Stringing (impresión 3D): 5 trucos contra los hilos

En la impresión 3D, el stringing o encordado es un problema habitual, creando hilos en tu impresión 3D. Evítalo con estas 5 soluciones fáciles.
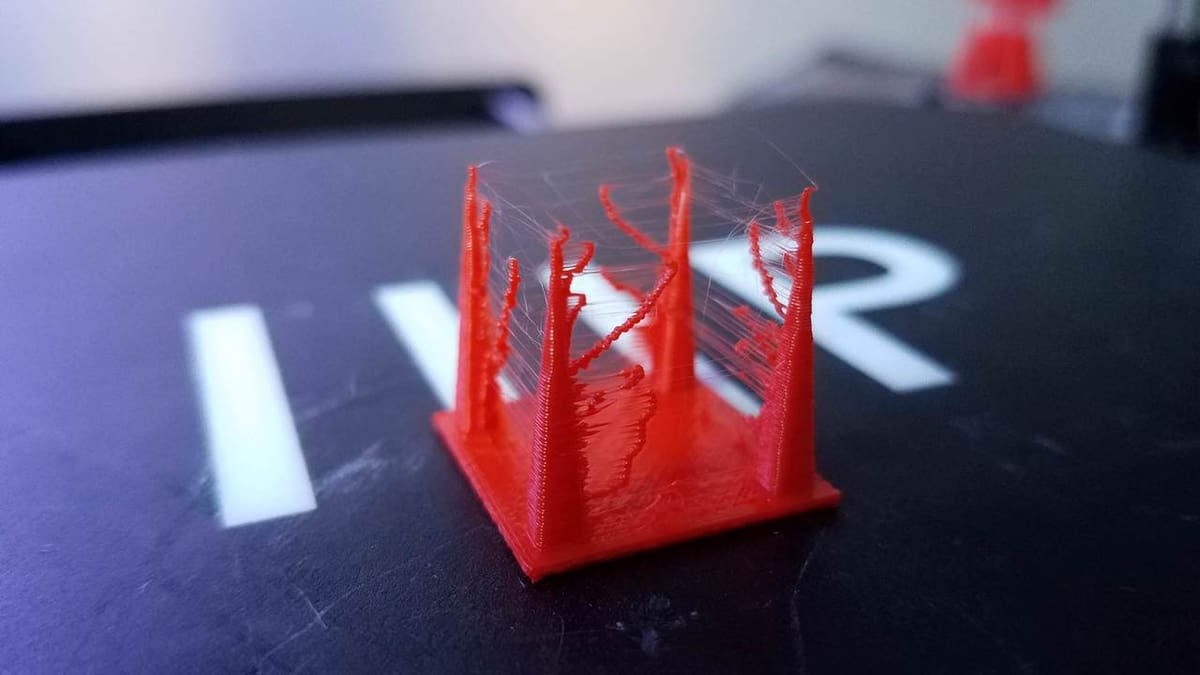
Cuando el cabezal de una impresora de modelado por deposición fundida (FDM) se desplaza por un espacio abierto para acceder al siguiente punto, en ocasiones puede rezumar plástico fundido que después se solidifica y se adhiere a las piezas impresas. En la impresión 3D, este fenómeno se denomina encordado (o «stringing», en inglés). Como resultado, las piezas impresas en 3D presentan finas hebras de plástico con aspecto de telarañas o mechones de pelo.
En teoría, el cabezal no debería rezumar plástico al moverse por un espacio abierto (el denominado movimiento de desplazamiento). Sin embargo, el plástico fundido acostumbra a derramarse en partes en las que no debería, dejando en las impresiones una especie de «bigotes».
Las principales causas del encordado en las impresoras FDM son una configuración de la retracción incorrecta y una configuración de la temperatura del hotend demasiado elevada. El filamento PETG, por ejemplo, requiere temperaturas relativamente altas para la fusión y es conocido por su propensión al encordado. El PLA y el ABS a menudo también presentan el mismo problema.
Afortunadamente, hay varias maneras de evitar el encordado en las impresoras 3D. Echémosles un vistazo.
Activa la retracción
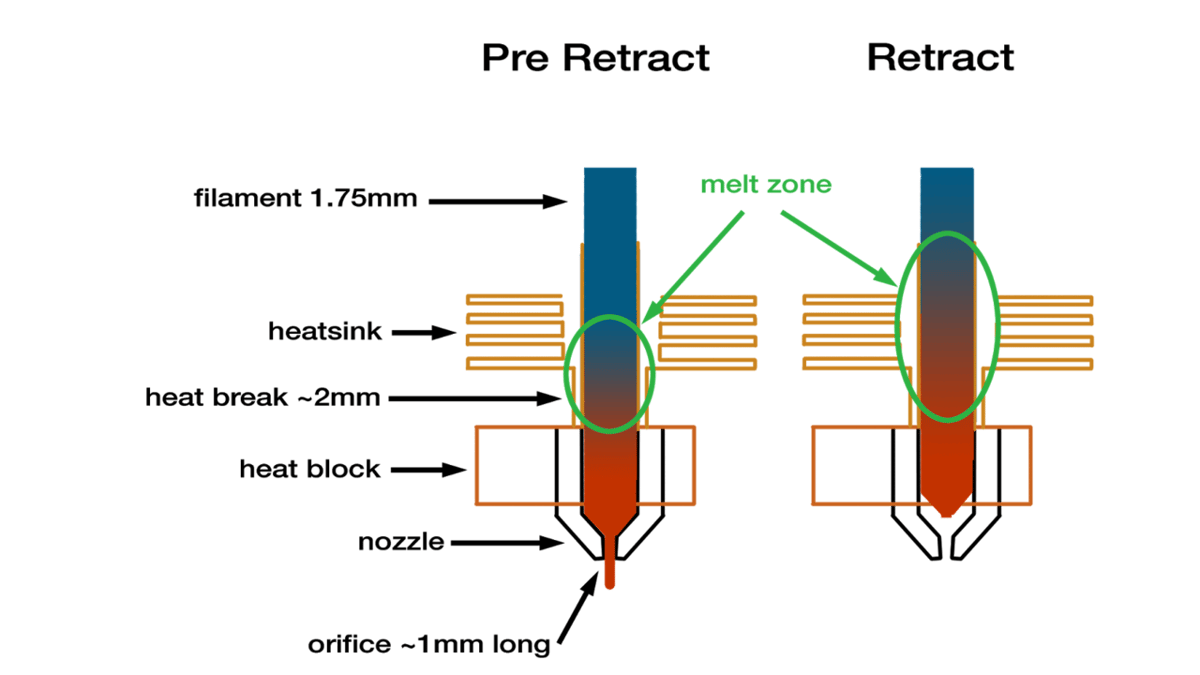
Activar la retracción es el método más común para combatir el encordado en las impresoras 3D. La activación de la retracción provoca que, cuando el extrusor debe cruzar un espacio vacío, la unidad de alimentación retraiga ligeramente el filamento. Así se evita que el plástico fundido rezume a medida que el cabezal de la impresora se mueve, ya que la «retracción» lo impide. Cuando el cabezal de impresión llega al siguiente punto, el filamento se vuelve a empujar hacia afuera y la impresión se reanuda desde el cabezal.
En la mayoría de slicers, como Cura, la retracción suele estar activada de forma predeterminada. No obstante, siempre es recomendable confirmarlo, especialmente si empiezas a tener problemas de encordado. Si el ajuste de retracción está activado y sigue produciéndose encordado en tus impresiones, puede que tengas que ir más allá y ajustar algunos parámetros de la configuración de la retracción.
Distancia de retracción
La distancia de retracción es, probablemente, el ajuste de retracción más crítico, ya que determina la longitud de filamento que retrae el extrusor. Por lo general, cuanta mayor retracción tenga el cabezal, menos probabilidades habrá de tener problemas de encordado en la impresión 3D. No obstante, si lo retraes demasiado, puede que el filamento no esté disponible en el hotend cuando necesites reanudar la impresión.
La distancia de retracción puede variar en función del tipo de extrusor que estés utilizando. Sin embargo, un extrusor Bowden suele requerir una distancia de retracción mayor, ya que la distancia entre el cabezal y el eje motriz es más grande.
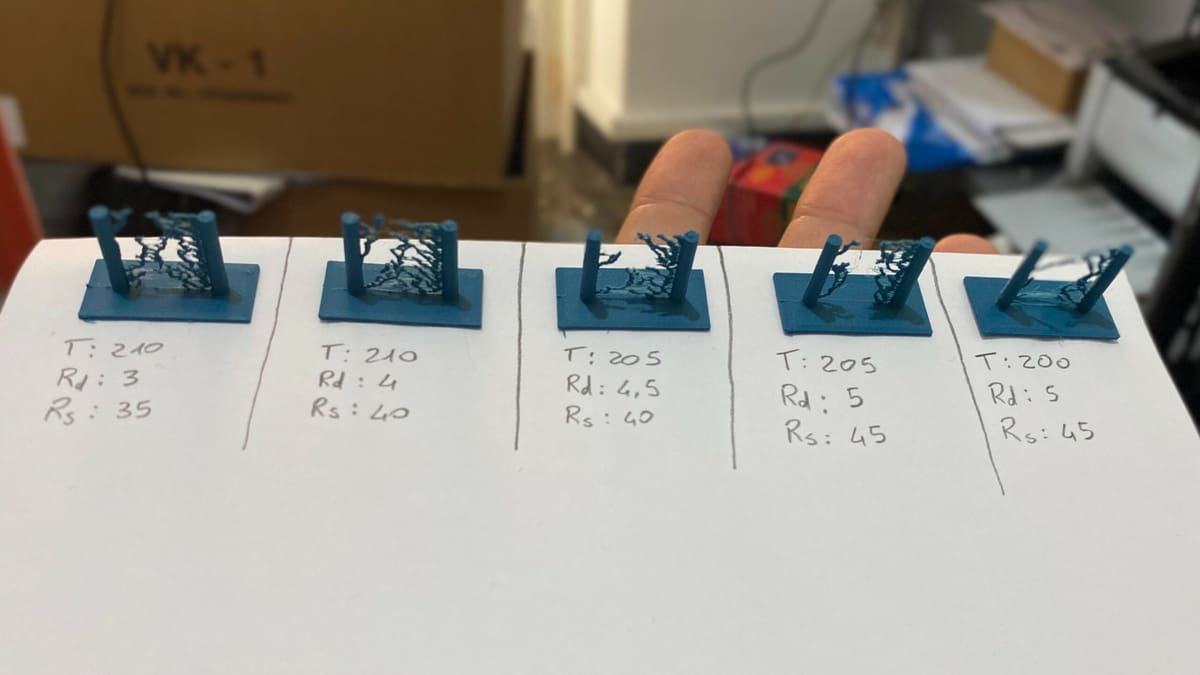
Para determinar la distancia de retracción correcta, puede que sea necesario realizar pruebas de impresión. Utiliza esta prueba de impresión de retracción. Se imprime rápidamente y no requiere demasiado filamento.
Velocidad de retracción
La velocidad de retracción determina la rapidez con la que se retrae el filamento. Una velocidad de retracción más elevada reduce las probabilidades de encordado en las impresoras 3D, ya que el filamento se retrae lo suficientemente rápido para que no empiece a rezumar. No obstante, si la velocidad de retracción es demasiado rápida, el filamento puede desconectarse de la parte que se encuentra dentro del cabezal. Y, lo que es peor, un movimiento rápido del eje motriz puede pulverizar el plástico fundido y obstruir el cabezal o bien crear zonas en las que no se deposite filamento.
Por lo tanto, tu objetivo debería ser encontrar un punto ideal (ni lento ni rápido) en el que la retracción sea óptima. Este punto ideal puede variar en función del material de impresión.Realiza algunas pruebas de impresión para determinar la velocidad de retracción ideal.
Además, los slicer específicos pueden ser útiles a la hora de establecer los ajustes adecuados. Por ejemplo, Simplify3D incorpora perfiles preconfigurados, un buen punto de partida si buscas una velocidad de retracción que funcione mejor.
¿Qué configuración deberías utilizar?
Algunos slicers, como Simplify3D incluyen parámetros como «Rodar al final» y «Limpiar boquilla», dos herramientas potentes para ajustar aún más los valores de retracción. El barrido mueve el cabezal contra la pared exterior para limpiar los restos de plástico, mientras que la inercia apaga el extrusor durante los últimos milímetros de la línea de impresión para disminuir la acumulación de presión y evitar la aparición de gotas o imperfecciones.
En Cura, el ajuste «Desplazamiento mínimo de retracción» evita que se produzca la retracción a menos que el cabezal de impresión recorra una determinada distancia. Esto actúa como una precaución para evitar que se triture el filamento. Otro ajuste a tener en cuenta es el «Modo Peinada» , que controla los movimientos de desplazamiento de la impresora para evitar retracciones innecesarias. Todos los ajustes de retracción se encuentran en el menú desplegable «Desplazamiento» de Cura.
No en vano, cuando la retracción se realiza correctamente, evita el encordado y proporciona un mayor control sobre las impresiones.
Establece la temperatura correcta
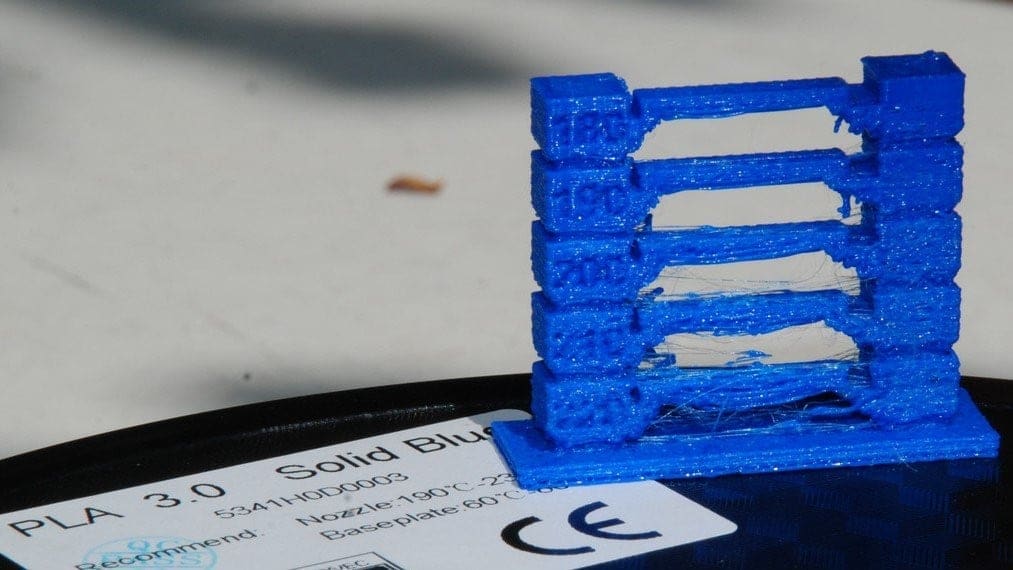
A medida que la temperatura aumenta, el material de impresión se va licuando y es más propenso a gotear por el cabezal, incluso después de ajustar la configuración de la retracción. Una temperatura más baja reduce la probabilidad de goteo. No obstante, debes tener cuidado y no establecer una temperatura demasiado baja, de lo contrario, el filamento podría no fundirse lo suficiente y surgirían problemas de extrusión.
La temperatura ideal depende del material de impresión y de otros ajustes de la impresión. Sin embargo, en términos generales, si detectas problemas de encordado te recomendamos que bajes la temperatura. Puedes intentar bajar la temperatura del cabezal en intervalos de 5-10 °C, pero nunca la bajes por debajo del mínimo especificado por el fabricante. Estas son las temperaturas que solemos recomendar para algunos de los filamentos más habituales:
- PLA: 180 – 220 °C
- ABS: 210 – 250 °C (cama de impresión 90 – 110 °C)
- PETG: 220 – 250 °C
- TPE: 210 – 260 °C (cama de impresión 20 – 110 °C)
- PVA: 160 – 215 °C (cama de impresión 60 °C)
- TPU: 210 – 230 °C (cama de impresión 30 – 60 °C)
El uso de un test de impresión, por ejemplo una torre de calibración de temperatura es una buena manera de identificar la temperatura ideal para cada material de impresión.

Ajusta la velocidad de impresión
Algunos ajustes de velocidad también pueden afectar a los problemas de encordado en las impresoras 3D. Por ejemplo, si tu cabezal tarda demasiado tiempo en moverse entre dos puntos, es probable que se produzca encordado, ya que el plástico fundido dispone de más tiempo para rezumar desde el cabezal. Sin embargo, si el cabezal de impresión puede desplazarse a más velocidad, quizás el movimiento sea lo suficientemente rápido para que el filamento no tenga tiempo de rezumar.
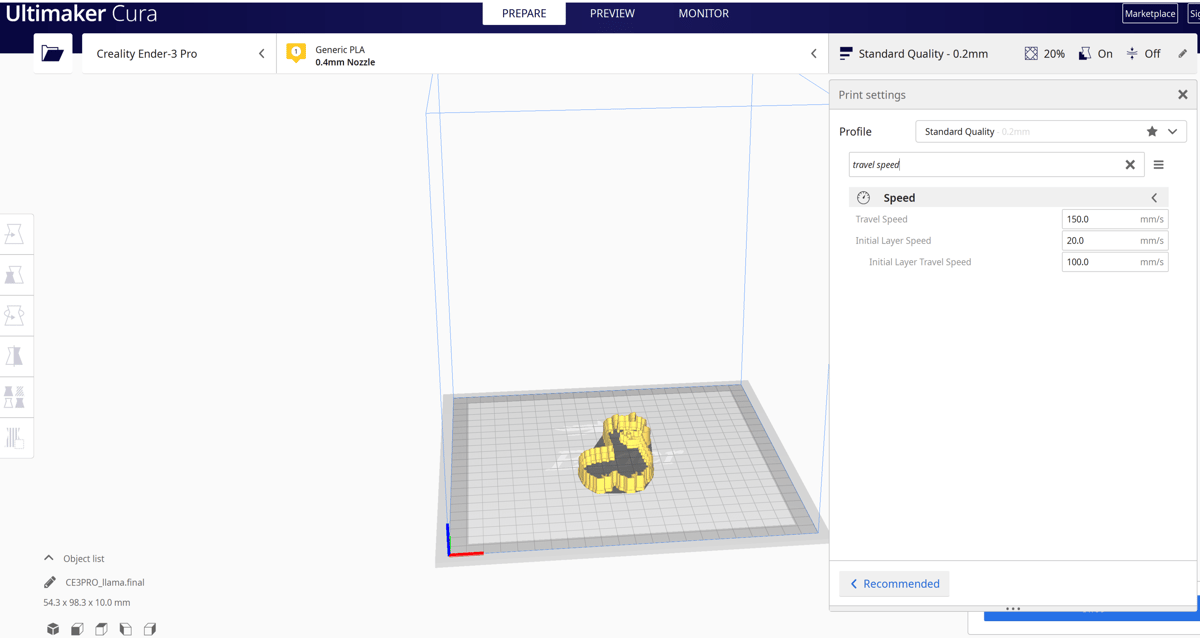
Este ajuste se llama «Velocidad de desplazamiento» en Cura, y aumentarlo puede reducir el encordado en tus impresiones 3D. Sin embargo, si la temperatura es baja y la velocidad de impresión es demasiado alta, puedes acabar con problemas de subextrusión porque el plástico no tendrá tiempo suficiente para depositarse.
Por lo general, una velocidad de 190-200 mm/s suele resultar adecuada para la mayoría de materiales de impresión. Sin embargo, según MatterHackers, 150 mm/s es la velocidad de desplazamiento ideal para la mayoría de impresoras.
Un ajuste similar en otros slicers, incluido Simplify3D, es «X/Y Axis Movement Speed» («Velocidad de movimiento del eje X/Y»). Básicamente, te permite cambiar la velocidad del cabezal de impresión mientras se mueve de lado a lado hacia los lugares donde debe depositarse el filamento. Aumentar la velocidad implica menos tiempo para el rezumado durante los movimientos de desplazamiento.
Aunque no es un ajuste de velocidad propiamente dicho, la duración real de los movimientos del cabezal de impresión también puede influir en la formación de encordado. Cuanto más largo sea el movimiento de desplazamiento, más probable es que el plástico rezume por el cabezal. Algunos slicers ajustan la trayectoria de desplazamiento para favorecer movimientos más cortos. Por ejemplo, el ajuste «Avoid crossing outline for travel movement» («Evitar cruzar el contorno en el movimiento de desplazamiento») de Simplify3D mantiene las trayectorias de desplazamiento ajustadas para reducir las posibilidades de rezumado.

Limpia el cabezal antes de imprimir

Si utilizas una impresora durante mucho tiempo, especialmente con un único tipo de material de impresión como PETG, el filamento puede dejar una fina capa de residuo en el cabezal. Esta capa fina puede provocar el encordado en las impresoras 3D, ya que los hilos de filamento intentarán adherirse a la superficie de la pieza impresa.
Para evitar problemas de encordado, asegúrate de limpiar bien el cabezal antes de imprimir. Empieza por el exterior del cabezal, limpiándolo con un paño húmedo mientras aún está caliente. Esto debería eliminar la suciedad del exterior del cabezal, pero es posible que tengas que utilizar un cepillo de alambre o una cuchilla pequeña para eliminar los restos de material.
A continuación, debes limpiar el interior del cabezal y eliminar los residuos que obstruyen el orificio de salida. La forma más fácil de hacerlo es insertar una pequeña aguja o fresa en el cabezal. Esto debería romper la suciedad y despejar el interior del cabezal. Sin embargo, si no funciona, también puedes probar el método de la tracción en frío (también llamado cold pull) para eliminar cualquier resto de suciedad que hayan dejado los filamentos anteriores.
Si sigues experimentando problemas después de realizar la limpieza aplicando los métodos anteriores, es posible que tengas que reemplazar tu cabezal. Asegúrate de calentar el hot end para derretir cualquier material atascado en el interior y eliminar el filamento introducido en el extrusor. Una vez eliminado todo el material residual, puedes quitar el cabezal. A continuación, limpia el hot end con una pequeña púa metálica antes de colocar el nuevo cabezal.
Para obtener información más detallada, consulta nuestra guía de limpieza de los cabezales.
Asegúrate de que los filamentos no estén húmedos
La humedad en el aire puede dañar el filamento y provocar el encordado. Una vez que el filamento ha absorbido humedad, esta tiende a convertirse en vapor a medida que el plástico se calienta. Ese vapor puede mezclarse con el plástico, aumentando la probabilidad de rezumado durante los movimientos de no impresión. Los filamentos de PLA son especialmente sensibles a este problema, porque dicho material tiende a absorber más humedad, en comparación con el ABS y otros materiales. Sin embargo, todos los filamentos de impresión 3D de modelado por deposición fundida son higroscópicos en mayor o menor medida.
Un encordado intenso es señal de un filamento húmedo. La buena noticia es que puedes secar el filamento tú mismo de forma segura y dejarlo listo para imprimir aplicando alguno de estos métodos. El primero es adquirir un secador de filamento. Estas máquinas calientan el filamento y evaporan la humedad en un entorno controlado. Los modelos Sovol SH01 y Sunlu FilaDryer S2 son dos buenas opciones para secar filamento.
Otra alternativa es secar el filamento en el horno doméstico. Tendrás que comprobar la temperatura de transición vítrea de tu filamento y esperar a que el horno se caliente antes de meter la bobina. Una buena regla general es dejar el filamento en el horno entre cuatro y seis horas. Si tu horno no es adecuado para este proceso, también puedes utilizar un deshidratador de alimentos.
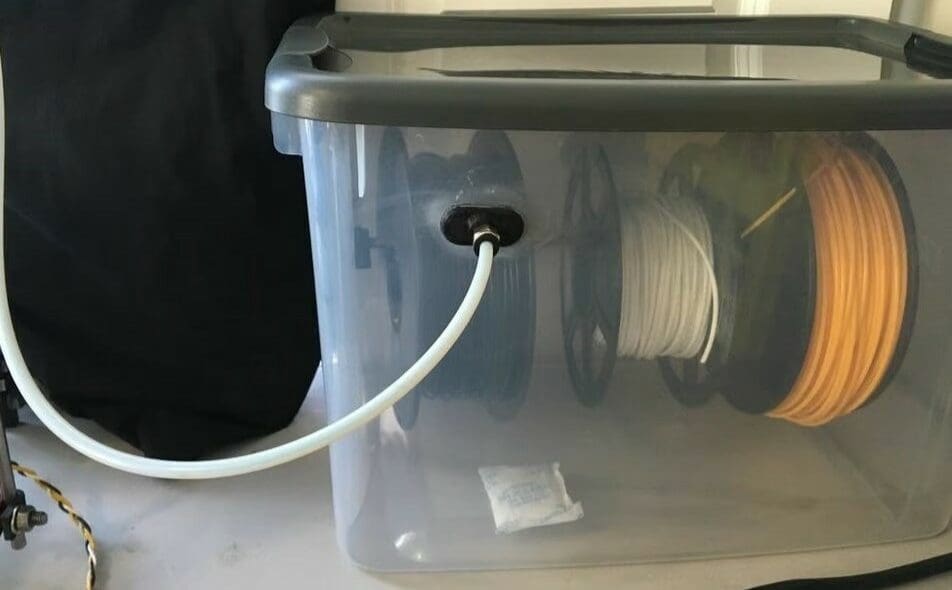
Una vez que hayas secado correctamente el filamento, deberás almacenarlo en un entorno sin humedad. Algunas buenas soluciones de almacenamiento a tener en cuenta son las cajas herméticas, los paquetes desecantes y las bolsas de almacenamiento al vacío. Puedes comprar una caja estanca específica, como la PolyBox de Polymaker o decantarte por una opción que puedas fabricar tú mismo, como un contenedor de almacenamiento Rubbermaid.
Licencia: El texto del artículo "Stringing (impresión 3D): 5 trucos contra los hilos" de All3DP está bajo una licencia de Atribución 4.0 CC BY 4.0..