Calibration de l’extrudeur (imprimante 3D) : 7 étapes faciles

Votre imprimante 3D vous fait des misères ? Votre extrudeur a peut-être besoin d’être recalibré ! Découvrez ici comment procéder au réglage de l'extrudeur.
Un extrudeur bien calibré, c’est essentiel en impression 3D FDM. Ce procédé, qui consiste à régler les pas/mm de l’extrudeur (ou « E-steps »), permet en effet de s’assurer que la machine introduit la bonne quantité de filament vers le hotend durant l’impression. Dans le cas contraire, vos prints en pâtissent !
Trop peu de filament et vous risquez de vous retrouver avec des intervalles importants entre vos couches, voire pas de couches du tout. Vous pouvez également observer une perte d’adhérence, ou bien un décollement ou une déformation des couches (le « warping »)
Trop de filament ? Vous vous exposez à des problèmes de surextrusion, soit les fameux blobs, le redouté stringing, et autres résultats quelque peu dégoulinants. Dans les cas les plus extrêmes, le filament risque même de boucher complètement le hotend.
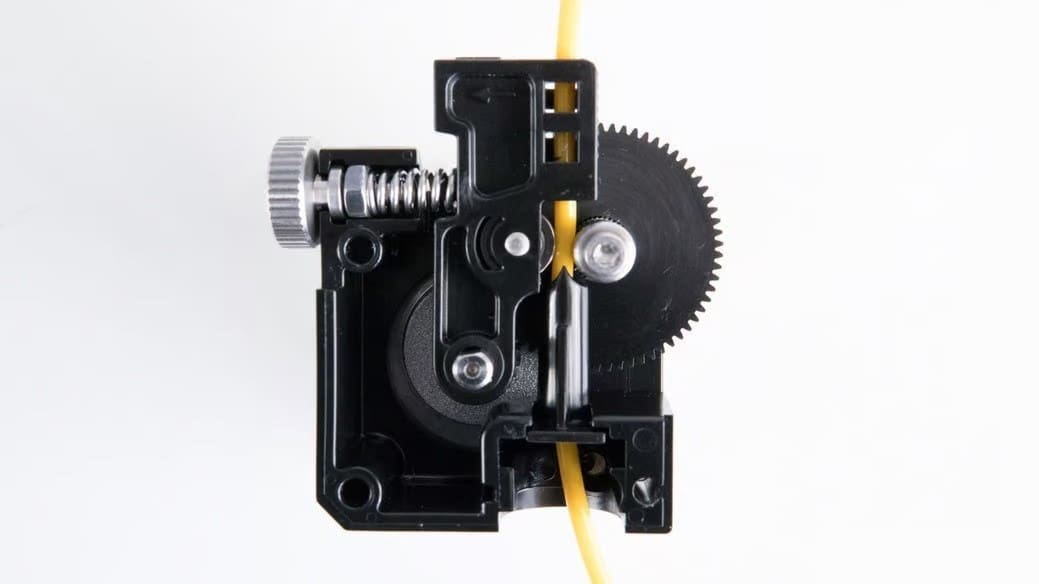
Afin d’éviter ces problèmes, la première chose à faire, avant même de calibrer votre extrudeur, c’est de régler tous les petits soucis d’entretien que vous reportez à demain depuis des semaines. L’une des causes les plus courantes de sous-extrusion est l’encrassement de l’engrenage de l’extrudeur (la petite roue crantée),qui peut entraîner des ratés. Cependant, si vous avez réalisé toute la maintenance nécessaire et que vous prints laissent toujours à désirer, nous vous conseillons de suivre ces quelque étapes pour calibrer votre extrudeur.
Pour commencer, rappelons que la calibration des pas/mm dépend de votre système, vérifions donc d’abord les bases.

Pour commencer
Ce guide concerne les imprimantes qui reposent sur un firmware Marlin. Si votre machine fonctionne avec Klipper, vous devrez effectuer une procédure similaire, mais pas identique, pour calibrer la distance de rotation du moteur de votre extrudeur. Ça vous intéresse ? Suivez le guide !
Notez aussi que ce guide s’adresse principalement aux imprimantes dotées d’un seul extrudeur. Si votre imprimante fonctionne sur Marlin et possède plus d’un extrudeur, il faudra les calibrer chacun séparément (mais patience, nous allons y revenir).
L’objectif de toute procédure de calibration est de réduire autant que possible les erreurs dans le système. L’idée est de trouver le bon dosage, pas de viser la perfection. Si vous ne rencontrez pas de problèmes d’impression, demandez-vous si la qualité de vos prints est satisfaisante. Si c’est le cas, aucune raison de calibrer l’extrudeur.
Si vous décidez de procéder à la calibration des pas/mm et que le résultat n’est pas satisfaisant, recommencez. Notre conseil : exécutez cette procédure trois fois, puis lancez un test d’impression. Sachez que les résultats diminueront à mesure que vous vous rapprocherez de la valeur idéale.
Si vous ne vous sentez pas à l’aise avec une partie de la procédure, il est probable que vous empirerez l’erreur dans votre système en persistant. Toutes les étapes décrites ici sont à votre portée (après tout, vous avez bien appris à niveler un plateau, slicer un STL, changer un filament et lancer une impression, non ? Easy !). Si vous abordez cette procédure avec trop de confiance, ou pas assez, vous risquez de faire des erreurs, c’est humain. Mais ces faux-pas introduisent aussi des erreurs dans votre système d’impression. Alors soufflez un bon coup et détendez-vous. Ça ne devrait pas être plus compliqué que de préparer une bonne tasse de chocolat chaud. D’ailleurs, commencez peut-être par cela.
Outils et matériel nécessaires

Alors c’est décidé, vous allez calibrer votre extrudeur pour améliorer votre qualité d’impression. Voici ce dont vous aurez besoin :
- Votre imprimante 3D
- Un filament non flexible (le moins cher possible, la qualité du filament n’affecte en rien la procédure)
- Un pied à coulisse
- Un marqueur
- Du papier et un crayon
- Un ordinateur doté des programmes suivants :
- Un moyen de se connecter à votre imprimante, soit :
- un câble série et les pilotes pour votre imprimante ; ou
- une carte SD.
Préparation du filament
La première étape varie selon que vous calibrez un extrudeur direct ou Bowden.
Chargement
Si votre imprimante est équipée d’un extrudeur Bowden, retirez le filament qui se trouve à l’intérieur et déconnectez le tube Bowden de la sortie de l’extrudeur. Rechargez le filament dans l’extrudeur de manière à ce qu’il commence à sortir de la buse.
Si votre imprimante est équipée d’un extrudeur direct, vous pouvez retirer le bloc chauffant et la buse du tube d’alimentation (laissez-les connectés électriquement, mais placez-les là où ils ne risquent pas de vous brûler ou de causer des dommages). Cela vous permettra de réutiliser ultérieurement le filament présent dans l’extrudeur et d’éliminer le risque de blocage ou de contre-pression de la buse qui pourrait perturber votre calibration. Il n’est pas nécessaire de retirer le bloc chauffant pour exécuter la calibration, mais sachez que vous risquez d’utiliser une bonne quantité de filament, en particulier si vous modifiez de manière importante la valeur des pas/mm.
Marquage
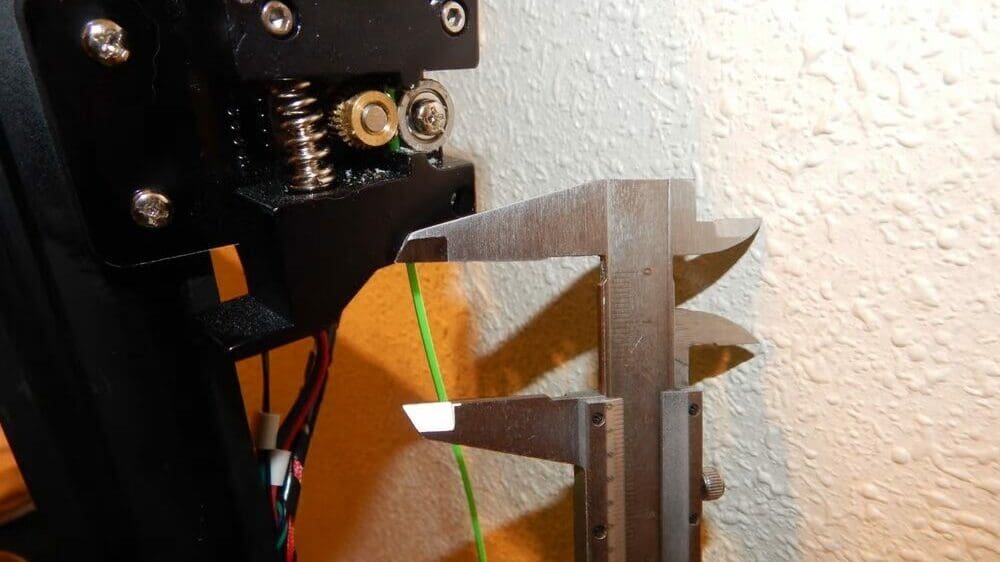
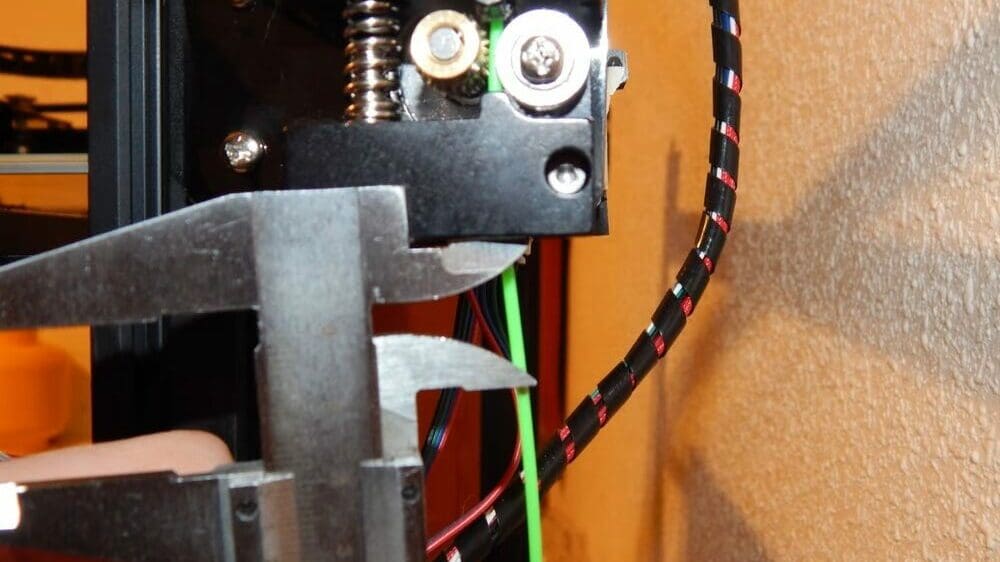
Pour effectuer la calibration, vous allez envoyer 100 mm de filament dans l’extrudeur. Mais avant cela, vous devez marquer le filament à une distance de 120 mm de l’entrée de l’extrudeur. Ces 20 mm supplémentaires permettent de mesurer la sur-extrusion ou la sous-extrusion.
Conseils
Le hotend doit chauffer au-dessus d’une certaine température pour permettre à l’extrudeur d’extruder en continu (c’est-à-dire de faire fondre le filament et lui permettre de s’écouler), mais les étapes suivantes peuvent prendre un peu de temps. En le laissant chauffer, vous gaspillez de l’énergie et vous risquez de provoquer des blocages. Conclusion : ne pas préchauffer de suite le hotend, cela peut attendre une étape ultérieure. Il existe une commande Marlin qui permet l’extrusion « à froid », mais nous ne recommandons pas de l’utiliser, car elle peut causer des problèmes après la calibration.
Une distance plus longue de filament, par exemple 500 mm, donnerait un résultat plus précis, mais elle est plus difficile à mesurer avec précision et peut gaspiller beaucoup de plastique. Si vous disposez d’un moyen de mesurer ce type de résultat, pensez à remplacer les valeurs « E » et « F » des codes suivants par le nombre de millimètres que vous avez l’intention d’utiliser (par exemple, G1 E500 F500). Tenez compte de la vitesse maximale de votre extrudeur, qui sera nécessairement plus basse une fois le hotend en place.
Vous avez chargé et marqué le filament ? On passe à l’étape suivante : demander à l’imprimante de le faire bouger.
Communication avec l’imprimante
Il existe différentes manières de communiquer avec votre imprimante, certaines plus efficaces que d’autres, mais toutes compatibles avec les extrudeurs directs et Bowden.
L’une d’entre elles est la méthode de l’interface série. C’est probablement la façon la plus simple d’indiquer à votre imprimante les mouvements qu’elle doit effectuer si vous avez installé OctoPrint ou si vous avez l’habitude de connecter votre machine par USB.
Une autre méthode consiste à écrire le code et à l’exécuter à l’aide d’une carte SD. Cette technique est idéale si vous utilisez normalement une carte SD et que vous n’avez pas d’ordinateur à proximité de votre imprimante, ou si vous n’avez jamais connecté un ordinateur à votre imprimante (et que ce n’est décidément pas le moment de tenter le coup).
Pour celles et ceux qui n’ont pas peur du rodéo, il existe une autre méthode qui fonctionne avec Marlin 2.0 (et les versions ultérieures) et un écran LCD doté d’un contrôleur. Nous vous en parlons tout à la fin de cet article.
Méthode interface série

Reliez votre imprimante 3D à l’ordinateur par USB ou en wifi, si votre machine vous le permet. Ouvrez ensuite votre slicer, qui doit permettre d’envoyer des lignes de commande G-code vers l’imprimante. On choisira par exemple Simplify3D, Pronterface, ou OctoPrint. Si vous avez des difficultés à vous connecter à votre machine, vérifiez que vous disposez des bons pilotes, par exemple en consultant le site du fabricant de votre imprimante.
Rendez-vous dans la section de votre slicer dédiée à l’impression connectée. Dans Simplify3D, par exemple, elle se trouve dans la fenêtre du panneau de contrôle de la machine. Si votre imprimante 3D fonctionne avec une carte RAMPS ou ATmega, vous devriez aussi pouvoir utiliser le Serial Monitor d’Arduino IDE.
Réglez votre extrudeur en mode relatif en envoyant la commande M83 sur votre imprimante.
Méthode carte SD
Cette méthode demande seulement de rédiger quelques lignes de G-code, par exemple dans un éditeur de texte libre comme Notepad++ (mais un Notepad normal fonctionnera très bien).
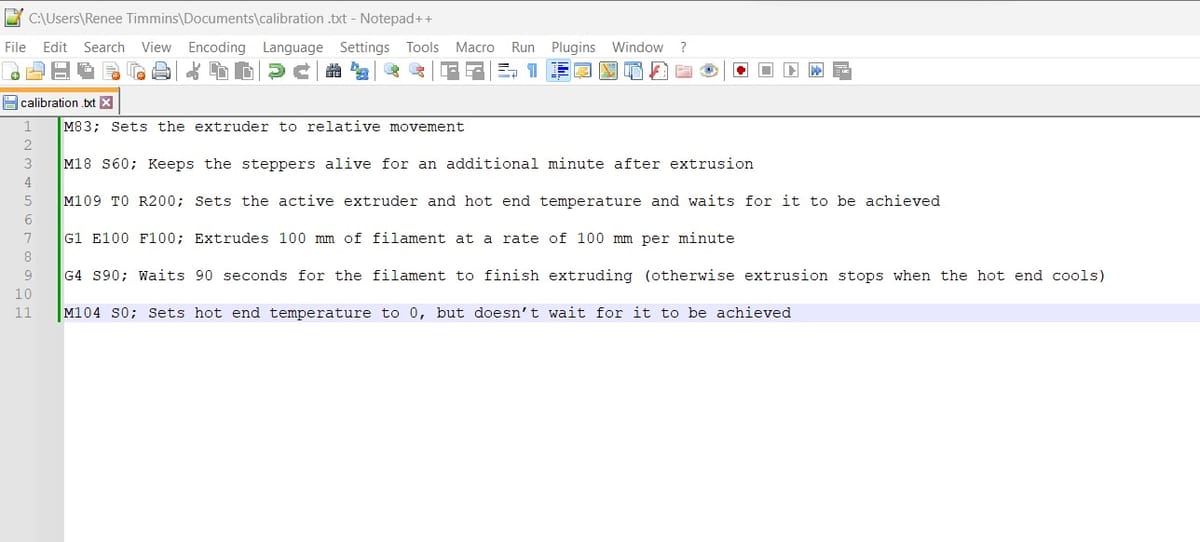
Copiez le code ci-dessous dans votre éditeur de texte. Vous pouvez, si vous le souhaitez, supprimer les commentaires (tout ce qui se trouve après le point-virgule de chaque ligne). Pour plus d’informations sur chaque commande, consultez le site web de Marlin. Nous vous recommandons de vous familiariser avec le code en question avant de l’intégrer dans votre machine.
M83; Met l’extrudeur en mouvement relatif. M18 S60; Maintient les steppers en activité pendant une minute supplémentaire après l’extrusion. M109 T0 R200; Règle la température active de l’extrudeur et du hotend et attend qu’elle soit atteinte. G1 E100 F100; Extrude 100 mm de filament à une vitesse de 100 mm par minute. G4 S90; Attend 90 secondes pour que le filament finisse d’être extrudé (sinon l’extrusion s’arrête lorsque le hotend se refroidit). M104 S0; Fixe la température du hotend à 0, mais n’attend pas qu’elle soit atteinte.
Sauvegardez le fichier sur votre carte SD sous un nom adapté, par exemple « cali_ext.gcode ».
Si votre imprimante possède plusieurs extrudeurs, vous devrez enregistrer un fichier pour chacun d’entre eux avec des noms de fichiers différents (par exemple « cali_ext_gauche.gcode », « cali_ext_droit.gcode », etc.). Vous devrez également remplacer « T0 » dans la commande M109 par le bon extrudeur (par exemple, M109 T1 R200). Pour savoir quel extrudeur correspond à quel « T », suivez la procédure ci-dessous.
Identification des extrudeurs pour les systèmes multiples
Il suffit de charger n’importe quel modèle dans votre slicer préféré et de découper un fichier par extrudeur. Veillez à désactiver les paramètres d’adhérence au plateau, les prime towers (tour de purge ou de réamorçage) ou l’alimentation en pression pour les hotends. Nommez le fichier du même nom que votre extrudeur.
Ensuite, ouvrez chaque fichier de G-code l’un après l’autre et cherchez la commande M104 ou M109. Vous verrez un paramètre « T » sur la même ligne, qui est le nom de l’extrudeur pour ce fichier. Notez bien le nom de chaque extrudeur au fur et à mesure.
Lancement de l’extrusion

Et maintenant, peu importe la manière dont vous communiquez avec votre imprimante, c’est le moment de la faire travailler !
Méthode interface série
Pour commencer, envoyez la commande M109 T0 R200 pour sélectionner l’extrudeur 0 et préchauffer le hotend associé à 200 degrés.
Envoyez ensuite la commande G1 E100 F100 vers l’imprimante, qui va alors faire couler 100 mm de filament à travers l’extrudeur (si elle est bien calibrée !).
Toutes ces opérations se déroulent en une minute afin d’éviter tout problème de tension du filament ou de pression dans le hotend, ce qui pourrait fausser les résultats.
Si vous avez une machine à plusieurs extrudeurs, vous devrez répéter cette étape, en remplaçant « T0 » par le « T » approprié de chaque extrudeur.
Méthode carte SD
Il vous suffit d’insérer votre carte SD et de sélectionner « Imprimer à partir de la carte SD », comme vous avez l’habitude de le faire pour n’importe quel autre projet d’impression. Sélectionnez le fichier de calibration que vous venez de créer et lancez l’impression.
Pour ces deux méthodes, veillez à ouvrir grand vos yeux et vos oreilles lors de l’extrusion. Soyez particulièrement attentif au glissement ou au grincement du filament et aux pas sautés (petits bruits de cliquetis). Si cela se produit, vous devez résoudre ce problème avant de calibrer votre extrudeur. Par ailleurs, il est probable que votre calibration soit correcte, mais qu’un autre souci soit à l’origine de votre problème. Avez-vous bien réalisé la maintenance de votre imprimante, comme nous le conseillions plus haut ?
Nouvelle mesure
À la fin de cette opération, l’imprimante doit avoir extrudé exactement 100 mm de filament. Vérifiez que c’est bien le cas en calculant la distance entre l’entrée de l’extrudeur et la marque faite sur votre filament au début de l’étape 3.
Si votre marque se trouve à 20 mm de l’extrudeur, c’est que ce dernier est correctement calibré ! Vous pouvez vous arrêter là et vaquer à vos occupations.
Si votre marque se trouve à plus de 20 mm, votre imprimante a sans doute un problème de sous-extrusion : essayez d’augmenter les steps/mm (autrement dit, les pas par minute).
Si votre marque se trouve à moins de 20 mm, votre machine est en surextrusion : essayez de réduire les steps/mm.
Calcul de la valeur pas/mm correcte

Afin de régler l’extrudeur avec précision, il va vous falloir déterminer la valeur actuelle de pas/mm de l’imprimante, puis calculer la valeur correcte.
Méthode interface série
Envoyez la commande M92 vers votre machine. Vous obtiendrez alors plusieurs valeurs. Cherchez la ligne qui commence par echo: M92, puis trouvez la valeur E (souvent en fin de ligne). Il s’agit de la valeur de pas/mm actuelle de votre imprimante.
Si la commande M92 ne marche pas, c’est sans doute que votre firmware est ancien : tentez plutôt la commande M503.
Méthode carte SD
Malheureusement, Marlin ne permet pas de transférer votre configuration sur une carte SD. Plusieurs options s’offrent à vous :
- S’il s’agit de votre première calibration, vérifiez les informations du fabricant pour connaître la valeur par défaut.
- Si vous avez fabriqué votre propre imprimante, cette information se trouve sur le firmware que vous avez chargé.
- Si vous fonctionnez sur Marlin 2.0, la valeur est disponible dans les menus à l’écran (cela varie selon la machine).
- Si vous avez déjà calibré votre extrudeur, vérifiez la valeur que vous aviez bien évidemment pris soin de noter sur un post-it (qui doit bien être quelque part…).
Calcul
- Pour commencer, vous devez connaître la longueur exacte de filament extrudé lors de l’étape 3. Il vous suffit pour cela de soustraire de 120 la distance entre l’extrudeur et la marque que vous avez faite sur le filament :
- 120 mm – (distance entre extrudeur et marque) = (longueur exacte extrudée)
- Il s’agit ensuite de déterminer combien de pas ont été effectués par l’extrudeur afin d’extruder cette longueur de filament. Comment ? En multipliant la valeur pas/mm par la longueur qui aurait dû être extrudée (dans notre cas, 100 mm) :
- (valeur pas/mm) x 100 mm = (pas effectués)
- Enfin, on calcule la valeur correcte de pas/mm en divisant les pas effectués par la longueur exacte extrudée :
- (pas effectués) / (longueur exacte extrudée) = (nouvelle valeur de pas/mm)
Ensuite, il ne reste plus qu’à configurer cette valeur finale dans votre imprimante, et tout devrait rentrer dans l’ordre !
Configuration de la nouvelle valeur pas/mm
Il est très simple de mettre à jour la valeur des pas/mm. Comme la plupart des autres étapes de ce processus, cela passe par les commandes G-code.
Méthode interface série
Afin de configurer votre imprimante avec la nouvelle valeur pas/mm, envoyez la commande M92 E###.# en remplaçant les dièses (#) par la nouvelle valeur déterminée lors de l’étape précédente. Envoyez ensuite la commande M500 pour sauvegarder ce nouveau paramétrage dans votre imprimante.
Pour finir, nous vous conseillons vivement d’éteindre et de rallumer votre machine. Envoyez ensuite à nouveau la commande M92 (ou M503) et vérifiez que la valeur E correspond bien à la nouvelle valeur de pas/mm. Si ce n’est pas le cas, répétez l’étape 6.
Méthode carte SD
De la même manière que vous avez écrit le G-code pour l’extrusion, vous allez devoir rédiger un petit morceau de code pour définir la nouvelle valeur. Le voici :
M92 E###.# T0; Remplacer les # par la nouvelle valeur de pas/mm obtenue lors de la dernière étape.
M500; Enregistre la nouvelle valeur dans l’EEPROMSauvegardez sur votre carte SD. Nous vous conseillons de choisir un nom de fichier qui inclut la nouvelle valeur, par exemple, « pas-mm_92-8.gcode » afin de ne pas uniquement compter sur la fameuse note que vous avez bien sûr pensé à immortaliser sur un post-it, que vous ne perdrez en aucun cas.
Maintenant, reste à savoir si tout fonctionne comme prévu.
Vérification de la procédure

Afin de vérifier que la valeur pas/mm de votre extrudeur est désormais correctement calibrée, vous pouvez procéder à nouveau aux étapes 1 à 4. Cette fois-ci, si tout fonctionne bien, vous devriez obtenir une longueur de 20 mm pile entre l’extrudeur et votre marque sur le filament. Si vous trouvez un écart, recalculez la valeur exacte puis sauvegardez à nouveau.
Vous constaterez peut-être qu’à chaque nouvelle calibration, le résultat se trouve de part et d’autre d’un point central. Dans ce cas, réglez la valeur pas/mm sur une moyenne de vos résultats et lancez une impression test. Encore une fois, si l’imprimante imprime bien, vous n’avez aucune raison de calibrer l’extrudeur.
Si vous avez plusieurs extrudeurs
Si vous possédez une imprimante multi-extrusion, il se peut qu’elle ne prenne pas en charge plusieurs valeurs de pas/mm (comme c’est le cas avec certaines machines LulzBot). Cela dépend de la manière dont le firmware a été configuré, mais à moins que vous n’ayez créé le fichier de configuration vous-même, il n’est pas possible de le savoir à partir de votre machine. Le fabricant devrait être en mesure de vous conseiller sur ce point, mais il est probable qu’après avoir répété les étapes 1 à 4, tous vos extrudeurs utilisent les mêmes valeurs pour E0.
Il est possible de contourner ce problème en utilisant le start G-code. Il suffit pour cela d’insérer M92 E###.# dans le start G-code de l’extrudeur correspondant.
Et voilà ! Votre imprimante devrait désormais avoir un extrudeur parfaitement calibré.
Méthode alternative (pour les cowboys)

Vous n’est pas fan du G-code, mais vous avez besoin de mettre à jour la valeur de vos pas/mm ? Si vous utilisez Marlin 2.0 avec un écran LCD pour contrôler les commandes, c’est possible !
Il vous suffit de régler le filament comme décrit à l’étape 1, de préchauffer la buse et de faire passer 100 mm dans l’extrudeur via l’écran de contrôle. Attention ! Lors de cette procédure, l’extrudeur est en mode absolu par défaut et reçoit les commandes dans l’ordre où vous les envoyez. Si vous allez trop loin et que vous faites marche arrière, l’extrudeur entamera le même mouvement.
Une fois le filament passé à travers à l’aide de votre écran de commande, ouvrez le menu « Motion ». Vous y trouverez la valeur actuelle des pas/mm, ou « E-steps/mm » (tout en bas, le plus souvent). Réalisez ici les calculs expliqués à l’étape 5. Si vous devez changer la valeur, saisissez-la dans le même menu. N’oubliez pas de sauvegarder les nouvelles valeurs en sélectionnant « Save values » dans le menu suivant.
Relancez le test autant de fois que nécessaire. Cette méthode est extrêmement pratique pour vérifier rapidement le calibrage et la répétabilité du mouvement de l’extrudeur.
Licence : Le texte de l'article "Calibration de l’extrudeur (imprimante 3D) : 7 étapes faciles" écrit par All3DP est publié sous la licence Creative Commons Attribution 4.0 International (CC BY 4.0).