Calibrar el extrusor (impresora 3D): 7 etapas fáciles

¿Ve algo raro en sus impresiones 3D? ¡Quizás necesita calibrar el extrusor! Siga leyendo y descubra cómo hacerlo.
Por muchas razones, la calibración de los E-steps es crucial para la impresión 3D mediante modelado por deposición fundida (FDM). Contar con una extrusión bien parametrizada garantiza que su impresora impulse exactamente la cantidad correcta de filamento a través del hotend durante la impresión. De lo contrario, su impresión no contará con la cantidad correcta de filamento y la calidad de la pieza se verá afectada.
Si hay poco filamento, la impresión mostrará huecos entre las capas, y puede que las propias capas sean demasiado delgadas o desaparezcan por completo. La adherencia tampoco será buena y puede ocurrir que las capas de las impresiones se delaminen y se deformen (warping).
Por el contrario, si hay demasiado filamento, las impresiones sufrirán problemas de sobreextrusión, lo que provocará la aparición de gotas, de encordado y de detalles con aspecto impreciso. Una sobreextrusión extrema también puede contribuir al atasco del filamento en el hotend y a la obstrucción de este.
Para evitar estos problemas, lo primero que debe hacer antes de calibrar los E-steps es todo ese mantenimiento que ha estado posponiendo. Una de las causas más comunes de la subextrusión es una rueda dentada sucia en el extrusor que provoca un mal agarre. Sin embargo, si ha realizado todo el mantenimiento normal y sus impresiones siguen siendo de baja calidad, le sugerimos que siga esta sencilla guía paso a paso para calibrar el extrusor.
Para empezar, la mejor manera de calibrar los E-steps dependerá de su configuración, así que vamos a asegurarnos de que partimos del punto correcto.

Primeros pasos
Esta guía es para impresoras que cuentan con firmware Marlin. Si el suyo es Klipper, tendrá que realizar un procedimiento similar, pero no idéntico, que calibrará la distancia de rotación de su motor de extrusión. Si tiene una máquina Klipper, no se preocupe; también tenemos información para usted.
También debe tener en cuenta que esta guía es principalmente para impresoras de un solo extrusor. Si su impresora Marlin tiene más de un extrusor, tendrá que calibrar cada uno por separado, pero le indicaremos en qué momento es necesario hacerlo.
El objetivo de cualquier procedimiento de calibración es reducir al máximo los errores del sistema. Con ello, se espera alcanzar un punto que sea suficientemente bueno, no perfecto. Si no está experimentando problemas de impresión, debería plantearse si su calidad de impresión es lo suficientemente buena. Si lo es, mejor no toque nada.
Si, por el contrario, decide calibrar sus E-steps, y el resultado no es satisfactorio del todo, repita el proceso. Recomendamos ejecutar este procedimiento de calibración tres veces y después realizar una impresión de prueba. Tenga en cuenta que el retorno será cada vez menor, a medida que se acerque al valor ideal.
Si no tiene clara alguna parte del procedimiento, es probable que aumente los errores de su sistema si sigue adelante. Todos los pasos descritos aquí están dentro de sus posibilidades. (Es decir, si ha sido capaz de aprender a nivelar la cama de impresión, a cortar un STL, a cambiar el filamento y a ejecutar una impresión, ¡Podrá con esto!). Abordar cualquier proceso de calibración con demasiada o poca confianza puede provocar errores en tu técnica, y esos errores humanos (que son normales) producirán errores en tu sistema de impresión. Relájese y respire. Debería tratarse de un proceso tan poco estresante como prepararse una taza de chocolate caliente. De hecho, mejor haga eso primero.
Herramientas y materiales necesarios

Una vez ha decidido que calibrar sus E-steps mejorará la calidad de su impresión, va a necesitar algunas cosas:
- Su impresora 3D
- Cualquier filamento no flexible (le recomendamos usar un material barato; la calidad del filamento no afecta a este procedimiento)
- Calibradores
- Rotulador permanente
- Bolígrafo y papel
- Ordenador con el siguiente software:
- Una forma de conectarse a su impresora de las siguientes:
- Cable de serie y controladores para su impresora
- Tarjeta SD
Preparación del filamento
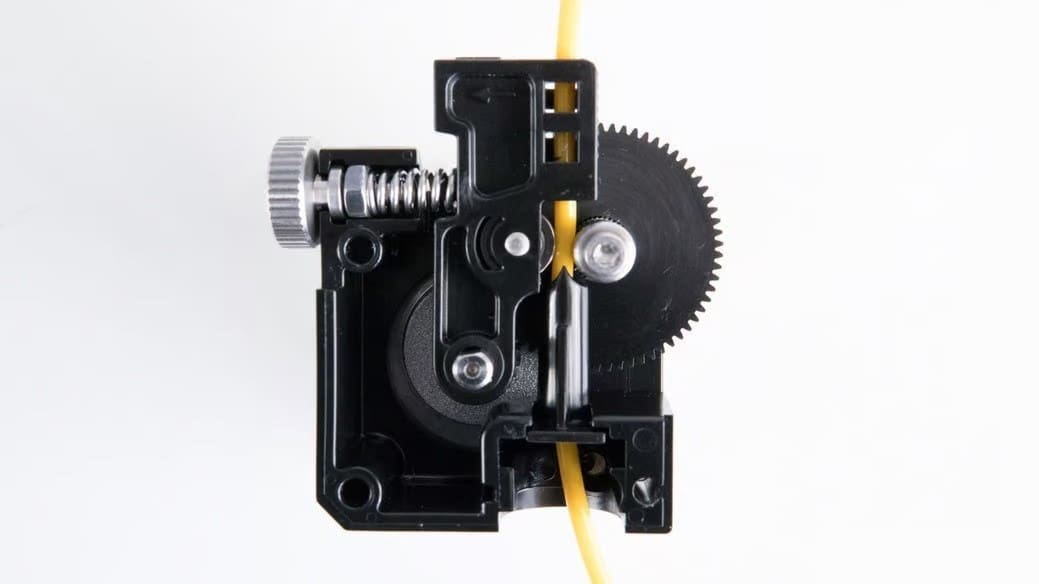
El primer paso depende de si está calibrando un extrusor directo o uno Bowden.
Carga
Si su impresora tiene un extrusor Bowden, descargue el filamento que esté cargado y desconecte el tubo Bowden de la salida del extrusor. Vuelva a cargar el filamento en el extrusor para que empiece a salir por el cabezal.
Si su impresora tiene un extrusor directo, puede retirar el bloque calefactor y el cabezal del tubo de alimentación. (Déjelo conectado eléctricamente, pero almacénelo donde no pueda quemarse con él ni causar ningún daño). Esto le permitirá reutilizar posteriormente el filamento empujado a través del extrusor y eliminará la posibilidad de que los bloqueos o la contrapresión del cabezal interfieran en su calibración. La retirada del bloque calefactor no es necesaria para ejecutar el procedimiento de calibración, pero tenga en cuenta que puede estar utilizando bastante filamento, sobre todo si está realizando grandes cambios en el valor de los E-steps.
Marcado
Para realizar la calibración, enviaremos 100 mm de filamento a través del extrusor. Antes de hacerlo, sin embargo, tendrá que marcar el filamento a una distancia de 120 mm de la entrada del extrusor. Estos 20 mm adicionales permiten medir la sobreextrusión o la subextrusión.
Consejos
Aunque necesitamos que el hotend esté por encima de cierta temperatura para que el extrusor pueda extrudir de forma continua (fundiendo el filamento y permitiendo que fluya), los pasos siguientes pueden llevar cierto tiempo. Mantener el hotend caliente durante estos pasos, en el mejor de los casos supone un desperdicio de energía y, en el peor, puede provocar un bloqueo. Así que esperaremos a un paso posterior para precalentar el hotend. Existe un comando de Marlin que permite la «extrusión en frío», pero no recomendamos utilizarlo, ya que puede causar problemas tras la calibración.
Una distancia mayor, como 500 mm, proporcionaría un resultado más preciso, pero es más difícil de medir con exactitud y supone desperdiciar mucho plástico. Si tiene forma de medir este resultado más largo, cambie los valores «E» y «F» de los códigos siguientes por el número de milímetros que vaya a utilizar (por ejemplo, G1 E500 F500). Tenga en cuenta la velocidad máxima de su extrusor, que será inferior cuando el extremo caliente esté acoplado.
Ahora que tenemos el filamento cargado y marcado, necesitamos indicar a nuestra impresora que mueva ese filamento.
Comunicación con la impresora
Hay varias formas de dar indicaciones a su impresora. Algunas son más eficaces que otras, pero todas funcionan tanto para sistemas de extrusión Bowden como directa.
Una forma de comunicarse con la impresora es mediante la interfaz de serie. Esta es probablemente la forma más sencilla de indicar a su impresora los movimientos que debe realizar si tiene OctoPrint instalado o si normalmente tiene su máquina conectada mediante USB.
Otra forma es utilizar una tarjeta SD, es decir, escribir el código y ejecutarlo utilizando una tarjeta SD. Esto es lo mejor si normalmente utiliza una tarjeta SD y no tiene un ordenador cerca de su impresora, o si nunca ha conectado un ordenador a su impresora y no quiere hacerlo ahora.
Existe un tercer método para los más atrevidos, en el que intervienen Marlin 2.0 (y versiones posteriores), una pantalla LCD y un controlador. Trataremos brevemente este método al final del artículo.
Mediante la interfaz de serie

Conecte su impresora al ordenador mediante una conexión USB o wifi (si su impresora dispone de esta opción). Abra y conecte un slicer que le permita mandar comandos de código G de una sola línea a la impresora, como por ejemplo Simplify3D, Pronterface u OctoPrint. Si tiene problemas para conectarse a su máquina, compruebe si dispone de los controladores correctos del fabricante de su impresora.
Tendrá que encontrar la sección de su slicer dedicada a la impresión mediante conexión directa. Por ejemplo, en Simplify3D, deberá ir a la ventana del panel de control de la máquina. En el caso de la mayoría de impresoras basadas en RAMPS o Atmega, también debería poder usar el monitor de serie del entorno de desarrollo integrado de Arduino (Arduino IDE).
Envíe el comando M83 a la impresora para habilitar el modo relativo (Relative Mode) en el extrusor.
Mediante una tarjeta SD
Para este método, solo necesitaremos unas pocas líneas de código G. Estas pueden escribirse en un editor de texto libre; para ello, recomendamos Notepad++, aunque el Notepad normal funcionará perfectamente.
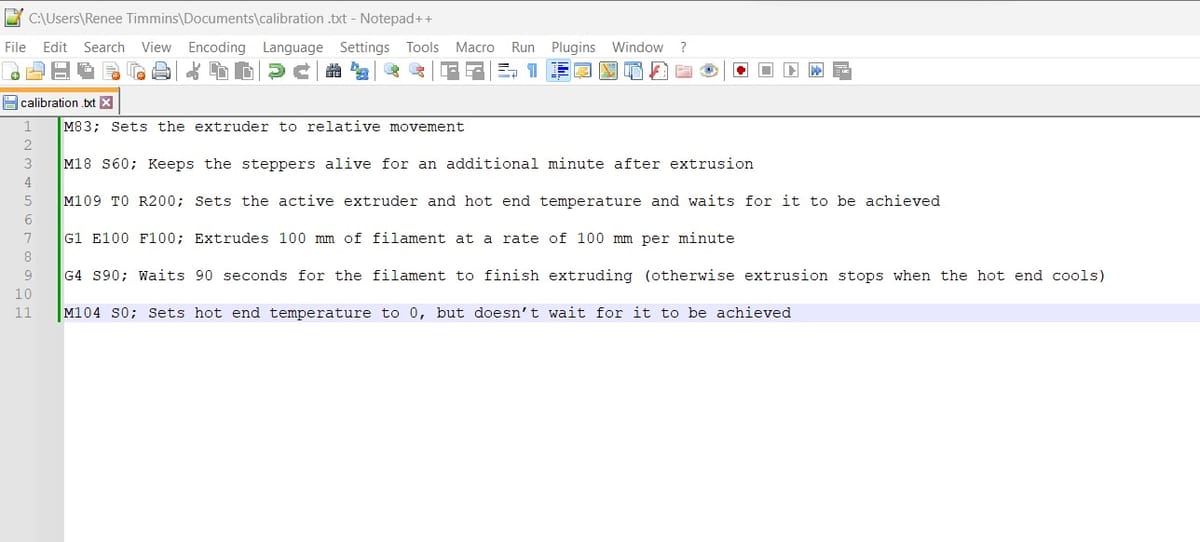
Copie el siguiente código en el editor de texto. Si lo desea, puede borrar los comentarios (es decir, todo lo que hay después del punto y coma en cada línea). Para obtener más información sobre cada comando, consulte la página web de Marlin. Le recomendamos que se familiarice con el código correspondiente antes de introducirlo en su máquina.
M83; Pone el extrusor en movimiento relativo M18 S60; Mantiene los motores paso a paso activos durante un minuto adicional después de la extrusión M109 T0 R200; Establece la temperatura activa del extrusor y del hotend y espera a que se alcance G1 E100 F100; Extrude 100 mm de filamento a una velocidad de 100 mm por minuto G4 S90; Espera 90 segundos a que el filamento termine de extrudirse (de lo contrario, la extrusión se detiene cuando se enfría el hotend) M104 S0; Establece la temperatura del hotend en 0, pero no espera a que se alcance
Guarde el archivo con un nombre representativo, como «cal_ext.gcode», en su tarjeta SD.
Si tiene una máquina con varios extrusores, tendrá que guardar un archivo para cada extrusor con nombres diferentes (por ejemplo, «cal_ext_izquierdo.gcode», «cal_ext_derecho.gcode», o similar). También tendrá que cambiar «T0» en el comando M109 por el extrusor correcto (por ejemplo, M109 T1 R200). Para saber qué extrusor es cada uno, siga el procedimiento que se indica a continuación.
Configuración de varios extrusores: identificación de los extrusores
Simplemente, cargue cualquier modelo en su slicer favorito y corte un archivo por cada extrusor. Asegúrese de desactivar cualquier ajuste de adherencia de la cama de impresión, torres de imprimación o alimentación a presión para los hotends. Nombre el archivo con el mismo nombre que su extrusor.
Ahora abra cada archivo de código G de uno en uno y busque M104 o M109. Habrá un parámetro ‘T’ en la misma línea, que es el nombre del extrusor para ese archivo. Anote qué extrusor es cada uno a medida que realiza el proceso.
Inicio de la extrusión

Ahora, independientemente de la forma en que se comunique con su impresora, ¡es hora de poner el filamento en movimiento!
Mediante la interfaz de serie
En primer lugar, envíe M109 T0 R200 para seleccionar el extrusor 0 y precalentar el hotend asociado a 200 grados.
Ahora, envíe el comando G1 E100 F100 a la impresora. Poco a poco, irán pasando por el extrusor lo que la máquina calcula que son 100 mm de filamento.
Esta operación se lleva a cabo en un minuto para evitar cualquier problema con la tensión del filamento o la presión en el hotend, los cuales podrían afectar a los resultados.
Si tiene una máquina con extrusión múltiple, tendrá que repetir este paso, cambiando «T0» por el identificador T correspondiente a cada extrusor.
Mediante una tarjeta SD
Simplemente, inserte su tarjeta SD y seleccione «Imprimir desde tarjeta SD» de la forma habitual en que inicia un trabajo de impresión. Elija el archivo de calibración que acaba de crear e inicie la impresión.
Para ambos métodos, debe observar y escuchar atentamente durante la extrusión. Preste especial atención a los deslizamientos o al triturado (grinding) del filamento, así como a los pasos omitidos, que se perciben como pequeños chasquidos. Si esto ocurre, debe solucionar el problema antes de calibrar el extrusor. En este caso, es probable que su calibración esté bien, pero que otra cuestión sea la raíz de su problema. ¿Ha realizado el mantenimiento que mencionamos al principio?
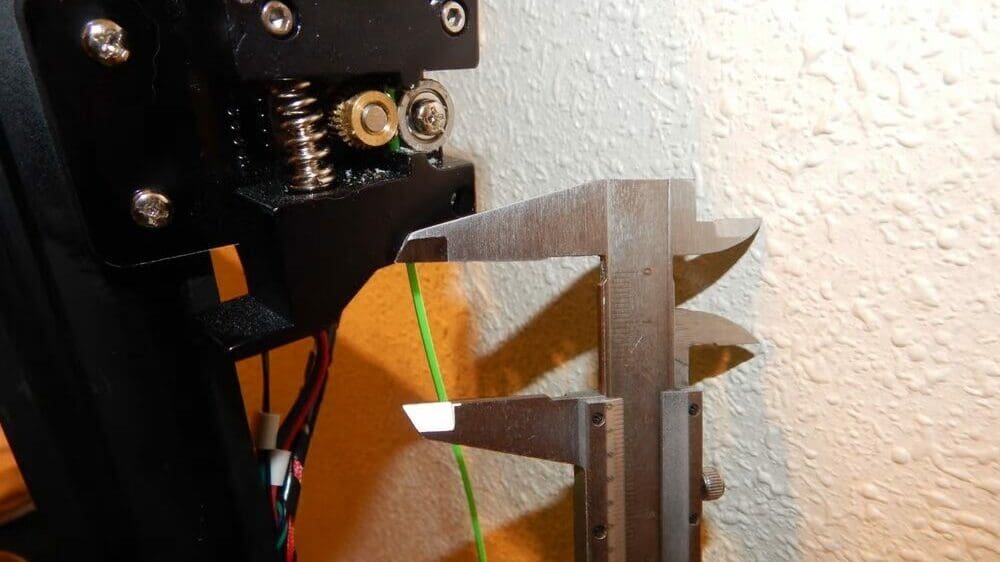
Vuelve a medirlo
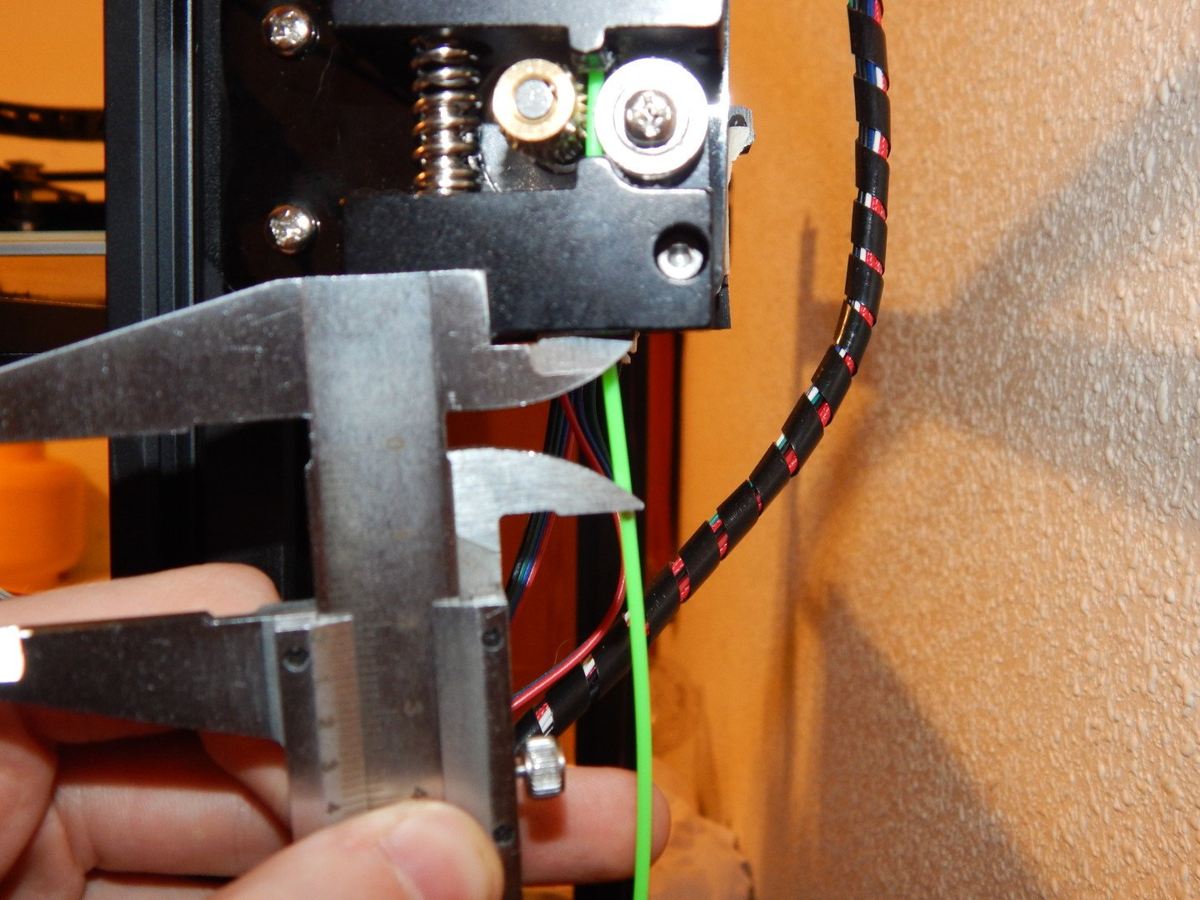
Hecho esto, la impresora debería haber extrudido exactamente 100 mm de filamento. Para comprobarlo, mida el filamento desde el extrusor hasta la marca original que usted hizo.
Si mide 20 mm, su extrusor está bien calibrado y ya puede dejar de seguir estas instrucciones.
Si mide más de 20 mm, es probable que haya un problema de subextrusión y que deba aumentar el valor de su ajuste para pasos/mm.
Si mide menos de 20 mm, hay un problema de sobreextrusión, así que deberá reducir el valor del ajuste para pasos/mm.
Calcula en valor correcto para pasos por milímetro
Para ajustar con precisión el extrusor, debe determinar el valor actual de pasos por milímetro de la impresora y, a continuación, calcular el valor correcto de los E-steps.
Mediante la interfaz de serie
Envíe el comando M92 a su impresora. Esto le devolverá una cadena de valores. Encuentre la línea que comienza por echo: M92, luego encuentre el E-value (normalmente al final de esa línea). Este es el valor actual de pasos/mm.
Si el comando M92 no funciona, puede que esté ejecutando un firmware más antiguo. M503 debería devolverle los valores que necesita.
Mediante una tarjeta SD
Por desgracia, Marlin no ofrece ninguna forma de volcar su configuración en una tarjeta SD. En su lugar, dispone de algunas otras opciones:
- Si se trata de su primera calibración, consulte la información del fabricante para conocer el valor por defecto.
- Si construyó su propia impresora, la información estará en el firmware que cargó.
- Si está utilizando Marlin 2.0, el valor está disponible a través de los menús en pantalla (varía según la máquina).
- Si ha calibrado previamente su extrusor, compruebe esa nota que tomó y que sin duda ha guardado cuidadosamente, ¿verdad?
Cálculo
- En primer lugar, debemos saber cuánto finalmente se ha extrudido realmente. Podemos averiguarlo restando de 120 la distancia desde el extrusor hasta la marca en el filamento:
- 120 mm – (longitud del extrusor a la marca) = (longitud real extrudida)
- Ahora, necesitamos saber cuántos pasos realizó el extrusor para extrudir esa cantidad de filamento. Podemos determinar ese valor multiplicando el valor pasos/mm por la longitud que se debería haber extrudido, en este caso, 100 mm:
- (valor pasos/mm) x 100 mm = (pasos realizados)
- Por último, podemos calcular el valor pasos/mm correcto dividiendo los pasos dados por la longitud real extrudida:
- (pasos dados) / (longitud real extrudida) = (nuevo valor pasos/mm)
Ahora, todo lo que tenemos que hacer es establecer ese valor final como el valor de pasos/mm de la impresora, ¡y listo!
Introducción del nuevo valor para pasos por milímetro
La actualización del valor de los E-steps es sencilla y, como la mayoría de los demás pasos de este proceso, se realiza con comandos de código G.
Mediante la interfaz de serie
Para establecer un nuevo valor de pasos/mm, envíe primero el comando M92 E###.#, sustituyendo las almohadillas (#) por el nuevo valor de pasos/mm que obtuvo en el paso anterior. Guarde esta información en la memoria de su impresora enviando el comando M500.
Lo mejor que puede hacer al llegar a este punto es apagar su impresora y volver a encenderla. A continuación, envíe de nuevo el comando M92 (o M503) a su impresora y compruebe que el E-value coincide con el nuevo valor de pasos/mm. Si no es así, repita la primera parte de este paso.
Mediante una tarjeta SD
Del mismo modo que escribió el código G para la extrusión, tendrá que escribir un pequeño fragmento de código para establecer el nuevo valor. Todo lo que necesitará es:
M92 E###.# T0; Sustituya las almohadillas (#) por el nuevo valor de pasos/mm que ha obtenido en el último paso M500; Guarda el nuevo valor en EEPROMGuarde esta información en su tarjeta SD. Le sugerimos que dé al archivo un nombre que indique el número, por ejemplo «esteps_92-8.gcode», para que esa nota en papel que sin duda sí hizo y sin duda no ha perdido no sea tan crucial.
Ahora bien, ¿hemos conseguido el efecto deseado?
Confirmación de que el procedimiento ha funcionado

Para comprobar que los E-steps de su extrusor ahora están correctamente calibrados, puede repetir los pasos del 1 al 4. Esta vez, debería obtener un valor de exactamente 20 mm entre el extrusor y la marca. Si no es así, vuelva a calcular el valor y guárdelo de nuevo.
También puede ocurrir que cada vez que realice la calibración esté ajustando el sistema a un lado u otro de algún punto central. Si esto ocurre, ajuste el valor de pasos/mm a un promedio de sus resultados y realice una impresión de prueba. Recuerde, si la impresora imprime bien, no necesita realizar ninguna calibración.
Extrusión múltiple
Si tiene una máquina con extrusión múltiple, puede que esta no admita múltiples valores de E-steps (como es el caso de algunas máquinas LulzBot). Dependerá de cómo se haya configurado el firmware, pero a menos que usted mismo haya creado el archivo de configuración, no es posible averiguarlo en su máquina. Aunque el fabricante debería poder aconsejarle sobre esta cuestión, un indicio sería que, después de repetir los pasos del 1 al 4, todos sus extrusores estén utilizando los mismos valores para E0.
Existe una solución para esto utilizando el código G de inicio. Simplemente inserte M92 E###.# en el código G de inicio del extrusor correspondiente.
¡Ahora su impresora debería tener un extrusor perfectamente calibrado!
Método alternativo

¿No le gusta escribir código G, pero aun así quiere actualizar sus E-steps? Pues, si está ejecutando Marlin 2.0 con una pantalla LCD y un controlador, ¡está de suerte!
Simplemente configure el filamento como se describe en el paso 1, precaliente el cabezal y haga pasar 100 mm por el extrusor. ¡Tenga cuidado! Cuando hace pasar el filamento, el extrusor está en modo absoluto por defecto, y recibe los comandos en el orden en que usted los envía. Si va demasiado lejos y luego da marcha atrás, eso mismo es lo que hará el extrusor.
Una vez que haya hecho pasar el filamento, busque el menú Motion (Movimiento). Sus E-steps/mm actuales estarán anotados aquí (normalmente, en la parte más inferior). Entonces podrá realizar el cálculo descrito en el paso 5. Si necesita un nuevo valor, introdúzcalo en el mismo menú. No olvide guardar sus nuevos valores utilizando la selección Save values (Guardar valores) del menú siguiente.
Realice la prueba una y otra vez, si lo desea. Este método es muy práctico para comprobar rápidamente su calibración y la repetibilidad del movimiento del extrusor.
Licencia: El texto del artículo "Calibrar el extrusor (impresora 3D): 7 etapas fáciles" de All3DP está bajo una licencia de Atribución 4.0 CC BY 4.0..