
3D-Druck mit PEBA: die „super elastische“ Alternative zu Standard-TPU

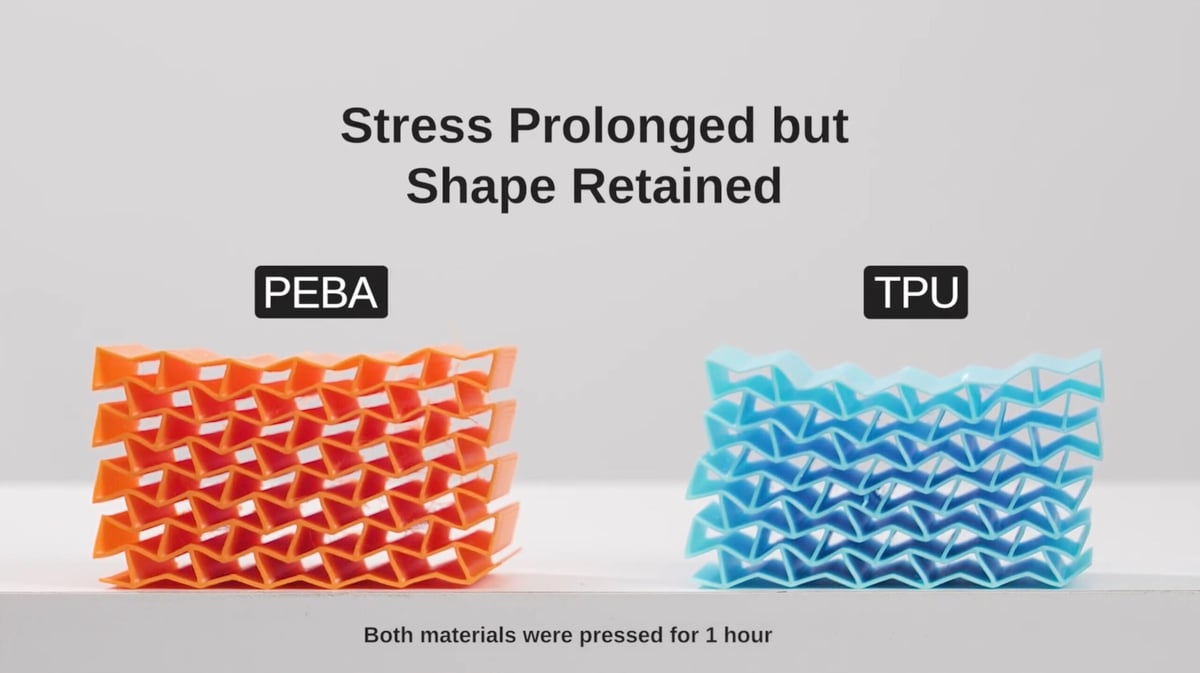
Mit einer Energierückgabe von bis zu 78 % und einer deutlich höheren Formbeständigkeit bietet PEBA beeindruckende Performance – ist beim Drucken jedoch weit anspruchsvoller als TPU. Wir haben untersucht, welche Hardware dafür wirklich geeignet ist und wie viel Geduld man braucht, um dieses herausfordernde Material zu beherrschen.
In der Welt der flexiblen 3D-Druckmaterialien tut sich etwas Interessantes: TPU ist nicht mehr die wichtigste Option. Ein neuer Konkurrent, das PEBA-Filament, taucht in immer mehr Online-Shops, in mehr Produktkatalogen und in mehr Gesprächen zwischen Maker und Ingenieuren auf.
Zu den Filamentmarken, die im Jahr 2025 PEBA-Produkte auf den Markt bringen, gehören Siraya Tech, Synbotron und Kexcelled, die sich zu anderen wie PEBA von SainSmart, Fillamentum, 3DXTech, eSun und Kimya gesellen (bei den führenden Anbietern von flexiblen Materialien wie NinjaTek, Polymaker oder ColorFabb haben wir PEBA noch nicht gesehen).

Diese Reihe von Markteinführungen signalisiert einen Wandel. PEBA ist nicht länger ein Spezialmaterial, das nur über Nischenanbieter erhältlich ist. Es entwickelt sich zu einer anerkannten Kategorie von flexiblem Filament für den FDM-Druck.
Das bedeutet aber nicht, dass PEBA überall TPU ersetzen wird. Es ist teurer und anspruchsvoller zu drucken, vor allem auf Bowden-Maschinen. Einige Formeln erfordern langsamere Geschwindigkeiten, einen gut kontrollierten Filamentweg, spezifische Wärme und einen Extruder mit Direktantrieb, um die besten Ergebnisse zu erzielen. Aber für Anwender, die tragbare Geräte, stoßfeste Teile, Robotikkomponenten, Drohnen-Stoßfänger, Sportprototypen oder alles, was langfristig flexibel sein muss, ohne sich zu verformen, drucken, bietet PEBA klare Vorteile.
Ist PEBA also die Zukunft des flexiblen Filaments? Nicht ganz, aber es entwickelt sich zur Premium-Option für Anwendungen, bei denen die Leistung wichtiger ist als der Preis oder der Komfort. Und wie wir bei anderen Materialien gesehen haben, entstehen mit zunehmender Akzeptanz auch einfacher zu druckende Materialmischungen.

TPU wird wahrscheinlich das alltägliche flexible Material bleiben, und es gibt auch neue Angebote aus Silikon, die geschätzt werden sollten, aber PEBA ist es wert, als eine leichtere und elastischere Option ausprobiert zu werden, die besser für wiederholte mechanische Belastungen geeignet ist.
Für Druckzentren, Servicebüros und Ingenieurteams kann es auch ein Verkaufsargument werden. Wenn Sie PEBA als Materialoption anbieten, zeigt das, dass Sie flexible Teile in Industriequalität unterstützen, nicht nur den Druck für den Verbraucher.
Im Folgenden sehen wir uns genauer an, was PEBA ist, welche Branding-Optionen Sie haben und wie Sie damit drucken können.
Was ist PEBA

Die meisten 3D-Drucker kennen TPU (thermoplastisches Polyurethan) bereits als flexibles Standardfilament. Es ist haltbar, relativ einfach zu drucken und eignet sich gut für Telefongehäuse, Scharniere, Griffe, Dichtungen und andere weiche Komponenten. Aber TPU hat auch seine Grenzen. Es kann sich mit der Zeit dauerhaft verformen (Kriechen), ist schwerer als einige Alternativen und verliert bei niedrigen Temperaturen seine Elastizität. An dieser Stelle kommt PEBA ins Spiel.
PEBA, die Abkürzung für Polyether-Block-Amid, wird schon seit Jahren in Bereichen wie Sportgeräten, medizinischen Geräten und Hochleistungsschuhen verwendet. Als Filament für FDM-Drucker ist es jedoch erst seit kurzem erhältlich.
PEBA zeichnet sich durch eine Kombination aus hoher Elastizität, geringem Gewicht, starkem Rücksprungverhalten und Flexibilität auch bei extremer Kälte aus, was es ideal für Wintersportgeräte machen kann. Einfacher ausgedrückt: Teile aus PEBA kehren zuverlässiger in ihre Form zurück, halten länger der Ermüdung stand und wiegen weniger als vergleichbare TPU-Teile.
Die wachsende Verfügbarkeit ist leicht nachvollziehbar: immer mehr bekannte Marken verkaufen das Produkt.
Das Aufkommen von PEBA

Materialhersteller, die sich auf dem wachsenden PEBA-Markt eine Nische erobern wollen, zögern nicht, die Eigenschaften des Materials zu propagieren. PEBA High Rebound von SainSmart bietet eine geringere Dichte und eine höhere Energierückgabe als Standard-TPU. PEBA-S von Kimya zielt auf Anwendungen ab, die eine extreme Dehnung erfordern, wie Sportgeräte und tragbare Komponenten. Siraya Tech, das bereits für seine Harzmaterialien bekannt ist, bietet jetzt Rebound PEBA 95A als Filament an und kündigt eine Energierückgabe von rund 78 % bei einer Flexibilität bis zu -60 ºC an.
Wenn Sie also in Ihre erste Rolle investieren (PEBA ist nicht billig), worauf sollten Sie achten? Im Folgenden gehen wir auf einige Aspekte von PEBA und technische Spezifikationen ein, die Ihnen eine solide Grundlage bieten sollten.
Die wichtigsten Marken von PEBA-Filamenten

* Flexibilität: Nicht alle Filamente messen die Flexibilität auf die gleiche Weise oder stellen entsprechende Daten zur Verfügung. Einige geben Messungen nach ISO-Normen an, andere nach ASTM und wieder andere nach der chinesischen Norm. Wir haben die Flexibilitätsmessung aufgeführt, auf die die Marke Wert gelegt hat.
Wie man mit PEBA druckt

PEBA hat sich als eines der vielversprechendsten flexiblen Materialien für den Desktop-3D-Druck herauskristallisiert, aber für den Durchschnittsanwender bleibt es ein schwieriges Terrain. Obwohl die Hersteller die hohe Rückprallelastizität, die geringe Dichte und die gummiähnlichen Eigenschaften loben, gehört PEBA in der Realität zu einem engen Bereich von Polymeren, die dem Drucker und dem Anwender viel mehr abverlangen als bekannte flexible Materialien wie TPU. Das Ergebnis ist ein Material, aus dem sich außergewöhnliche Teile herstellen lassen – wenn man sich mit seinen vielen Eigenheiten auseinandersetzt.
Die Feuchtigkeit ist das erste Hindernis. Siraya Tech sagt, dass sein PEBA 95A „stark hygroskopisch ist, was bedeutet, dass es leicht Feuchtigkeit aus der Luft aufnimmt. Feuchtes Filament führt zu schlechter Druckqualität (Fadenbildung, Blasenbildung, schwache Teile, Verstopfung)“. TDS empfiehlt daher, die Spule vor jedem Druck gründlich zu trocknen und sie bei Nichtgebrauch mit einem Trockenmittel zu versiegeln.
Wenn Sie diesen Schritt auslassen, kann sich das Material unvorhersehbar verhalten, mit der wahrscheinlichen Folge von Fadenbildung, Blasenbildung und schlechter Verbindung der Schichten. Diese Empfindlichkeit gegenüber der Umgebungsfeuchtigkeit zwingt Sie dazu, PEBA eher wie ein technisches Resin als ein gewöhnliches Filament zu behandeln.
Selbst im trockenen Zustand stellt PEBA eine zweite Herausforderung dar: seine thermischen Anforderungen. Der von Siraya Tech empfohlene Düsenbereich liegt beispielsweise bei 230-260 °C, wobei der Druckbett auf 60-100 °C aufgeheizt werden muss (bis zu 100 °C bei großen Drucken, um Verformungen zu vermeiden). Ein anderes führendes Filament, Fillamentum Flexfill PEBA 90A, empfiehlt eine Drucktemperatur von 225-245 °C und eine Betttemperatur von 70-90 °C.
Diese Temperaturen erfordern in der Tat Ganzmetall-Heißluftdüsen, da alles, was darunter liegt, zu Degradation, Verstopfung oder ungleichmäßigem Fluss führen kann. Bei Schaumversionen wie dem Siraya Tech Rebound PEBA Air wird es noch komplizierter: In der Druckanleitung sind Düsentemperaturen von bis zu 270 °C angegeben, da die Temperatur direkt den Schaum, die Dichte und die Endhärte des Teils steuert.
Die richtige Temperatur ist nur ein Teil des Puzzles. Die mechanische Handhabung von PEBA birgt ihre eigenen Schwierigkeiten. Da das Polymer auch nach der Extrusion noch weich und elastisch ist, erfordert die zuverlässige Zuführung des Materials eine strenge Kontrolle. Der Siraya Tech-Leitfaden empfiehlt einen Extruder mit Direktantrieb, um die besten Ergebnisse zu erzielen, da sich weiche Filamente wie PEBA dort „besser kontrollieren“ lassen als in einem Bowdensystem.
Schrumpfung — ein Standardtrick zur Vermeidung von Fadenbildung bei starren Kunststoffen — wird bei PEBA zu einem Risiko. Bei nicht schäumendem PEBA kann eine geringe Schrumpfung (z. B. 0,4 mm) ausreichen; bei schäumenden Typen wie PEBA Air muss die Schrumpfung vollständig ausgeschaltet werden und der Druck muss Stück für Stück erfolgen, um Leckagen und Verformungen zu vermeiden.
Diese Weichheit erschwert auch die angestrebte Druckgeschwindigkeit. PEBA kann schneller gedruckt werden als TPUs mit demselben Härtegrad, aber man sollte vorsichtig beginnen (z. B. 40-60 mm/s) und die Geschwindigkeit allmählich erhöhen, während man die Druckqualität überwacht.
Der Leitfaden von Fillamentum zu seinem PEBA 90A stimmt dem zu: „Beginnen Sie mit 20-30 mm/s und erhöhen Sie dann … auf 50-60 mm/s“. bis zu 50-60 mm/s“ (Fillamentum). In der Praxis neigen jedoch alle flexiblen Materialien zum Verklemmen oder Verstopfen des Drucks, wenn der Extruder das Filament zu schnell vorschiebt, insbesondere bei komplexen Geometrien oder kleinen Schichten.
Und dann ist da noch die Herausforderung der Haftung. Selbst unter „idealen“ Bedingungen wirkt die Flexibilität von PEBA der Haftung auf dem Bett entgegen. Bei Fillamentum erfordert ein erfolgreicher Druck in der Regel einen Spiegel- oder Glastisch sowie einen Klebstoff (PVA oder Spezialkleber wie Magigoo PA) und einen Rand (Brim) von etwa 5 mm, denn „das Drucken auf der PEI-Oberfläche kann eine Herausforderung sein“, warnt das Unternehmen. Der Leitfaden von Siraya unterstreicht dies und empfiehlt einen Rand oder ein Floß (Raft) in kleinen Kontaktbereichen, eine sorgfältige Geschwindigkeit und Temperatur der ersten Schicht sowie eine saubere und gut vorbereitete Unterlage.
Da sich die Kühlung auf Aspekte wie Verformung, Vorsprünge, Haftung und Verklebung von Schichten auswirkt, ist die Steuerung des Gebläses und der Kammer von grundlegender Bedeutung. Sie finden eine Reihe von Empfehlungen, die von einer moderaten Kühlung des Teils (70-100 %), um ein Gleichgewicht zwischen Verseilung und Lagenhaftung herzustellen, bis hin zu dem Ratschlag reichen, das Gebläse für mehrere erste Schichten auszuschalten und die Kühlung dann auf 0-50 % zu begrenzen.
Kurz gesagt, was ein einfacher Druck sein sollte, wird schnell zu einem heiklen Balanceakt: Feuchtigkeitskontrolle, hohe Temperaturen, starre Hardware, Haftungstricks, langsame und vorsichtige Extrusion und strenge Kühlung.
Doch wenn Sie das alles bewältigen können, bietet PEBA etwas, was nur wenige andere Filamente können: Flexibilität, die auch bei niedrigen Temperaturen erhalten bleibt, Elastizität, chemische Beständigkeit, geringe Dichte und hervorragende Rückprall- und Energierückgabe.
Für den Betreiber eines 3D-Druckers, der bereit ist, sich auf Nuancen einzulassen und Mühe zu investieren, ist PEBA kein einfacher Weg, aber es erzeugt eines der leistungsfähigsten flexiblen Filamente im Desktop-FDM-Bereich. Seine Beherrschung erfordert Geduld und Präzision, aber wenn man es einmal beherrscht, öffnet es die Türen zu funktionalen Komponenten und Leistungen, die TPU einfach nicht bieten kann.
Auch interessant:



Lizenz: Der Text von "3D-Druck mit PEBA: die „super elastische“ Alternative zu Standard-TPU" von All3DP Pro unterliegt der Creative Commons Attribution 4.0 International License.