
Don’t Fry Your Electronics: ESD-Safe vs. Conductive 3D Printing Filaments

Don’t fry your Raspberry Pi or other sensitive electronics: Learn when to use ESD-safe filament for static protection and when conductive filament is appropriate for sensors, controls, and low-current circuits.

If you’re still printing functional electronics housings out of standard PLA or PETG, you’re playing a risky game with your hardware. Electrostatic discharge can easily ruin microscopic semiconductor junctions, yet the subtle distinction between the materials engineered to protect them remains widely misunderstood. Conductive filaments are designed to act like printable resistors, intentionally carrying small electrical currents for custom touch sensors or LED traces. ESD-safe materials, on the other hand, are strictly formulated to bleed away static buildup at a slow, controlled rate. Here is exactly how to leverage both materials so your custom builds survive the real world.
Fortunately, a growing range of ESD-safe and electrically conductive 3D printing materials is available as filament. These materials can be used for circuit board housings, component trays, test fixtures, tools, and other parts designed to protect electronics from electrostatic discharge. There are also more conductive options that can also serve in low-current applications such as touch controls, sensors, switches, LED circuits, and simple printed traces. These two types of often confused.
Conductive filament: intended to carry current in traces, sensors, switches, contacts, or LEDs. ESD-safe filament: conductive enough to drain static charge, but not necessarily suitable for functional circuits.
Conductive and ESD-safe do not mean exactly the same thing, however. Conductive materials are designed to carry electrical current, while ESD-safe materials are typically engineered to dissipate static charge at a controlled rate. Here, we’ll explain that distinction, look at how resistance, resistivity, part geometry, and print orientation affect electrical performance, and cover when to use—and test—these materials in 3D printing.
What Are ESD-Safe and Conductive Materials?

Most plastics conduct very little electricity. That may sound ideal for protecting electronics, but their high electrical resistance can actually be part of the problem. Because ordinary plastics are good insulators, static charge can remain trapped on their surfaces instead of flowing away. If that charge later finds a conductive path, it may discharge suddenly and damage a sensitive component.
ESD-safe polymers are formulated to prevent this buildup by giving static charge a controlled path through or across the material. Manufacturers usually achieve this by adding a conductive filler, most often a form of carbon, to a base polymer such as ABS, PLA, PETG, PC, PA, PEKK, PEEK, resin, or another printable material. The additive lowers the polymer’s electrical resistance enough for accumulated charge to dissipate rather than remain stored.
Conductive 3D printing materials are made in much the same way, but they are not necessarily designed for the same purpose. An ESD-safe material is generally intended to bleed away static charge at a controlled rate, while a conductive material allows current to flow more readily and may be used for low-current functions such as touch controls, sensors, switches, LED circuits, and simple printed traces. The two categories overlap, but “conductive” and “ESD-safe” are not interchangeable labels.

A material that is highly conductive may not fall within the resistance range required for a particular ESD application. Conversely, an ESD-safe material may be sufficiently conductive to dissipate static charge but still have too much resistance to function as a practical circuit trace. The appropriate material therefore depends on whether the part must carry current, control electrostatic charge, or do both.
Does that mean every carbon-fiber-filled filament is conductive or ESD-safe? Unfortunately not. The type, quantity, and distribution of the filler all determine whether a continuous conductive network forms inside the polymer. A carbon-filled material may have improved stiffness or appearance while remaining electrically insulating. Unless a manufacturer supplies electrical test data or specifically labels the material as conductive or ESD-safe, its electrical performance should not be assumed.
Common conductive additives include carbon black, carbon fiber, graphene, and carbon nanotubes. Each has different effects on electrical, mechanical, and printing properties. Carbon nanotubes can produce conductive pathways at relatively low concentrations, helping the base polymer retain more of its original properties. Carbon black and carbon fiber may need to be added in larger amounts, which can make a material stiffer, more brittle, or more abrasive.
“You may need 15% of conductive carbon black to get the same level of conductivity that you could achieve with only 2–3% of carbon nanotubes,” says Matt Howlett, materials scientist and president of filament and 3D printer maker 3DXTech. “If you put 15% carbon black or carbon fiber into PA12, for example, you may achieve the same level of conductivity, but the polymer would be very stiff and brittle, which you may not want in your application.”
When to Use ESD-Safe Filament vs. Conductive Filament

ESD-safe and conductive materials are useful in several different situations, and not all of them involve using a printed part as an electrical conductor. The key question is whether the part needs to prevent static buildup, carry a small electrical current, or do both. At the end of this article you can find a deeper dive in to What Is Electrostatic Discharge?
The most common use for ESD-safe materials:
- Parts around electronic components during assembly and testing
- Jigs, fixtures, trays, holders, and handheld tools that touch exposed circuit boards
- Electronic enclosures & housings (Raspberry Pi, Arduino, and other single-board computers)
- Connectors, seals, gaskets, boots, plugs, and suction cups
- Robotic grippers and end-of-arm tooling
- Powder-handling chutes, funnels, guides, and containers
Metal parts can serve this purpose, but they are often more expensive to manufacture and may scratch or damage delicate components. If a component arrives in a static-safe bag, that is a strong indication that ESD-safe materials and handling practices should be used while it is exposed.
Once a device is fully assembled, its components are often better protected, but ESD-safe enclosures may still be appropriate for industrial electronics, test equipment, single-board computers, or devices that are frequently opened, handled, or connected in static-prone environments.
Powder handling is another common application. Fine powders can cling to charged insulating surfaces, disrupt flow, contaminate equipment, and, in some cases, present a combustion hazard. Appropriately grounded static-dissipative parts can reduce charge accumulation and help powders move more consistently through chutes, funnels, containers, and processing equipment.
The most common use for conductive materials:
- Grounding contacts and low-current electrical interfaces
- Capacitive touch controls, switches, and sensors
- Low-power LED circuits and short printed traces
Conductive materials are more appropriate when the printed part must intentionally carry a small current or act as part of a sensing circuit. Typical uses include touch controls, switches, contact sensors, low-power LED connections, simple printed traces, and resistive sensing elements. These applications generally involve signals and small loads rather than the higher currents handled by copper wire or conventional circuit-board traces.
Some parts may need both properties. For example, a fixture could use an ESD-safe body to protect a circuit board while incorporating a more conductive region for grounding, electrical contact, or sensing. In such cases, the two materials should be selected according to their measured electrical properties rather than their appearance or carbon content alone.
Best ESD-Safe & Conductive Filaments
ESD-Safe Filaments
Sponsored: Protopasta's ESD Filaments

Protopasta introduced Electrically Conductive PLA filament in 2015 for 3D printing wearable electronics, capacitive touch sensors, and circuits with LEDs. Think of Conductive PLA like a resistor. While Conductive PLA has been used to dissipate static electricity, it was designed to maximize conductivity. For this reason, they designed dissipative materials with less conductivity for ESD-safe applications.
ESD-safe materials are defined by ANSI/ESD S541 and IEC 613400 to have surface resistance (resistivity) in the range of 1x10E4-1x10E11 ohms (1×105-1 x 1012 Ω/sq). Protopasta prints have surface resistance (resistivity) in the range of 1×104 – 1×107 ohms (1×105-1 x 108 Ω/sq). There are differences in X-Y vs Z based on temperature and between materials; however, these differences do not affect these materials’ suitability for static dissipation applications.
Since all Protopasta Static Dissipative Filaments are suitable for ESD-safe applications, the end user can select based on a preference for PLA vs. PETG, flexible vs. rigid, aesthetic reasons, and more. Dissipative PLA and PETG are lower modulus than Dissipative Carbon Fiber PLA and have more give in bending. Dissipative Carbon Fiber PLA offers the same aesthetic, rigidity, and form benefits as Carbon Fiber PLA.
For more details including technical data, read Protopasta’s blog and data sheets. Reviewing these resources can be beneficial for fully understanding Protopasta Conductive and Dissipative filaments.
- Price/kg: $89.99/kg, up to 35% off with bulk discounts
- Size: 1.75 mm
- Resistivity: 104-106 Ω
- Resistivity per axis: 104-106 Ω
- Nozzle temperature: 220-240 °C (PLAs), 250+ °C (PETG)
- Bed temperature: 55 °C (PLAs), 80 °C (PETG)
Polymaker Fiberon PA612-ESD

Fiberon PA612-ESD is the more industrial of Polymaker’s two ESD filaments. It is based on a PA6/PA12 copolymer and contains both carbon nanotubes and 10% carbon fiber. This combination provides static dissipation along with much greater stiffness, strength, dimensional stability, and heat resistance than the PETG-based version. Polymaker positions it for demanding electronics housings, PCB storage, cleanroom tools, and industrial jigs and fixtures.
The material has a heat-deflection temperature of 157 °C at 0.45 MPa and an X-Y tensile strength of about 84 MPa when dry. Its published surface-resistivity range is 104 to 107 Ω/sq, although the exact result again depends on nozzle temperature and specimen orientation. Polymaker’s test data show that resistance generally falls as printing temperature increases.
PA612-ESD is more demanding to print than PETG-ESD. It is hygroscopic and should be dried at 100 °C for around 10 hours before printing if necessary. The carbon-fiber reinforcement is also abrasive: Polymaker states that a brass nozzle may last only about nine printing hours, so a hardened-steel, ruby, or similarly wear-resistant nozzle is recommended. No heated chamber is required, according to the manufacturer.
Polymaker also makes a Fiberon PETG-ESD.
- Price/kg: About $123–$148/kg
- Sizes: 1.75 mm; 500-g and 3-kg spools
- Surface resistivity: 104–107 Ω/sq
- Nozzle temperature: 280–300 °C
- Bed temperature: 40–50 °C
- Color: Black
- Nozzle: Wear-resistant nozzle recommended
Spectrum Filaments PLA ESD
Spectrum Filaments produces a broad range of desktop and engineering-grade materials, including PLA ESD, an antistatic filament designed for parts used around sensitive electronics. Unlike many ESD filaments that are available only in black, Spectrum offers this material in several colors, including black, white, gray, blue, green, and turquoise, as well as in 500-g and 1-kg spools.
PLA ESD is based on a modified PLA formulation, so it should be easier to print than many ESD-rated PETG, ABS, or nylon filaments. Spectrum states that it offers low shrinkage, good interlayer adhesion, high stiffness, and surface quality comparable to conventional PLA. It doesn’t require an enclosure, heated bed, hardened nozzle, or drybox, making it a relatively accessible option for printing electronics housings, component holders, trays, service tools, and assembly fixtures on ordinary desktop printers.
According to Spectrum, printed parts have a surface resistivity of 107 to 109 Ω/sq, placing the material in the static-dissipative range rather than making it suitable as a low-resistance circuit conductor. The company also describes its antistatic formulation as permanent, non-migrating, and unaffected by ambient humidity. Spectrum markets the filament for ESD-protected work areas and EX or ATEX environments, although any use in an explosive atmosphere should still be assessed and certified as part of the complete application.
- Price/kg: About $106/kg
- Sizes: 1.75 mm; 500-g and 1-kg spools
- Surface resistivity: 107 to 109 Ω/sq
- Nozzle temperature: 185–230 °C
- Bed temperature: 0–50 °C
- Colors: Black, white, gray, blue, green, and turquoise
- Hardened nozzle: Not required
Material4Print ESD PLA

Material4Print is a German filament manufacturer with several materials intended for electrostatic-discharge protection, including ESD versions of PLA, PETG, and ABS. Its ESD PLA is the easiest-printing option in the range and is aimed at electronics-industry applications such as component holders, housings, assembly aids, trays, and fixtures.
The company gives the filament a resistance range of 106 to 109 Ω, placing it in the static-dissipative range commonly used to reduce charge buildup around sensitive electronics. Material4Print does not state on the product page whether this figure is surface resistance, volume resistance, or a specimen measurement, however, so it should not be compared directly with products that specify a standardized test method. Finished parts should be measured before use in a controlled ESD environment.
Its PLA base makes it a relatively accessible alternative to ESD PETG, ABS, nylon, or polycarbonate. Material4Print highlights low shrinkage, minimal warping, high strength, and tight dimensional tolerances, making it suitable for users who need static-dissipative parts without the higher temperatures or enclosure requirements associated with many engineering polymers.
- Price/kg: About $137/kg
- Spool sizes: 750 g, 2 kg, 4.5 kg, and 8 kg
- Diameters: 1.75 and 2.85 mm
- Resistance: 106 –109 Ω; measurement type not specified
- Nozzle temperature: 210–230 °C
- Bed temperature: 40–65 °C
- Diameter tolerance: ±0.02 mm
- Roundness tolerance: ±0.02 mm
- Color: Black
Protopasta Static Dissipative PETG

Protopasta Static Dissipative PETG is a carbon-black-filled PETG developed for electronics fabrication, repair, and other applications where printed parts need to dissipate static charge. Compared with PLA-based ESD materials, its PETG base offers greater flexibility and heat resistance, making it better suited to fixtures, housings, trays, and tools used in more demanding or dynamic environments.
Protopasta formulates and compounds the filament in-house and performs quality-control testing on each batch. For its production test, the company measures the resistance across a 10-cm length of 1.75-mm filament using polished pin contacts and a controlled contact force. Its dissipative materials are accepted within a broad QC range of 105 to 108 Ω, reflecting the fact that carbon-filled polymer composites can vary between batches.
The company states that the material falls within the dissipative range referenced by ANSI/ESD S541 and IEC 61340. Depending on the batch and test conditions, Protopasta typically reports surface resistance of 104 to 107 Ω, equivalent to a surface resistivity of approximately 105 to 108 Ω/sq. These values place it in the static-dissipative category rather than making it a low-resistance conductor for printed circuits.
These figures are only reference values. Protopasta emphasizes that resistance can change with print temperature, orientation, infill, geometry, speed, environmental conditions, and the filament batch. Finished parts should therefore be tested in the same orientation and configuration in which they will be used.
The filament is non-abrasive and can be printed with a standard 0.4-mm nozzle, although larger nozzles are also suitable. Protopasta recommends drying it at 65 °C for six hours and printing from dry filament for more consistent results. A PEI or similar build surface can be used, but glue stick or Magigoo should be applied as a release layer because PETG may bond too strongly to the plate. The filament is also compatible with the Bambu Lab AMS.
Protopasta also makes a CF-PLA-ESD and PLA-ESD
- Price/kg: $89.99 / kg
- Sizes: 1.75 mm; 50-g, 500-g, and 1-kg formats may be offered
- Typical surface resistance: 104 to 107 Ω
- Typical surface resistivity: 105 to 108 Ω/sq.
- Filament QC resistance: 105 to 108 Ω/sq. across a 10-cm sample
- Nozzle temperature: 250–290 °C
- Bed temperature: 70–80 °C
- Nozzle: 0.4 mm or larger
- Build surface: PEI or similar, with glue stick or Magigoo as a release layer
- Drying: 65 °C for 6 hours, highly recommended
- AMS compatibility: Yes
- Color: Black
eSun PETG-ESD

eSUN is best known for its broad range of relatively affordable desktop filaments, but it also offers engineering materials such as PETG-ESD. This black, static-dissipative PETG is intended for electronic and industrial components where ordinary plastic could accumulate charge. eSUN also highlights reduced dust adhesion, making it potentially useful for housings, trays, fixtures, and mechanical parts used around sensitive electronics.
Because PETG is the base polymer, PETG-ESD retains useful toughness and temperature resistance while remaining easier to print than many ESD nylons or high-performance thermoplastics. eSUN reports an XY tensile strength of 38 MPa, a heat-deflection temperature of 96 °C, and good abrasion resistance. The company says it can be printed using settings similar to ordinary PETG, although it recommends drying the filament at 70 °C for more than eight hours before use.
For its electrical properties, eSUN states that the filament has line resistivity as low as 10710^7107 Ω/m and that printed parts can achieve surface resistivity as low as 10910^9109 Ω/m. The company’s use of Ω/m for both figures is unconventional, however, and its product page does not explain the test geometry or print orientation. Those values should therefore be treated as manufacturer-reported figures rather than directly compared with products specified in ohms or Ω/sq. Finished parts should be tested under the conditions in which they will be used.
- Price/kg: ∼$46 from eSUN’s US store; regional and sale pricing varies
- Sizes: 1.75 mm; 1-kg spool
- Electrical rating: Line resistivity as low as 10710^7107 Ω/m; printed-part surface resistivity as low as 10910^9109 Ω/m, according to eSUN
- Nozzle temperature: 250–280 °C
- Bed temperature: 70–90 °C
- Print speed: Below 300 mm/s
- Fan speed: 10–40%
- Color: Black
- Drying: 70 °C for more than 8 hours recommended
3DXTech 3DXStat ESD-TPU
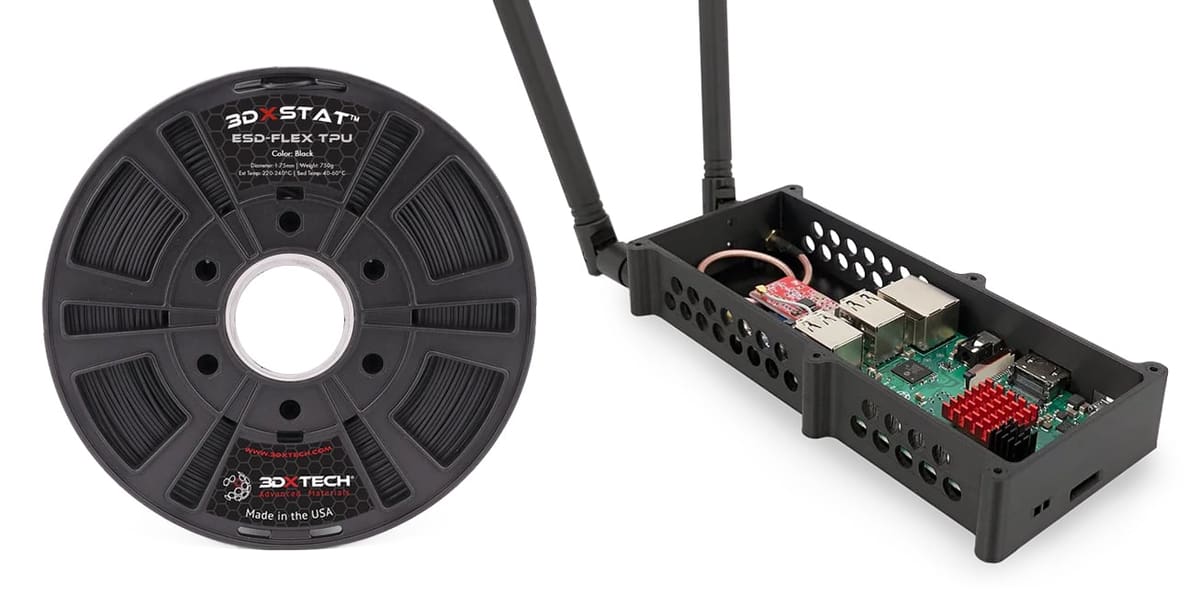
3DXTech specializes in engineering-grade and high-performance filaments, including a wide 3DXSTAT range for electrostatic-discharge applications. Its 3DXSTAT ESD-TPU is a semi-flexible thermoplastic polyurethane intended for parts that need both ESD protection and the durability of an elastomer. Potential uses include flexible electronics fixtures, protective boots, seals, grippers, cable-management parts, and components that may be repeatedly bent or compressed.
The filament has a Shore hardness of 90A and, according to 3DXTech, offers elongation of more than 300%, strong layer bonding, good fatigue resistance, chemical resistance, and low moisture absorption. It also remains flexible at low temperatures. Although the product title currently references 60D, the product description and benefits list specify 90A, so buyers should verify the current grade with 3DXTech before ordering.
For its electrical properties, 3DXTech specifies a target surface resistance of 10210^2102 to 103 Ω10^3\ \Omega103 Ω. That is considerably more conductive than many static-dissipative filaments, which commonly fall in much higher resistance ranges. It may therefore suit grounded flexible parts and applications requiring relatively rapid charge equalization, but the finished print should be tested to ensure that its resistance is appropriate for the intended ESD-control system.
3DXTech says the material is easier to print than many flexible filaments and does not require a heated chamber or special nozzle. As with other TPUs, a direct-drive extruder and a controlled print speed may improve feeding and consistency. The manufacturer recommends drying the filament at 65 °C for four hours when needed.
The 3DXSTAT range also includes ESD PLA, PETG, ABS, and higher-performance polymers.
- Price/kg: About $180–$200, based on a $135–$150 price for a 750-g spool
- Sizes: 1.75 and 2.85 mm; 750-g spool
- Surface resistance: Target 10210^2102–103 Ω10^3\ \Omega103 Ω
- Nozzle temperature: 220–240 °C
- Bed temperature: 40–60 °C
- Heated chamber: Not required
- Nozzle: Standard 0.4-mm or larger; no special wear-resistant nozzle specified
- Color: Black
- Drying: 65 °C for 4 hours
Prusament PC Space Grade
Prusament PC Space Grade is a carbon-filled polycarbonate developed for space-industry, particle-physics, and other demanding technical applications. Unlike standard PC filament, which is normally electrically insulating, this formulation is ESD-safe and designed to dissipate static charge. Prusa suggests it for parts such as electronic housings, CubeSat prototypes, and other components that need a combination of mechanical strength, heat resistance, low outgassing, and controlled electrical behavior.
The material’s ESD performance is based on measurements taken from finished 3D-printed samples. Prusa reports a volume resistivity of 2.2×104 Ω⋅m and a surface resistivity of 6×107 Ω/sq, placing it in the static-dissipative range rather than making it a low-resistance conductor. The company also notes that these figures were achieved without annealing, sanding, or other post-processing.
As a polycarbonate-based material, PC Space Grade is considerably more heat-resistant and mechanically capable than PLA- or PETG-based ESD filaments. Prusa lists a tensile strength of 75 MPa, tensile modulus of 3.7 GPa, interlayer adhesion of 18 MPa, and heat-deflection temperature of 137.6 °C at 0.45 MPa. Its low-outgassing properties are another distinguishing feature for enclosed instruments, vacuum-related work, and aerospace prototyping.
Despite those industrial properties, Prusa says the filament can be printed on compatible desktop machines without a heated enclosure. It does, however, require a printer capable of approximately 290 °C at the nozzle and 120 °C at the bed. The carbon additive is abrasive, so a hardened nozzle is required. Prusa also recommends drying it for six hours at 60 °C and printing from a drybox for the best dimensional, mechanical, and outgassing performance.
- Price/kg: About $269/kg, based on a listed price of $229 for an 850-g spool
- Sizes: 1.75 mm; 850-g spool
- Surface resistivity: 6×107 Ω/sq
- Volume resistivity: 2.2×104 Ω⋅m
- Nozzle temperature: 290 ± 10 °C
- Bed temperature: 120 ± 10 °C
- Nozzle: Hardened 0.4-mm or larger required
- Enclosure: Not required
- Color: Black
- Drying: 60 °C for 6 hours recommended
Conductive Filament
Multi3D Electrifi Conductive Filament
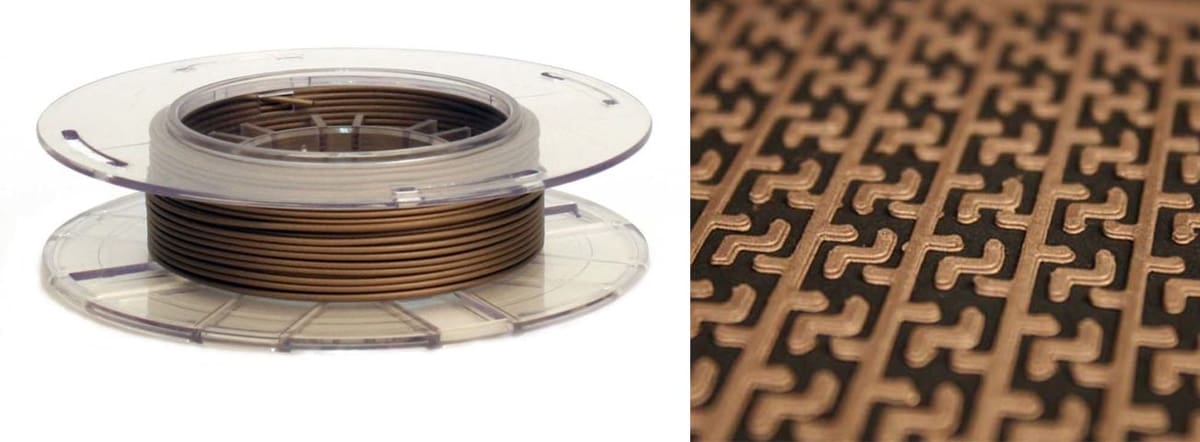
Multi3D Electrifi remains one of the most electrically conductive filaments available for FFF printing. Rather than relying on carbon black or carbon nanotubes, it uses a proprietary copper-filled polymer composite. Multi3D offers two conductivity grades, making Electrifi better suited to functional electrical parts than most conductive PLA or TPU filaments.
Its comparatively low resistivity allows it to be used for printed traces, contacts, sensors, LED circuits, antennas, RF components, EMI shielding, and other low-voltage electronics. Multi3D suggests that it may be suitable when a circuit can tolerate a resistor of roughly 10 Ω or more. Even so, it remains far less conductive than copper wire, and long, narrow traces can still produce significant voltage drop.
Electrifi is unusual in that it prints at temperatures well below those used for PLA. The filament is relatively soft and can kink if the path between the extruder gear and hot end is not sufficiently constrained, so a direct-drive extruder or closely supported feed path is preferable. Reliable electrical connections can also be challenging because probe and component contact resistance may dominate the measurement; Multi3D recommends silver paste when making or measuring low-resistance contacts.
- Price: $119–$215, depending on grade and spool size
- Spool sizes: 200 and 500 g listed by Multi3D
- Diameters: 1.75 and 2.85 mm
- Conductivity grades: 1,000 or 10,000 S/m
- Approximate resistivity, 10,000-S/m grade: 0.01 Ω·cm
- Nozzle temperature: 130–160 °C
- Print speed: 10–30 mm/s
- Extruder: Direct drive or a tightly constrained filament path recommended
- Color: Copper-brown
- Typical uses: Printed traces, LED circuits, contacts, sensors, antennas, RF parts, and EMI shielding
Protopasta Electrically Conductive Composite PLA

Protopasta Electrically Conductive Composite PLA is a carbon-black composite designed for low-voltage circuits, capacitive touch controls, switches, sensors, and projects involving LEDs or microcontrollers. Protopasta suggests thinking of the material more like a printable resistor than a replacement for wire: it can carry small currents, but its relatively high resistance limits the loads and distances it can handle.
The filament uses NatureWorks 4043D PLA blended with a dispersant and conductive carbon black. Protopasta reports that printed parts are more conductive along deposited layers than through them, with volume resistivity rising from about 30 Ω·cm in the X-Y direction to 115 Ω·cm through the Z axis. This anisotropy, together with the effects of path length and cross-section, means traces should be kept short and thick, and finished parts should be measured before use.
It prints on ordinary PLA-capable machines and does not require a heated bed, although Protopasta recommends a larger nozzle for the most reliable extrusion. Because its resistance depends heavily on geometry and print settings, it is best suited to experimentation and low-current functional features rather than precise electronic components.
- Price/kg: $89.99 / kg
- Spool sizes: Commonly 125 g and 500 g
- Diameters: 1.75 and 2.85 mm
- Resistance, 10 cm of filament: 2.0–3.5 kΩ for 1.75 mm; 0.7–1.3 kΩ for 2.85 mm
- Volume resistivity, printed X-Y: Approximately 30 Ω·cm
- Volume resistivity, printed Z: Approximately 115 Ω·cm
- Nozzle temperature: 195–225 °C; 210–230 °C may improve flow with a larger nozzle
- Bed temperature: Not required; around 50–60 °C can improve adhesion
- Nozzle: 0.6 mm recommended; 0.4 mm can also be used
- Color: Black
- Base material: PLA with conductive carbon black
Amolen Conductive PLA

Amolen’s Conductive PLA is a carbon-filled material aimed at hobby electronics and other low-current applications. It can be used for touch-sensitive controls, simple switches, sensors, short printed traces, and educational circuit projects, but it isn’t conductive enough to replace copper wire or conventional PCB traces.
The manufacturer gives a broad resistance range but doesn’t clearly specify the specimen geometry, measurement direction, or test method on the product page. That makes its electrical rating useful as a general indication rather than a value that can be compared directly with another filament’s resistivity. As with other conductive composites, the finished part’s resistance will also depend on its length, cross-section, orientation, infill, and print settings.
As a PLA-based filament, it should be more accessible than conductive TPU or engineering-grade ESD materials. Amolen recommends keeping it dry, printing at moderate speeds, and storing it sealed with desiccant. The company’s mechanical data suggests a relatively stiff material with limited elongation, so it is better suited to rigid conductive components than parts that need to flex repeatedly.
- Price/kg: About $100/kg at the listed sale price
- Spool size: 200 g
- Diameter: 1.75 mm
- Resistance: 103 – 105 Ω, test method not specified
- Nozzle temperature: 210–240 °C
- Bed temperature: 30–65 °C
- Print speed: 30–70 mm/s
- Build surfaces: PEI, glass, or textured plate; glue optional
- Drying: 55 ± 5 °C for 6–8 hours
- Color: Black
- Cooling: Fan on
- Certifications: RoHS, REACH, and EN71 compliant
Spectrum Filaments PLA Electrically Conductive

Spectrum PLA Electrically Conductive is a carbon-nanotube-modified PLA intended for basic current-carrying applications. It combines the accessibility of standard PLA with enough conductivity for projects such as touch controls, sensors, electrical contacts, educational circuits, and short low-current paths. Its matte finish also helps conceal layer lines, which may be useful for visible functional prototypes.
Spectrum tested the material using 4 × 4 × 120-mm specimens printed at 100% infill. The results show that conductivity improves as nozzle temperature rises, with volume resistivity falling from 120 Ω·m at 210 °C to 97 Ω·m at 230 °C. This makes the upper end of the recommended temperature range preferable when electrical performance matters, although resistance will still vary with geometry, print orientation, infill, and processing conditions.
The filament is straightforward to process and doesn’t require an enclosure or drybox. However, Spectrum describes the CNT formulation as slightly abrasive and recommends a hardened-steel or ruby nozzle. The finished print should be tested before use, particularly because Spectrum’s published electrical values come from a specific specimen geometry and test setup rather than a finished component.
- Price/kg: About €93/kg, based on €69.90 for a 750-g spool
- Spool size: 750 g
- Diameter: 1.75 mm
- Volume resistivity: 97–120 Ω·m, depending on nozzle temperature
- Surface resistivity: 101 Ω, manufacturer-reported dry-material value
- Nozzle temperature: 210–230 °C
- Bed temperature: 40–60 °C
- Print speed: 30–120 mm/s
- Cooling: Up to 100%
- Nozzle: Hardened steel or ruby recommended
- Enclosure: Not required
- Drybox: Not required
- AMS compatibility: Yes
- Color: Black
- Surface finish: Matte
NinjaTek Eel (TPU)

NinjaTek is best known for flexible filaments such as NinjaFlex, but it also makes Eel, a conductive and static-dissipative TPU designed for parts that need electrical functionality without sacrificing flexibility. The material is available only in Midnight Black and is aimed at applications such as wearable electronics, robotic components, flexible contacts, and low-power LED projects.
Eel has a Shore hardness of 60D, making it considerably firmer than soft TPU filaments such as NinjaFlex. Even so, NinjaTek reports 355% elongation, so printed parts can bend and move repeatedly without cracking or wearing out. The company also highlights its chemical resistance and suggests the filament for automation, robotics, automotive components, and wearable devices.
According to NinjaTek’s technical data sheet, Eel has a surface resistance of 5,500 Ω/sq and a volume resistance of 1.1×10 Ω⋅m1, measured under conditioned test conditions. That makes it much more conductive than most ESD-focused filaments, which are typically designed to dissipate charge more slowly. Eel may therefore be useful for flexible electrical contacts, touch-sensitive parts, sensors, and short low-current paths, but it should not be treated as a substitute for copper wiring or conventional circuit-board traces.
NinjaTek recommends printing Eel with the build plate anywhere from room temperature to 45 °C. Glue is suggested for bed adhesion. The company recommends slower speeds of 15–20 mm/s for top and bottom layers and 45–60 mm/s for infill, with cooling enabled after the first layer. As with other flexible filaments, a well-constrained filament path or direct-drive extruder can help prevent feeding problems.
- Price/kg: $174.80 for a 1-kg spool
- Sizes: 1.75 and 3.00 mm; 500-g and 1-kg spools
- Surface resistance: 5,500 Ω/sq
- Volume resistance: 1.1×105 Ω⋅m1.1 \times 10^5\ \Omega\cdot m1.1×105 Ω⋅m
- Shore hardness: 60D
- Elongation: 355%
- Nozzle temperature: 220–230 °C
- Bed temperature: Room temperature to 45 °C
- Print speed: 15–20 mm/s for top and bottom layers; 45–60 mm/s for infill
- Build surface: Glue suggested
- Color: Midnight Black
Recreus Conductive Filaflex

Recreus Conductive Filaflex is a flexible, electrically conductive TPU intended for wearable electronics, soft sensors, flexible contacts, and other low-current components that need to bend without losing function. Its relatively firm 92A hardness should make it easier to feed than softer elastomers, and Recreus says it works with most desktop 3D printers without specialized hardware.
A notable feature is that its electrical resistance can be adjusted through print settings. Recreus warns that the TPU stretches as it is extruded, producing lines slightly narrower than the nozzle diameter; inadequate flow or poor bonding between perimeters can therefore raise resistance or interrupt conductive paths. Finished parts should be measured in the direction they will carry current, especially for sensors or wearable devices.
The filament does not require a hardened nozzle, but Recreus recommends cleaning the hot end with PETG after use. A direct-drive extruder is preferred, the cooling fan should normally remain off, and the filament should be dried before printing. Recreus has also highlighted its use in a printed resistive frost sensor, illustrating its suitability for flexible sensing rather than conventional power wiring.
- Price/kg: About $171/kg
- Spool size: 500 g
- Diameters: 1.75 and 2.85 mm
- Electrical resistance: Manufacturer says it is tunable through print settings; no standardized resistivity value is published on the product page
- Shore hardness: 92A
- Nozzle temperature: 250–255 °C, depending on nozzle size
- Bed temperature: Unheated for small parts; 50–55 °C for larger parts
- Nozzle: 0.4 mm or larger; hardened nozzle not required
- Maximum volumetric flow: 4 mm³/s with a 0.4-mm nozzle, increasing with larger nozzles
- Cooling: Normally off
- Extruder: Direct drive preferred
- Drying: 55 °C for at least 1 hour
- Color: Black

Reprapper Electrically Conductive PLA

RepRapper Electrically Conductive PLA is a carbon- and graphene-filled filament intended for basic electrical functions such as capacitive touch controls, switches, sensors, experimental circuits, and other low-current projects. RepRapper also suggests it for electrical-device covers that need ESD functionality, although the company does not publish the standardized surface-resistance data needed to evaluate it as a dedicated ESD-control material. For this guide, it fits better in the conductive-filament section.
The filament is considerably more resistive than metal wire. RepRapper reports roughly 100 kΩ across a 10-cm length of 1.75-mm filament, so it is best treated as a printable resistor or sensing material rather than a conventional conductor. Short, thick paths will perform better than long, narrow traces, and the finished part should be measured because geometry, print orientation, infill, and layer bonding can all affect resistance.
Its PLA base should make it relatively straightforward to print on ordinary desktop machines. The product remains listed on RepRapper’s official site and several regional Amazon stores, although availability varies by market.
- Price/kg: $75/kg
- Spool size: 1 kg
- Diameter: 1.75 mm
- Diameter tolerance: ±0.03 mmResistance: Approximately 100 kΩ across 10 cm of 1.75-mm filament
- Conductive additives: Carbon and graphene
- Nozzle temperature: 190–240 °C
- Bed temperature: 40–60 °C
- Color: Black
- Typical uses: Touch controls, switches, sensors, experimental traces, and other low-current projects
Printing Tips for ESD Materials
The electrical performance of an ESD-safe or conductive print depends not only on the material, but also on how it is printed. Nozzle temperature, part geometry, raster spacing, layer orientation, and bonding between extruded roads can all change the resistance of the finished part.
Nozzle temperature is especially important. If the material is printed too cold, the conductive filler may not form sufficiently continuous pathways through the polymer, leaving the part more insulating than intended. Printing hotter can improve the connections between conductive regions and lower the part’s resistance. However, higher conductivity is not always better: an ESD-safe part should remain within the resistance range required for controlled static dissipation, rather than simply becoming as conductive as possible.
“We sometimes get calls from customers indicating they are printing our ESD materials and the parts are too insulative,” says Matt Howlett, materials scientist and president of 3DXTech. “We advise them to increase the nozzle temperature 10 °C at a time until they get the conductivity they need. I saw the same effect in ESD plastics for injection molding applications. If the mold was run too cold, the conductivity would be low, and that could be improved by increasing the mold temperature.”
Start with the manufacturer’s recommended print profile and temperature range, then test the finished part. Adjust the nozzle temperature gradually, preferably in 5- or 10-degree increments, and remeasure after each change. For an ESD-safe part, the aim is to reach the specified dissipative range. For a conductive part, the goal may instead be to obtain a sufficiently low and repeatable resistance for a sensor, switch, touch control, or other low-current function.
Print orientation also matters because electrical performance is often anisotropic. A part may conduct more readily along deposited roads in the X-Y plane than through stacked layers in the Z direction. Vertical-wall resistance can therefore be higher than resistance measured across a horizontal surface. Orient the part so that the main path for charge or current follows the strongest and most continuous printed pathways wherever possible.
Raster spacing and extrusion quality also affect conductivity. Closely spaced roads, good inter-road bonding, sufficient wall thickness, and consistent extrusion generally create more continuous conductive networks. Gaps, under-extrusion, sparse infill, poor layer adhesion, and thin cross-sections can all increase resistance or create inconsistent readings.
Part dimensions must also be considered. A long, thin trace will have more resistance than a short, thick one made from the same material. For this reason, resistance values measured on one test coupon cannot always be applied directly to a differently shaped part.
When testing, measure the actual printed component in the direction in which charge or current will travel. Use the same electrode spacing, contact pressure, and measurement method each time, since these variables can significantly affect the result. Also check whether the manufacturer reports surface resistance, surface resistivity, or volume resistivity, as these are different quantities and should not be compared directly.
Finally, remember that material datasheets describe performance under specific test conditions. Even when a filament comes with a tuned printer profile, the finished part should still be verified, especially for electronics manufacturing, grounding, sensing, or safety-critical applications.
What Is Electrostatic Discharge?

Knowing when to use an ESD-safe material—and when a more conductive material is appropriate—isn’t always straightforward. Understanding how electrostatic charge forms, moves, and dissipates will help you choose the right material for the application.
Anyone who has felt a shock after walking across a carpet and touching a metal object has experienced electrostatic discharge. The shock, sometimes accompanied by a visible spark, is usually harmless to a person, but even a much smaller discharge can damage sensitive electronic components.
Even a discharge too small to feel can damage semiconductor junctions, microscopic conductive paths, or other sensitive electronic features. The triboelectric series helps indicate which material pairings are most likely to generate static; the farther apart two materials are on the list, the greater the risk. Because human skin and common synthetics such as nylon are widely separated, ordinary activities like walking across a room, handling plastic parts, or removing components from packaging can generate thousands of volts. Tools, fixtures, housings, trays, and work surfaces used around electronics should therefore either prevent charge buildup or provide a controlled path for it to dissipate.
This is where the distinction between conductive and ESD-safe materials becomes important. A conductive material has relatively low electrical resistance and allows current to flow readily. That can make it useful for low-current functional applications such as touch controls, sensors, switches, LED circuits, and simple printed traces. However, high conductivity alone does not necessarily make a material suitable for protecting electronics from ESD.
ESD-safe materials are typically designed to dissipate static charge in a controlled manner rather than allowing it to remain trapped or discharge suddenly. Many are therefore described as static-dissipative, occupying the range between an insulator and a strong conductor. A dissipative enclosure or fixture can gradually move charge toward ground without creating the abrupt current flow associated with a spark.
Electrical resistance describes how strongly an object opposes the flow of current and is measured in ohms (Ω). High-resistance materials are insulators, while lower-resistance materials are conductive. For ESD applications, manufacturers often specify surface resistance, surface resistivity, or volume resistivity, so values should only be compared when the same measurement and test method are used. As a general guide, parts with a surface resistance of around 106 to 109 Ω are commonly described as static-dissipative, although the acceptable range depends on the application and relevant ESD standard.
A manufacturer may specify either resistivity, which describes the material itself, or resistance, which describes a particular test specimen. The resistance of a printed part also depends on its dimensions, print orientation, and measurement method, so values from different products are not always directly comparable.
The electrical performance of a 3D printed part also depends on more than the filament or resin itself.
Electrical performance is based on :
- mart dimensions
- print orientation
- material
- layer bonding
- wall direction
- raster spacing
- processing temperature
These can all affect the path through which charge or current travels. For critical applications, the finished part should therefore be measured rather than assumed to meet its intended resistance range.
License: The text of "Don’t Fry Your Electronics: ESD-Safe vs. Conductive 3D Printing Filaments" by All3DP Pro is licensed under a Creative Commons Attribution 4.0 International License.
CERTAIN CONTENT THAT APPEARS ON THIS SITE COMES FROM AMAZON. THIS CONTENT IS PROVIDED ‘AS IS’ AND IS SUBJECT TO CHANGE OR REMOVAL AT ANY TIME.