PETG Drucken: Die perfekten Druckeinstellungen

Finden Sie heraus, was die besten PETG-Druckeinstellungen sind, darunter auch Einstellungen für die Drucktemperatur und Kühlung!
Wenn Sie bisher nur mit PLA gedruckt haben, verpassen Sie die enormen Vorteile von PETG-Filament. PETG ist nicht nur weniger spröde, widerstandsfähiger und etwas flexibler als herkömmliches PLA, was zu haltbareren, weniger bruchanfälligen Drucken führt, sondern PETG ist auch unempfindlich gegenüber Feuchtigkeit, Sonnenlicht und sogar Stoffen wie Ölen oder Alkoholen, die PLA beschädigen könnten.
PETG eröffnet Ihnen weitere praktische Anwendungsmöglichkeiten für Ihren 3D-Druck – stabilere Teile, Projekte im Außenbereich und alles, was eine längere Lebensdauer erfordert. Allerdings sind einige Anpassungen der Druckeinstellungen erforderlich, auf die wir weiter unten eingehen. Sobald Sie diese jedoch vorgenommen haben, werden Sie feststellen, dass PETG genauso zuverlässig wie PLA ist, nur vielseitiger.
In diesem Artikel behandeln wir alles, was Sie wissen müssen, um die bestmöglichen PETG-Drucke zu erhalten. Von Ihren Druckereinstellungen bis hin zu Tipps zum Slicen – wir haben alles für Sie vorbereitet.
PETGs problematische Druckeinstellungen
Obwohl es sich um ein sehr beliebtes Material handelt, kann es schwierig zu drucken sein, insbesondere für Anfänger. Unsere Leser fragen uns ständig nach den widersprüchlichen Ratschlägen zu PETG, und wir antworten ihnen in der Regel, dass die Einstellungen für einen bestimmten Drucker oder eine bestimmte PETG-Marke nicht unbedingt auf andere übertragbar sind. Aus diesem Grund verwenden so viele Hersteller ihre favorisierte PETG-Marke und bleiben dabei.
Außerdem gibt es so viele Arten von PETG, von durchsichtig bis mit Kohlefaser gefüllt, dass sie praktisch gesehen beim Drucken genauso gut völlig unterschiedliche Polymere sein könnten
Sehr oft sind PETG-Druckeinstellungen eher als Richtlinien zu verstehen; Sie müssen einige Druckparameter anpassen, um die besten Einstellungen für Ihren Drucker zu finden. Die Anpassungen, die Sie vornehmen müssen, reichen von der Düsentemperatur über die Betttemperatur bis hin zur Druckgeschwindigkeit und Lüftergeschwindigkeit.
Werfen Sie einfach einen Blick auf die Druckeinstellungen für diese beliebten PETG-Filamente.
Aufstellen des Bettes

Das Drucken mit PETG unterscheidet sich ein wenig vom Arbeiten mit PLA, vor allem weil es extrem stark klebt. Wenn Sie Ihr Druckbett nicht richtig vorbereiten, kann sich der Druck so stark an der Oberfläche festsetzen, dass er Stücke aus einer PEI-Folie herausreißt oder sogar mit dem blanken Glas verschmilzt.
Der Trick besteht darin, ihm etwas zu geben, an dem es haften kann, ohne sich festzuschweißen. Eine dünne Schicht Klebstoffstift, Magigoo oder sogar Haarspray erfüllt diesen Zweck. Betrachten Sie es weniger als Klebstoff, sondern eher als Schutzbarriere – es sorgt dafür, dass der Druck während des Druckvorgangs an Ort und Stelle bleibt, sich aber danach dennoch sauber ablösen lässt.
Das Druckbett sauber zu halten ist ebenso wichtig. Warmes Wasser und etwas Spülmittel wirken in der Regel besser als Isopropylalkohol, der Rückstände eher verschmiert als entfernt. Außerdem sollten Sie die Düse im Vergleich zu PLA etwas höher einstellen. PETG mag es nicht, wenn es auf das Druckbett gedrückt wird. Ist die erste Schicht zu fest, haftet es viel zu stark.
Was die Oberflächen angeht, ist eine strukturierte PEI-Platte in der Regel die einfachste und sicherste Wahl. Die Teile haften während des Druckvorgangs gut und lassen sich nach dem Abkühlen des Druckbetts leicht ablösen. Glatte PEI- oder Glasplatten können ebenfalls verwendet werden, jedoch nur, wenn Sie zuvor eine Trennschicht auftragen – bedrucken Sie diese niemals direkt mit PETG, da sonst die Gefahr einer dauerhaften Verklebung besteht. Glas sorgt für eine glänzende Oberfläche, aber wenn Sie den Klebstoffstift vergessen, gibt es kein Zurück mehr. Garolite (FR-4) bietet ebenfalls guten Halt für PETG, manchmal allerdings etwas zu gut.

Trocknen Sie Ihr PETG

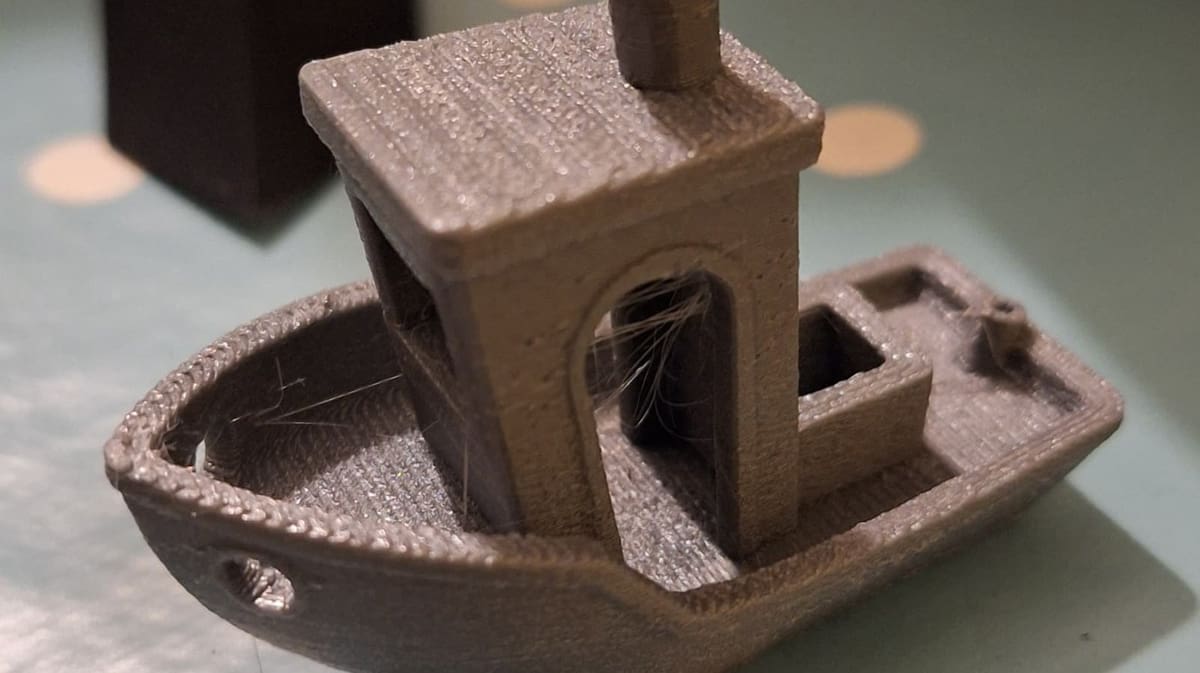
PETG gehört zu den Materialien, die gerne Feuchtigkeit aus der Luft aufnehmen, wenn man ihnen die Möglichkeit dazu gibt. Man merkt das nicht immer sofort, aber sobald es genug Wasser aufgenommen hat, treten Probleme bei den Drucken auf. Man hört Knacken und Knistern an der Düse, sieht kleine Blasen in der Extrusion oder erhält faserige, schwache Schichten, die nicht gut haften. Selbst eine Spule, die äußerlich in Ordnung aussieht, kann genug Feuchtigkeit enthalten, um einen großen Druck zu ruinieren.
Aus diesem Grund ist es in der Regel ratsam, PETG vor der Verwendung zu trocknen, insbesondere wenn die Spule länger als ein paar Tage in einem feuchten Raum gelagert wurde. Am einfachsten geht dies mit einem Filamenttrockner oder einem Dörrgerät, das eine konstante Temperatur von etwa 65 bis 70 °C halten kann. Wenn Sie keinen solchen Trockner haben, kann auch ein normaler Backofen verwendet werden, allerdings müssen Sie dabei sehr vorsichtig mit der Temperatur umgehen und darauf achten, dass diese nicht zu hoch wird. In der Regel reichen einige Stunden Trocknungszeit aus, um das Filament wieder in einen guten Zustand zu versetzen.
Sobald Sie es getrocknet haben, besteht der nächste Schritt darin, es trocken zu halten. Die Lagerung von PETG in einem versiegelten Behälter mit Trockenmittel ist der beste Weg, um zu vermeiden, dass Sie Ihre Spulen ständig neu trocknen müssen. Manche Leute drucken sogar direkt aus einer Trockenbox, um die Konsistenz zu gewährleisten. Auch wenn Sie manchmal damit durchkommen, PETG direkt von einer frischen, ungeöffneten Spule zu drucken, ersparen Sie sich auf lange Sicht viel Frust, wenn Sie es als ein Material behandeln, das gerne trocken gelagert wird.
Temperaturen, Einziehen und Auffädeln
Die Temperatur- und Rückzugseinstellungen für den Druck mit PETG stehen in engem Zusammenhang. Sehen wir uns beide genauer an:
Düsentemperatur und Düsentyp
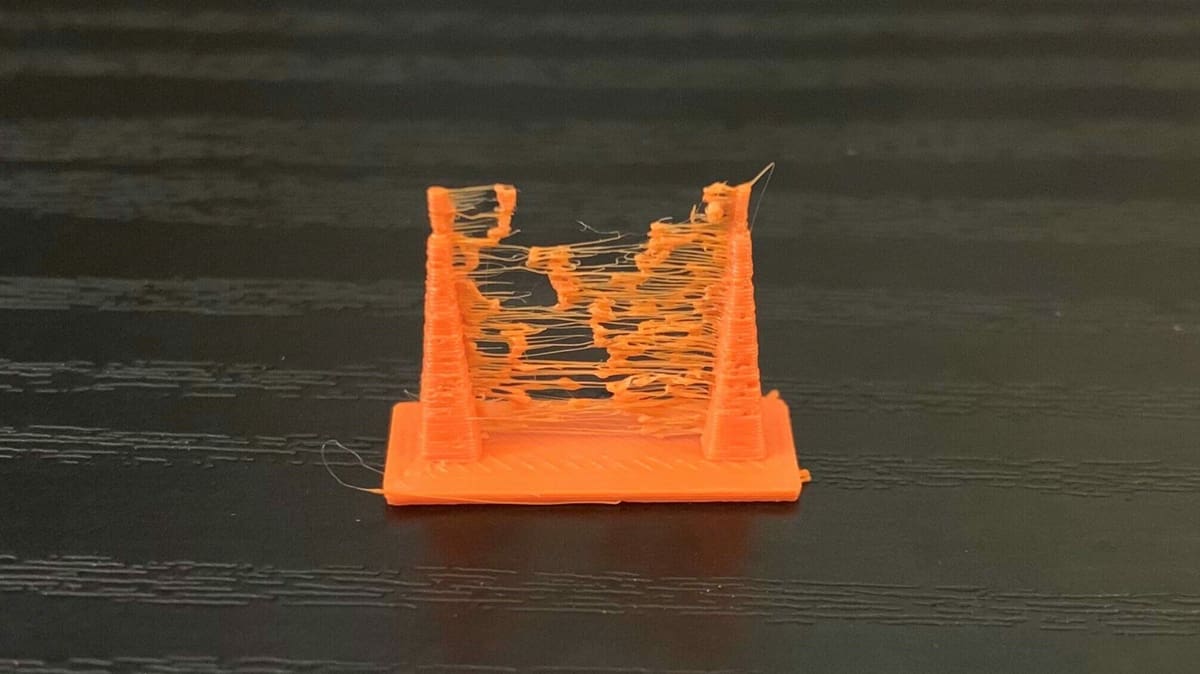
Die Düsentemperatur spielt eine wichtige Rolle für die Druckqualität von PETG-Teilen. Bei einer zu hohen Temperatur kommt es zu starkem Fadenziehen und Auslaufen, bei einer zu niedrigen Temperatur hingegen zu Aussetzern des Extruders.
Wie bereits erwähnt, handelt es sich bei der Drucktemperatur um einen Bereich. Beginnen Sie mit einer Temperatur von nur 220 °C und führen Sie einige Testdrucke durch. Wenn Sie während des Druckvorgangs ein klopfendes Geräusch hören, läuft Ihr Extruder ungleichmäßig und Sie sollten die Düsentemperatur um 5 °C erhöhen. Wiederholen Sie den Test, bis der Extruder gleichmäßig läuft.
Wie bereits erwähnt, besteht beim Drucken bei hohen Temperaturen die Gefahr von Fadenbildung und Auslaufen. Und da PETG ein sehr starkes und elastisches Material ist, lassen sich Fäden nur schwer entfernen. Wenn Sie die niedrigste Temperatur ohne Extruder-Skipping eingestellt haben und dennoch Fäden auftreten, versuchen Sie, Ihre Rückzugseinstellungen anzupassen.

Beim Drucken mit PETG muss das Hotend etwas härter arbeiten als bei PLA. In der Regel werden Temperaturen zwischen 230 und 260 °C verwendet, daher ist ein stabiles Hotend aus Metall die sicherste Wahl. Mit PTFE ausgekleidete Anlagen können sich zersetzen, wenn sie zu lange zu heiß betrieben werden, und PETG profitiert wirklich von einer zuverlässigen Schmelzzone mit guter Wärmeableitung, um Verstopfungen zu vermeiden.
Messingdüsen sind für normales PETG gut geeignet, aber wenn Sie Carbonfaser-, Glow- oder Metallmischungen verwenden, benötigen Sie eine gehärtete oder beschichtete Düse, um der zusätzlichen Abrasion standzuhalten. Wenn Sie schnell drucken möchten, kann eine etwas größere Düse, z. B. 0,6 mm, die Arbeit erleichtern, da das Filament besser fließen kann, ohne das Hotend zu überlasten. Und da PETG etwas klebrig sein kann, ist es hilfreich, die Düse gelegentlich mit einem Cold Pull zu reinigen, damit Ablagerungen die Extrusion nicht beeinträchtigen.
Die richtige Retraktion für PETG

Wählen Sie hier keine hohen Geschwindigkeiten (es sei denn, Ihr PETG-Filament ist speziell für hohe Geschwindigkeiten ausgelegt); dies mag bei ABS und PLA funktionieren, bei den meisten PETGs jedoch nicht. Stellen Sie die Rückzugsgeschwindigkeit sowohl für Bowden- als auch für Direktantriebsextruder auf etwa 25 mm/s ein. Die Rückzugsdistanz sollte für Bowden-Extruder auf etwa 6 oder 7 Millimeter und für Direktantriebsextruder auf 3 oder 4 Millimeter eingestellt werden. Bei PETG ist die Rückzugsgeschwindigkeit wichtiger als die Distanz. Wenn Sie immer noch Auslaufen und ziehende Fäden feststellen, versuchen Sie, die Rückzugsgeschwindigkeit zu verringern.
Wenn Sie nach wiederholter Anpassung der Einstellungen immer noch Probleme mit dem Rückzug haben, können Sie auch die Filamentspannung überprüfen und sicherstellen, dass Ihr Extruderkranzrad richtig festgezogen ist. Sie sollten das Filament nicht zu leicht herausziehen können.
Ein weiterer Parameter, der dazu beiträgt, das Tropfen zu reduzieren, ist die Verfahrgeschwindigkeit. PETG neigt dazu, aus der Düse zu tropfen, insbesondere wenn die Düsentemperatur hoch ist. Um dem entgegenzuwirken, versuchen Sie, die Verfahrgeschwindigkeit so hoch wie möglich zu steigern.

Gehäuse, Lüftergeschwindigkeiten und Kühlung
PETG benötigt im Gegensatz zu ABS oder Nylon keine Schutzhülle. Einer seiner großen Vorteile ist, dass es viel weniger anfällig für Verformungen und Risse ist, sodass Sie auf einem Gerät mit offenem Rahmen solide Drucke erzielen können, ohne sich Sorgen machen zu müssen, dass Zugluft Ihre Schichten ruiniert. Tatsächlich kann ein vollständig geschlossener Drucker die Verwendung von PETG manchmal etwas erschweren, da die zusätzliche Wärmeentwicklung den Filamentweg aufweichen oder zu Fadenbildung führen kann, wenn die Kammer zu warm wird.
Allerdings ist eine Schutzhülle nicht völlig nutzlos. Wenn Sie in einem kalten oder stickigen Raum drucken, kann eine stabile Lufttemperatur rund um den Drucker dazu beitragen, die Oberflächenbeschaffenheit und die Schichthaftung zu verbessern. Außerdem wird der Druck vor Staub geschützt und Geräusche werden reduziert, was manche Menschen schätzen. Streng genommen lassen sich PETG-Drucke jedoch auch ohne Schutzhülle gut ausführen, und für die meisten Hobbyanwender ist es tatsächlich sicherer und unkomplizierter, den Drucker offen zu lassen.
Die meisten PETG-Materialien lassen sich ohne Lüfter recht gut drucken. Im Gegensatz zu anderen Materialien, die während des Druckvorgangs Lüfter benötigen, erzielt PETG ohne Lüfter sogar bessere Ergebnisse, aber auch hier gilt: Es hängt vom jeweiligen PETG-Typ und der Marke ab. Wenn Sie Risse und Delaminationen in Ihren Drucken feststellen, schalten Sie die Lüfter aus, da der Druck ohne Lüfter die Schichthaftung verbessert.
Allerdings kann es bei Modellen mit kurzen Schichtzeiten von einer gewissen Kühlung profitieren. Versuchen Sie, den Lüfter auf 20 % bis 50 % einzustellen, um die Schichten zu kühlen. Lüfter können auch nützlich sein, wenn Sie mehr Details in Ihrem Druck wünschen oder wenn Sie Brücken drucken.
Stützstrukturen für PETG

Beim Drucken mit PETG kommt es bei der Entscheidung, ob Stützen verwendet werden sollen oder nicht, vor allem darauf an, die Vor- und Nachteile abzuwägen. PETG ist stark und langlebig, neigt jedoch dazu, Fäden zu ziehen und sich selbst zu verschmelzen, was bedeutet, dass Stützen manchmal fester haften können, als Ihnen lieb ist. Wenn Ihr Modell sie wirklich benötigt – beispielsweise bei steilen Überhängen oder Brücken, die Ihr Drucker nicht sauber verarbeiten kann –, ist es besser, Stützen hinzuzufügen, als einen Fehldruck zu riskieren. Wenn das Design es jedoch zulässt, das Teil neu auszurichten oder in mehrere Teile zu zerlegen, lohnt es sich oft, dies zu tun, um Stützen ganz zu vermeiden. PETG löst sich nicht immer sauber ab, und das Entfernen von Stützen kann Spuren auf der Oberfläche hinterlassen.
Wenn Sie sie dennoch verwenden müssen, ist es hilfreich, sie so einfach wie möglich zu entfernen. Durch eine leichte Vergrößerung des Z-Abstands zwischen Stütze und Modell entsteht ein kleiner Spalt, wodurch die Gefahr einer festen Verwachsung verringert wird. Sie können auch mit verschiedenen Stützmustern experimentieren: Gitter- oder Zickzackmuster lassen sich in der Regel leichter entfernen als dichtere Strukturen. Auch eine Verringerung der Stützdichte ist hilfreich, da PETG robust genug ist und in der Regel keine stark verstärkten Stützstrukturen benötigt.
Wenn Sie das Glück haben, einen 3D-Drucker mit zwei Extrudern zu besitzen, sollten Sie am besten lösliche Filamente wie PVA oder HIPS verwenden.
Sobald der Druckvorgang abgeschlossen ist, sollten Sie die Stützen erst entfernen, nachdem das Teil abgekühlt ist, da PETG im warmen Zustand noch leicht biegsam ist und an den Stellen, an denen die Stützen angebracht sind, reißen oder sich verziehen kann. Mit einer Zange oder einem Seitenschneider haben Sie mehr Kontrolle als wenn Sie die Stützen einfach mit der Hand abbrechen. Wenn kleine Stützreste zurückbleiben, können Sie die Oberfläche durch vorsichtiges Schleifen oder Abschneiden mit einem scharfen Messer säubern. Es ist normal, dass die Stellen, an denen die Stützen das Modell berührt haben, etwas rau sind, aber durch sorgfältige Schnitt-Einstellungen und geduldiges Entfernen können Sie den Schaden minimieren.

Geschwindigkeit und Hochgeschwindigkeits-PETG
Wie bereits erwähnt, reagiert PETG sehr empfindlich auf die Druckgeschwindigkeit. Bei zu hoher Druckgeschwindigkeit kommt es zu einer schlechten Schichthaftung, Extrudersprüngen und einer geringen Druckqualität, bei zu niedriger Druckgeschwindigkeit hingegen zu verformten Teilen, Fadenbildung und Auslaufen.
Sie müssen die optimale Einstellung für den von Ihnen verwendeten Drucker und das verwendete Filament finden. Beginnen Sie am besten mit einer niedrigen Druckgeschwindigkeit. Wir empfehlen, mit 15 mm/s zu beginnen und die Geschwindigkeit schrittweise zu erhöhen. Die Verfahrbewegungen sollten so schnell wie möglich sein, mindestens 120 mm/s, um ein Auslaufen zu vermeiden.
Was ist Hochgeschwindigkeits-PETG?
Es gibt eine wachsende Auswahl an Hochgeschwindigkeits-PETG-Filamenten von Herstellern wie Bambu Lab, Flashforge, eSun und anderen. „Hochgeschwindigkeits-PETG“ (manchmal auch als PETG HS, PETG HF, PETG High Flow usw. bezeichnet) bezieht sich auf PETG-Formulierungen, die für schnelleres Drucken optimiert sind. Das bedeutet Modifikationen (in der Polymermischung, den Additiven, möglicherweise auch engere Toleranzen), damit das Filament auch bei höheren Druckgeschwindigkeiten oder Volumenströmen richtig schmelzen, fließen, abkühlen und sich verbinden kann. Das Ziel ist es, mehr Teile in kürzerer Zeit zu drucken, ohne dass dabei die Festigkeit, Oberflächenqualität oder Zuverlässigkeit wesentlich beeinträchtigt wird.
Die Verwendung von Hochgeschwindigkeits-PETG kann großartig sein, aber es gibt ein paar Vorbehalte:
Die Verwendung von High-Speed-PETG kann hervorragende Ergebnisse liefern, aber es gibt einige wichtige Einschränkungen zu beachten. Selbst mit einem optimierten Filament muss Ihr Drucker mithalten können. Das Hotend muss das Material schnell und gleichmäßig schmelzen und fördern, was eine starke Erwärmung und einen reibungslosen Materialfluss erfordert. Der Extruder muss außerdem in der Lage sein, das Filament mit hoher Geschwindigkeit zuzuführen, ohne zu rutschen oder zu schleifen. Darüber hinaus muss Ihr Kühlsystem – egal ob es sich um Teilventilatoren oder eine Kammerkühlung handelt – die Schichten schnell genug verfestigen, um ein Durchhängen oder Verformen der Überhänge zu verhindern.
Ein weiterer zu berücksichtigender Faktor ist die Druckqualität. Bei sehr hohen Geschwindigkeiten ist die Oberflächenbeschaffenheit möglicherweise nicht so klar wie bei langsameren Drucken. Feine Details, kleine Merkmale und Außenwände sind besonders anfällig für Streifenbildung, Ringbildung oder leichte Unschärfe. Auch die Retraktions-Einstellungen werden empfindlicher. Stringing und Oozing treten häufiger auf, und Profile, die bei niedrigeren Geschwindigkeiten funktioniert haben, müssen oft neu abgestimmt werden. Anpassungen der Rückzugs-Länge und -Geschwindigkeit oder Funktionen wie Coasting und Wiping können erforderlich sein, um saubere Drucke zu erzielen.
Der höhere Volumenstrom beim Schnelldruck erhöht auch das Risiko einer Unterextrusion, wenn die Düse zu klein ist oder das Filament nicht schnell genug schmelzen kann. Diese zusätzliche Belastung kann den Verschleiß der Düse beschleunigen, insbesondere bei weicheren Metallen. Für langfristige Zuverlässigkeit sind gehärtete oder beschichtete Düsen oft die bessere Wahl. Dazu kommt die Herausforderung des Wärmestaus. Das Hotend muss stabil bleiben, wobei die kalte Seite kühl und die Schmelzzone heiß gehalten werden muss, damit das Filament auf seinem Weg nicht zu früh weich wird.
Schließlich bleiben Kühlung und Verformung ein ständiger Balanceakt. Die Schichten müssen schnell genug aushärten, um ihre Form zu behalten, aber auch gleichmäßig genug, um eine gute Haftung zu gewährleisten und Verformungen zu vermeiden. Die sorgfältige Steuerung des Luftstroms und der Temperatur ist der Schlüssel zu schnellen PETG-Drucken, die sowohl stabil als auch maßgenau sind.
Kohlenstoff-Faser und PETG-Verbundwerkstoff

Kohlefaser-PETG ist im Grunde genommen normales PETG, dem geschnittene Kohlefasern beigemischt sind. Die Fasern machen es steifer, fester und weniger anfällig für Verformungen, was ideal ist, wenn Sie präzise, starre Teile benötigen. Der Nachteil ist, dass es in der Regel spröder ist, sodass es sich nicht wie normales PETG verbiegt, sondern unter ausreichender Belastung brechen kann.
Das Wichtigste, worauf Sie achten müssen, ist der Düsenabrieb. Diese Fasern sind abrasiv und schleifen eine Messingdüse schnell ab. Eine Düse aus gehärtetem Stahl oder mit Beschichtung ist die richtige Wahl, und eine Größe von 0,6 mm hilft, Verstopfungen zu vermeiden, da die Fasern nicht immer gut mit winzigen Öffnungen harmonieren.

Es gibt auch andere Mischungen. Glasfaser-PETG ähnelt Kohlefaser, ist jedoch etwas weniger abrasiv. Holzfaser-PETG dient hauptsächlich der Optik und Textur, während leuchtende oder metallische PETGs zwar Spaß machen, aber auch die Düsen schneller verschleißen. Generell benötigen diese Verbundstoffe oft etwas mehr Wärme, manchmal langsamere Geschwindigkeiten und eine schnelle Neukalibrierung des Durchflusses, da die Additive die Bewegung des Kunststoffs durch das Hotend verändern.
Ein netter Nebeneffekt ist, dass viele von ihnen weniger Fäden bilden als herkömmliches PETG, was die Reinigung erleichtert. Insgesamt sind Composite-PETGs schwieriger einzustellen, liefern aber stärkere, steifere oder einfach nur cooler aussehende Drucke, sobald man die richtige Einstellung gefunden hat.
Carbonfaser-PETG lässt sich ähnlich wie normales PETG drucken, allerdings gibt es einige wichtige Unterschiede. In der Regel wird es für einen besseren Fluss etwas heißer betrieben, die Geschwindigkeit wird für eine gleichmäßige Konsistenz langsamer gehalten und die Kühlung wird zugunsten der Festigkeit zurückgefahren. Der Rückzug kann kürzer sein, da CF nicht so stark fadenbildet, und die erste Schicht sollte etwas höher liegen, damit sie nicht zu stark mit dem Bett verschmilzt. Die größte Änderung betrifft die Hardware: Eine gehärtete Düse, idealerweise 0,6 mm, ist ein Muss, da die Fasern Messing schnell durchfressen.
Lizenz: Der Text von "PETG Drucken: Die perfekten Druckeinstellungen" von All3DP unterliegt der Creative Commons Attribution 4.0 International License.