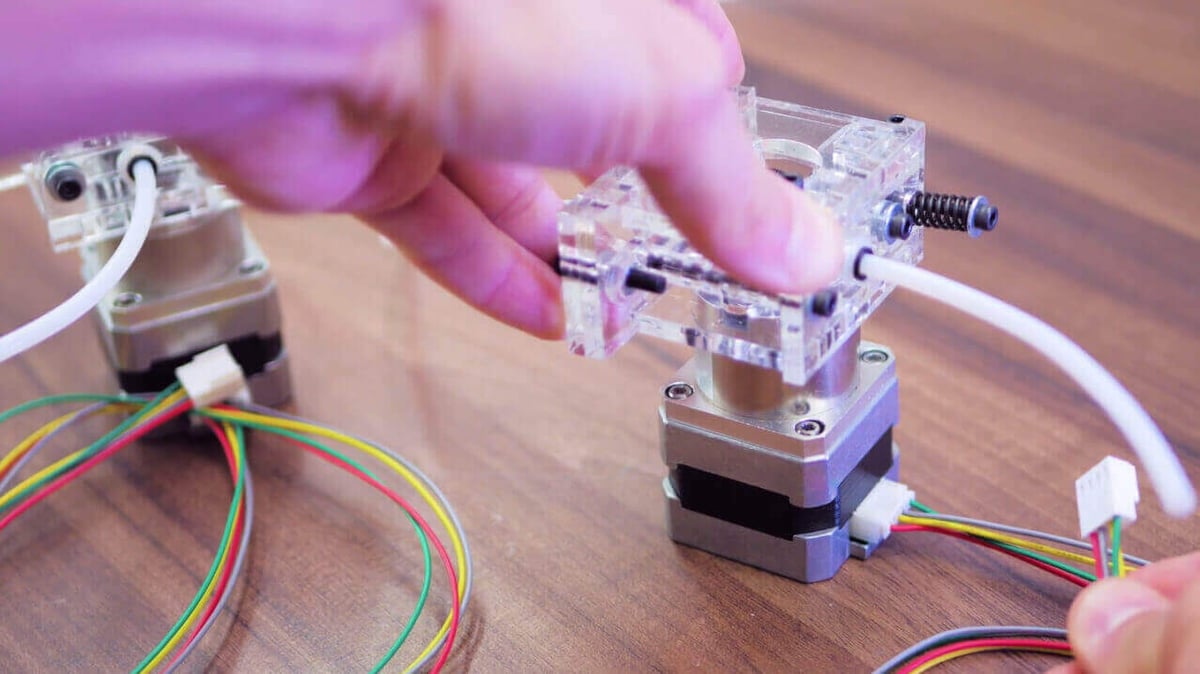
But what really makes up the Prometheus System is the pair of Bowden extruders and the filament guide. This part basically guides the filament from either extruder into the same hotend, and makes sure that the filaments don’t interfere.
The first thought I had when I heard of this concept was “but won’t the filament have that ugly plug on its end that makes reinserting it super hard?” But actually, this bearing-grade PEEK guide that plugs into the hotend’s Bowden coupler is made to take care of that. It’s slightly smaller than the hotend’s bore, so as the filament is being pulled out, it gets reshaped while it’s still hot and as it cools, it contracts even a bit more. And of course, because this PEEK part itself will never heat up, the filament won’t actually stick to it. Nice!
The other thing that might come up with constantly pulling filament out of the hotend and reinserting it would be strings that form on the end of the pulled filament and might slip in between the filament and whatever guide it’s in and jam. This is taken care of with a custom-tuned removal and insertion GCode.
Here’s where the ProStruder extruders come in. These are a pair of 1.75mm, 5:1 geared extruders, and that gearing is sorta their speciality here. On any 3D printer, it’s practically the only way to get more torque and therefore a larger pushing force on the filament. Which means that the Prometheus system won’t have to be super slow and careful when removing and reinserting the filament, it can just pull it out and shove it right back in and not worry about losing its positioning.

And the last part of the Prometheus system is the ProFeeder, a really simple two-to-one bowden combiner. This part guides each filament into the same orifice in the hotend, so once one filament is retracted far enough, the other filament can come in and take the same path.

Now, what’s cool about this entire approach is that it completely eliminates many of the, well, challenges with traditional multi-extrusion. You don’t need to worry about a second hotend oozing. There’s no extra space consumed by additional hotends or the extra wiring and fans for that hotend. No need to meticulously calibrate offsets, either, because it’s all coming out of the same nozzle.
And best of all, it’s not like a super-proprietary solution that needs the exact configuration on your control board to work at all, because literally all it needs it that fifth stepper motor driver for the second extruder. That’s it!
And even if you’ve already used all the power outputs of your board for fans, heaters and LEDs, you can still use the Prometheus System, because, again, you don’t need to worry about adding that second hotend. Of course, you do need to configure your slicer for the filament switching procedure, but that’s just a matter of copy-pasting a few lines of gcode that are provided with the Prometheus System.
When printing vastly different materials, the hotend does needs to change temperature relatively quickly to adapt to the different polymers. It should be able to do that during the time it prints the priming tower, something many multi-extrusion solutions require to prime each hotend before using it for the print. And since you are filling the hotend with a different plastic on each switch, the Prometheus system does need that tower as well, but obviously, only when printing two different materials.
Single-material prints work just like with a regular setup, and, maybe, for simple dual-color prints, we’ll even see some slicers start to integrate features where you can use up whatever’s left from a different color for the infill of the part while the new color is primed.
New Perspectives on Dual-Extrusion
Overall, I personally think this the most elegant form of dual-extrusion yet. It just eliminates so many of the shortcomings of traditional solutions. Dual-extrusion is going to be a big topic in the next months, and the Prometheus system’s approach could be one of the top contenders.
Alright, so there’s a new perspective at dual-extrusion for you. Like I mentioned, the links to the Kickstarter campaign are here, and for once I’m not going to tell you to stay away from crowdfunding.
DisTech Automation do seem to know what they are doing. After all, they’ve been successfully manufacturing hotends for a good while. If you already have a compatible hotend, you can pre-order the upgrade kit from 189$ Canadian, or around 150US$, or the complete kit from 259$ Canadian, or about 200US$.
Delivery starts in November this year, so the prototype hardware is apparently already pretty far along.
License: The text of "Why Dual Extrusion Matters: First Look at the Prometheus System" by All3DP is licensed under a Creative Commons Attribution 4.0 International License.