
3D Printing Infill: The Basics for Perfect Results

In 3D printing, infill plays an important role in a part's strength, structure, and weight. Read on to learn more about it.
In contrast to most other manufacturing techniques, 3D printing allows you to carefully control two mutually exclusive yet exhaustive aspects of a part: exterior walls (or perimeters) and infill. The walls, however thick, form the outermost regions of the part, while the infill is whatever exists within them.
Though you do have some amount of control over the walls, the infill is much more dynamic and plays a huge role in a part’s strength, weight, structure, buoyancy, and more. In 3D printing, you have the ability to define a number of parameters that govern the type of infill used for a part. These parameters are set in a slicer program when a 3D model is translated into G-code instructions.
The most important of these parameters fall under two fundamental aspects: infill density and infill pattern. In this article, we’ll go over the basics of these aspects as well as some of the most common densities and patterns. But first, let’s look at “infill” across a couple of different manufacturing methods to understand better how it works in 3D printing.
3D Printing vs. Traditional Manufacturing

Unlike traditional subtractive manufacturing, which carves objects out of solid blocks, 3D printing is an additive process that builds up objects layer by layer. Because of this, it reduces material waste and provides freedom in creating complex geometries, from intricate internal structures to shapes that would be nearly impossible or too expensive to make with traditional manufacturing methods.
A key contributor to this efficiency is the use of infill structures and patterns, which provide the necessary support and strength at minimal material usage. By adjusting the infill density and pattern, users can strike a balance between weight and strength while catering to specific functional requirements, which isn’t always possible when using other traditional manufacturing methods. Let’s look at injection molding and subtractive manufacturing as examples.
Injection molding involves inserting material into a mold to form a part. As you can imagine, due to the nature of this method, controlling internal structures simply isn’t possible. As a result, injection-molded parts are either solid or hollow (with gas injection molding), with no in-between.
Subtractive manufacturing, like CNC machining, involves cutting material off of a larger piece of stock. Similar to injection molding, infill can’t be adjusted, so the interior is completely solid.
Meanwhile, 3D printing involves selective extrusion of material in almost any pattern. Let’s take a closer look at different options for infill density and pattern.

Density
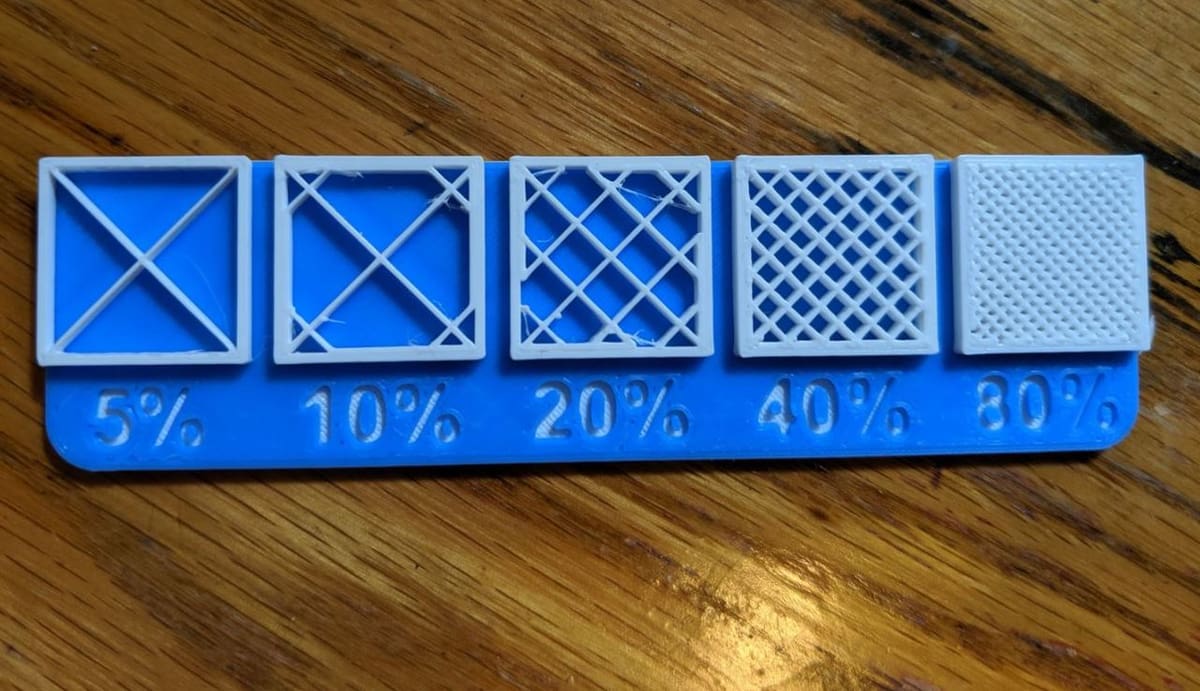
Infill density is the “fullness” of the inside of a part. In slicers, this is usually defined as a percentage between 0 and 100, with 0% making a part hollow and 100%, completely solid. As you can imagine, this greatly impacts a part’s weight: The fuller the interior of a part, the heavier it is.
Besides weight, print time, material consumption, and buoyancy are also impacted by infill density. So, too, is strength, albeit in combination with many other elements such as material and layer height.
Some slicers also allow for different infill densities within the same part. This is known as variable infill density, and specific settings in the slicing program allow you to specify any density changes you want for different areas of your print. We’ll return to this topic a little later.
What Percentage Should I Use?
For most “standard” prints that don’t need to be super strong, we suggest using an infill density of 15-50%. This density percentage keeps print time low, conserves material, and provides okay strength.
Functional prints need to be strong. Therefore, we recommend using a higher infill over 50% (don’t be afraid of going as high as 100%). The setting is very high, so be prepared to wait longer for the print and to consume more filament. The payoff will be a stronger and heavier part.
Although using 100% infill is rarely necessary, it can be used in several functional parts that demand maximum strength across their volume. This might be the case for certain mechanical brackets, 3D printed tools, or parts that are under constant stress.
This percentage of infill is also ideal for prints where a completely solid interior contributes to a cleaner or more uniform external appearance. For example, lithophanes or threaded parts (where strength and precise dimensional tolerances are key), benefit from a 100% infill.
For small figurine models meant for display purposes only, you should consider using an infill density of 0-15%. This value will result in a fairly quick print and won’t consume that much filament at all. Models printed with this range of density will be lightweight and relatively weak.
Finally, any infill density should work for parts printed in flexible materials like TPU. Keep in mind, however, that the higher the infill density, the less flexible the part will be.
Slicer Presets
Most modern slicers now offer built-in density presets that are tailored to different print needs. These presets help users quickly choose the right characteristics for a good print without manually needing to adjust each setting.
For example, in Bambu Studio the infill density’s percentage is set under “sparse infill density”. The software also holds some predefined print modes, such as “Standard”, “Strong”, and “Draft”, which often come paired with recommended infill patterns – ideal when slicing speed is a priority. These modes indirectly influence the density and print strength by changing various settings.
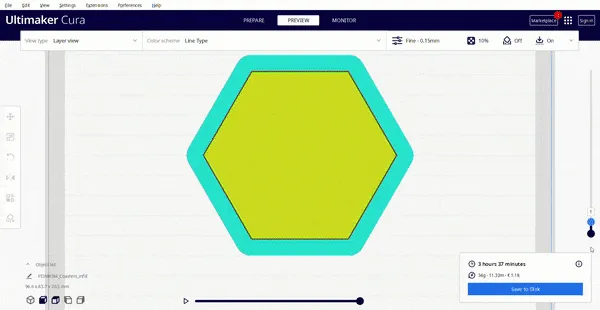
Meanwhile, UltiMaker Cura offers intent-based profiles, such as “Visual”, “Engineering”, or “Draft”, which automatically adjust the infill density and related parameters based on the intended function of the print, while withholding strength where it’s needed most, especially near the outer walls. However, it’s worth noting that the intent-based profiles are available only for UltiMaker S series printers.
Recommended Settings
- Standard prints: 15-50%
- Functional prints: 50-100%
- Figurine and model prints: 0-15%
- Flexible prints: 1-100%
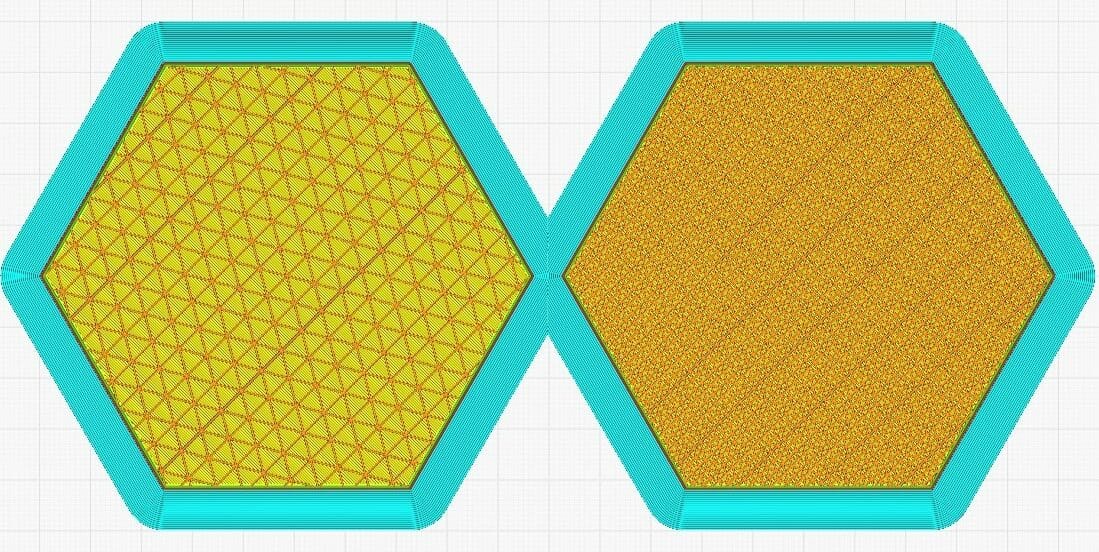
Pattern

Infill pattern is the structure and shape of the material inside of a part. Ranging from simple lines to more complex geometric shapes, infill patterns can affect a part’s strength, weight, print time, and even flexibility.
Across different slicer programs, there are many different infill patterns. For example, Cura (5.10) has a selection of 14 different infill patterns, while PrusaSlicer (2.9) has 17 and Simplify3D has 6.
Like infill density, some patterns are better than others for certain functions. Different infill patterns have different attributes, like complexity, material efficiency, and the number of planes of connective strength (2D or 3D). For example, the gyroid pattern connects walls in three dimensions, providing more overall strength. As a result, this pattern takes up more material in comparison to patterns such as lines.
Which Pattern Should I Choose?
Make sure you choose a pattern that suits the needs of your part. Here’s an overview of 14 common options:
- Lines: The lines infill pattern contains lines printed in one direction (either along the X- or Y-axis) on every other layer. This infill pattern provides strength in only two dimensions and is good for quick prints. The lines pattern doesn’t use too much material and keeps weight pretty light. This pattern is best suited for early-stage prototypes or form-check prints, such as a quick phone stand or a draft version of a part. It’s fast to print, but lacks structural strength.
- Honeycomb: As the name implies, this pattern produces a honeycomb structure, making for an appealing visual. This infill pattern is well-suited for semi-fast prints that require moderate strength, and shouldn’t consume too much material. It is particularly useful for prints that need consistent rigidity without too much added mass. Some use cases can be for drone bodies, durable components for a skateboard, or structural panels that require critical strength. This is because the honeycomb’s hexagonal pattern distributes force evenly, which makes it great for such parts that maybe subjected to vibration or impact.
- Grid: The grid infill pattern is similar in look to lines, but instead of one-directional lines every other layer, it contains two-dimensional lines every layer, with twice as much space in between lines. The grid pattern consumes an average amount of material and takes a middling time to complete. This pattern is commonly used in parts such as mounts, be it for a wall or camera or any housing purpose, since this pattern provides two-dimensional strength and yet strong, making printing easier.
- Triangles: The triangles pattern looks like overlapping triangular lines, with lines going in three directions in the XY-plane. This infill pattern provides strength only in two dimensions but still works for prints that need to be strong. This type of pattern is great for flat objects requiring rigidity, such as flat covers used for enclosures, especially non-load-bearing mechanical covers.
- Tri-hexagon: The tri-hexagon infill pattern contains an assortment of lines going in three directions in the XY-plane, creating hexagonal patterns with triangles in-between. This infill pattern provides strength in two dimensions and is pretty decent for strong prints, and it can also yield a cool aesthetic look. It can be suitable for speaker grills, decorative tech covers, and so on.
- Cubic: This pattern produces stacked cubes, but because they’re tilted by 45 degrees around both the X- and Y-axes, they appear more like triangles in any one moment. The pattern provides excellent strength in three dimensions but takes a little more material and time than others. It’s ideal for mechanical parts that take stress from multiple directions, such as drone arms, structural joints, and connectors.
- Cubic Subdivision: Essentially the smart version of the cubic pattern, this one uses less material to help increase print speed without sacrificing strength. The pattern is composed of cubes of different sizes, with the larger cubes placed at the center of the part; it increases density near the perimeters while reducing the infill in the center. Keep in mind that cubic subdivision can have longer slicing times. This pattern is referred to as Adaptive Cubic in slicers like Bambu Studio and PrusaSlicer. The option is ideal for printing enclosures and large parts with thick walls, such as tool case lids.
- Quarter Cubic: This pattern features tetrahedrons and truncated tetrahedrons, resulting in strong infill that can distribute heavy loads well. It’s suited for thin functional parts such as robotic shells or component spacers that require strength. However, the surface quality may be affected by the bridging distance, and it’s worth keeping in mind that this pattern uses less material than full cubic infill.
- Lightning: This pattern is designed to act as internal support by focusing material only where its structurally required – primarily beneath the top layers or overhangs. The resulting tree-like structure looks like lightning bolts, hence its name. The selective density approach significantly reduces print time and material usage, therefore making it well-suited for fast and economical prints. It’s ideal for prototypes, decorative models, or shell-only designs that don’t require high internal strength.
- Cross: Ideal for flexible filaments, this infill pattern creates crosses within the part. Since there are no long, straight lines, it allows for bending and twisting. However, the strength along the Z-axis makes it less flexible vertically. The cross pattern is commonly used for ergonomic grips, flexible mobile phone cases, or certain fidget devices like squeezable buttons.
- Cross 3D: To get rid of the vertical strength in the cross pattern, opt for cross 3D. The 3D version is soft and flexible in all directions. The only downside is that it has longer slicing times. As with cross, retraction isn’t required, which prevents the oozing of flexible filaments. For visually striking but strong prints, Cross 3D pattern is a good choice. This can be used in artistic light lamps or decorative vases where the print’s form matters more than the function itself.
- Gyroid: The gyroid infill pattern may perhaps look the coolest, but it’s also arguably one of the strongest infill patterns. It includes concaving irregular curvatures that eventually cross paths. It’s meant to strike an optimal balance between strength, material, and print time. The uses cases are plenty, such as prosthetic limbs, bike handle grips, and wind-tunnel structures.
- Octet: The octet infill pattern is similar to the cubic pattern, but instead of increasing sloped triangles, the pattern materializes as squares. This infill pattern is a three-dimensional pattern that not only looks really great but is also useful for parts that require strength. This pattern is preferred for engineering-grade components such as motor mounts, 3D printer parts, and jigs and fixtures for your workshop.
- Concentric: The concentric infill pattern is an internal structure composed of concentric lines that match a part’s outline (i.e. its perimeters). This design is quick to print, and consumes significantly less material than most patterns. This pattern follows the contour of the model and typically used in TPU gaskets, shock absorbers, or even wearable bands.
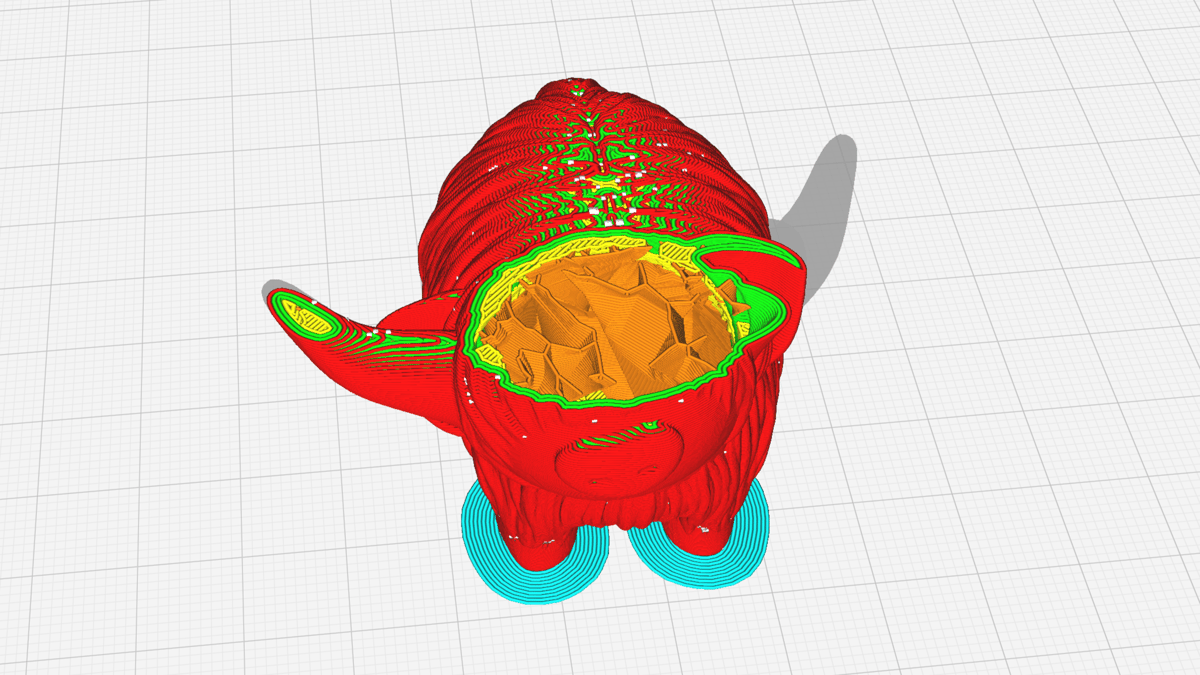
- Voronoi: This is a geometric structure that divides space into regions based on the proximity to a set of points, resulting in organic shapes that resemble natural formations like a honeycomb or a bone structure. Unlike other patterns, though, it’s not available directly in slicers but rather needs to be implemented in other programs; the method involves modifying the geometry to incorporate the pattern before slicing. For example, software such as Voronator or Meshmixer can create the Voronoi pattern in the model and you can import the STL file into Orca or PrusaSlicer for slicing and printing. Alternatively, the pattern can be implement during the modeling phase using software like Blender. It’s worth noting that since Voronoi isn’t an infill pattern and the mesh is into the model’s mesh itself, it’s not possible to adjust its density or percentage (like you would with the “traditional” infill settings) directly within the slicer.
Recommended Settings
- Standard prints: Grid, triangles, or honeycomb
- Functional prints: Cubic, gyroid, octet, tri-hexagon, cubic subdivision, or quarter cubic
- Figurine and model prints: Lines, lightning
- Flexible prints: Concentric, cross, or cross 3D

Infill Troubleshooting
While infill patterns and densities are useful to add strength, they can sometime cause trouble if not set up properly. Let’s look at some common problems and how to fix them:
- Sparse infill collapse: If the infill density is too low, the 3D printed structure might not properly support the top layers, which might lead to uneven surfaces, sagging, or pillowing. The best way to fix this issue is to set the infill density and, if the part is too uneven once printed, increase the percentage for a new print. Inserting solid layers at regular interval can also help, such as can be found on PrusaSlicer under “Solid Infill every X layers”.
- Under-extrusion within infill: This occurs when there are weak, broken, or incomplete infill lines, resulting from under-extrusion. This might happen because slicers print the infill faster and with thinner extrusion lines compared to the perimeters. The first solution is to reduce the infill print speeds to no more than 80 mm/s; as a general rule, reducing it by 15-20% compared to perimeter speeds should work. Alternatively, increasing the infill extrusion width about 120% wider than the nozzle diameter can help get better coverage. It might also be useful to check the PTFE tubes for clogging.
- Gaps between the infill and walls: When the infill doesn’t bond properly with the perimeters due to slicer settings that prevent or limit overlap, the part is internally weaker. A solution is to increase the wall/infill overlap setting on the slicer from, in the case of Bambu Studio, the 15% default to around 20%; it can also be measured to around 0.2 mm. Keep in mind that increasing it too much can lead to visual defects. Reducing infill speed slightly can also help for a better fusion.
- Inappropriate infill pattern: Using a fast but weak pattern, such as lines or lightning, for load-bearing components can lead to failure of the structure, even if the quality of the print is up to par. Sometimes, these issues can be fixed by just choosing the appropriate infill pattern, like cubic or gyroid for strength-based parts; some slicers offer specific settings, such as PrusaSlicer’s “Infill Density Gradient”, for a denser infill near the external walls, which improves the strength without hindering print time.
- Misaligned infill: There are times when the infill doesn’t line up layer by layer or it looks like it’s drifting across the print. This can occur due to hardware issues such as loose belts, pulley issues, or even slicer settings that push the printer’s speed limit. Fixes for this are straightforward because the issue is identified in the hardware and must be rectified there by ensuring that the belts are properly tightened. Slicers like Cura have an acceleration control setting, which shouldn’t be too high, for example beyond 1,000 mm/s2, otherwise the jerk to the printer can destabilize and misalign the infill.
It’s important to fine-tune these infill settings on the slicer and regularly check the hardware of the printer. This improves the quality of the print and extends the functional lifespan of the part.
Other Considerations
Besides pattern and density, there are two other noteworthy infill settings that are worth knowing. While they might not be the first you’ll be looking into in your 3D printing journey, they can come in handy depending on the specifics of the model and its use case.
Variable Settings
Variable settings enable you to adjust the infill density as a part progresses in layers. For example, if you want a part’s base to have a 10% infill up until layer 30 and then switch to a 50% infill, variable settings allow you to do this. This can be particularly useful when optimizing strength only where it is needed, such as reinforcing mounting points or stress zones, while saving material for rest of the print.
These can be easily found in Simplify3D, while the process with PrusaSlicer is a bit more complicated. You could try the “Adaptive Cubic” infill, which automatically adjusts density depending on the infill’s proximity to a wall. For finer manual control, Modifiers can be used to create desired density zones, and even add solid infill layers at particular heights for reinforcement purpose. Cura has a setting where support blockers can be added, which allow the user to ask the software to change the infill density at a particular zone, or make the walls thicker at this location and so on. This slicer also offers gradual infill, which progressively increases the infill density closer to the top layers, allowing to save print time and material as well as ensuring that the top surface is solid.
A common user tip is that for parts that require a strong top but lightweight interior, the gradual infill with a low base density, where in the bottom and middle parts of the part can have very little infill.
Infill Layer Thickness & Angle
Two more noteworthy settings include “infill layer thickness” and “infill angle settings”. Reducing infill layer thickness can significantly increase the strength of the internal structures, but this will also increase the print time.
Adjusting the infill angle between layers of infill means alternating certain angles, depending on the use case. For example, to offer maximum strength across multiple directions, the recommended infill angles are alternating angles between -45 and 45 degrees, which allow in distributing the forces evenly. It’s good practice to print mechanical parts by varying the infill angle for every few layers, which can significantly enhance durability of the parts.
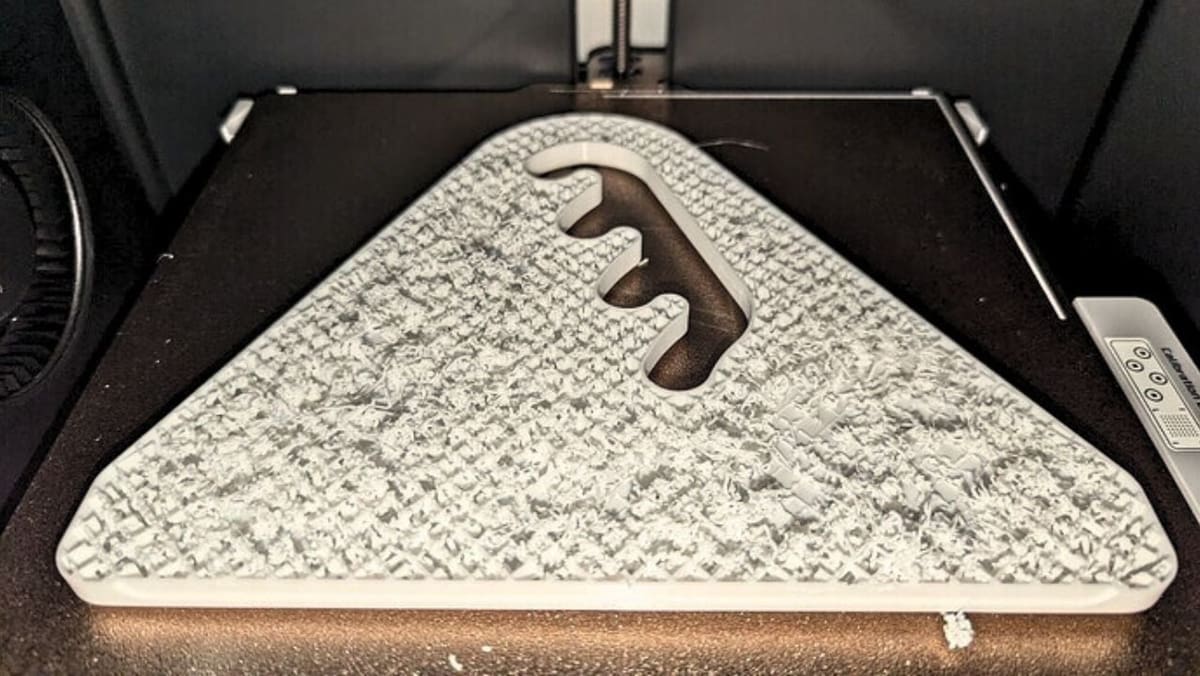
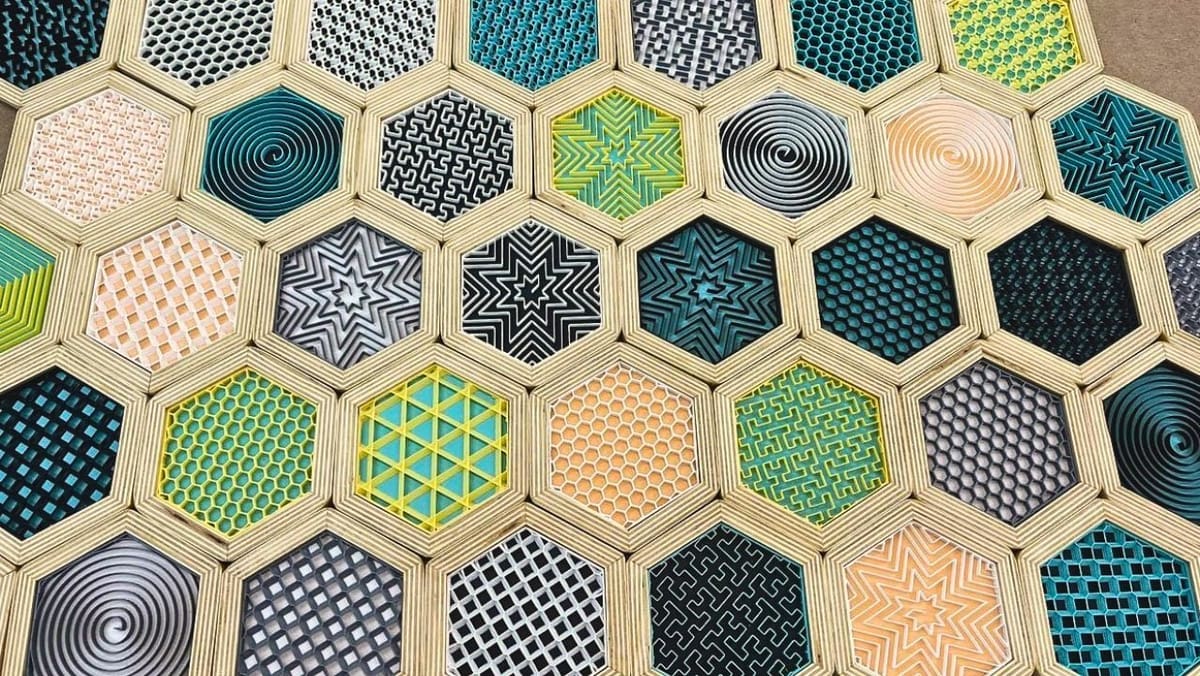
Art Infill
Infill for art is a way to turn different infill patterns into artwork. This process looks great on earrings, pendants, and other jewelry and art pieces. Artistic infills such as triangular, gyroid, or organic patterns can be creatively used when the top and bottom layers are disabled, which exposes the internal part of the structure printed.
You can make this process work by removing the top and bottom layers to expose the infill patterns, a technique called as “infill art”. For best visual results, it’s recommended to use fine nozzle sizes, 0.2 or 0.3 mm, and lighter filament colors to enhance the visibility of the patterns. For more information, you should check out one of the many guides to this process that demonstrates how to design a model with aesthetic infill in mind.
License: The text of "3D Printing Infill: The Basics for Perfect Results" by All3DP is licensed under a Creative Commons Attribution 4.0 International License.