From $10 to $10,000: We Quoted 10 Parts to Uncover Real 3D Printing Service Costs

We uploaded 10 different parts to the top marketplace for 3D printing services and compared practical, budget-friendly options with higher-quality alternatives.
A 3D printing service might charge less than $10 for one small, straightforward part – or more than $10K for a large, detailed, or metal component. That range is so broad that it isn’t especially helpful when you’re trying to budget for a real project.
So, what does ordering a 3D print actually cost?
To find out, we uploaded 10 recognizable parts to a 3D printing service for a quote, ranging from a miniature and phone stand to a metal bracket and a production run of 100 clips. For each part, we looked for the cheapest suitable option and compared it with a more capable, durable, or visually refined alternative.

The results show why there’s no universal price per gram of material or cubic centimeter of part. Size and material matter, but so do geometry, printing process, surface finish, quantity, supplier location, and the amount of labor needed before and after printing.
The 3D printing service we chose was Craftcloud, for a number of reasons. First, it’s a marketplace of 3D printing services which enables it to provide a huge range of materials and technologies from manufacturing partners around the world. It is — from our research for several other articles on 3D printing services — almost always the most affordable. It offers instant quotes on all materials and technologies, whereas most others make you wait for an email quote for anything but the most basic parts. And, of course, it’s All3DP’s 3D printing service. Feel free to upload these same models to any service for quotes.
3D Printing Service Costs at a Glance

Important: These quotes are snapshots rather than fixed price lists. Prices can change with the delivery location, supplier availability, exchange rates, material selection, production capacity, shipping method, and requested turnaround. Uploading the same model at another time or from another country may produce a different result.
How We Compared the 3D Printing Quotes

For consistency, we requested all prices between June 24 and June 26 for delivery to Chicago. Prices are shown in U.S. dollars and do include applicable tax although when the manufacturer was not in the U.S. it’s possible that custom duties would be applied. Craftcloud offers an option to select a manufacturer in your area or country to avoid custom fees, but we went with the cheapest global option, that in most cases was a manufacturer in the U.S.A.
We uploaded STL models and used the same geometry for both options wherever possible. We did not modify a model simply to make one manufacturing process appear cheaper.
For each part, we selected:
- A cheapest suitable option: The lowest-priced offer we considered appropriate for the part’s likely purpose, not necessarily the absolute cheapest material displayed.
- A higher-quality alternative: A material, technology, finish, or supplier option offering a meaningful advantage, such as greater detail, strength, heat resistance, surface quality, accuracy, or speed.
- The displayed turnaround: The production and delivery estimate shown when the quote was collected. In most cases, the production time and the shipping time were not changeable but many Craftcloud partners offer free or expedited shipping.
- None or the standard finish: Parts can be finished with a wide variety of options — painted, dyed, sanded, smoothed, etc. — that add to the price. We typically selected raw and in the cheapest color offered.
We excluded options that were clearly unsuitable for the intended application. For example, the cheapest rigid plastic would not be a meaningful choice for a gasket, and a display-focused resin might not be the best material for a load-bearing mechanical component.
We also link to the models we selected to you can price them at any service provider.
What Determines the Price of a 3D Print?

Before looking at the individual parts, it helps to understand what goes into a service quote.
Material and Printing Process
Common thermoplastics printed with fused deposition modeling, or FDM, are frequently among the least expensive options for simple prototypes and larger visual parts. Resin processes can reproduce finer details but may cost more, particularly when a specialized resin or finish is selected.
Powder-bed processes such as selective laser sintering (SLS) and Multi Jet Fusion (MJF) can be attractive for functional nylon parts, complicated geometries, and batches. Metal printing is normally in a different price category because of the equipment, material, production controls, and post-processing involved.
The cheapest process is therefore highly dependent on the part. FDM may be economical for a phone stand, while a powder-bed process could make more sense for a batch of compact clips.
Part Size and Material Volume
A larger part generally consumes more material and occupies more machine capacity. However, the dimensions of the part’s bounding box can matter alongside its actual volume.
A broad but thin component may take up significant build space even if it does not contain much material. A compact, hollow part may require less material but still need supports, cleaning, or careful handling.
Geometry and Support Requirements
Overhangs, internal cavities, delicate details, and difficult-to-access surfaces can affect both print preparation and post-processing.
Depending on the process, a part may need sacrificial support structures that consume additional material and must later be removed. Other processes use surrounding powder as support, making them better suited to some interlocking or geometrically complex designs.
Surface Finish and Post-Processing

A raw print is usually less expensive than one that has been polished, dyed, painted, vapor-smoothed, plated, machined, or otherwise finished.
A premium finish can be worth paying for when the component will be displayed, handled by a customer, or used as a presentation prototype. It may offer little value for an internal fit-check or hidden mechanical part.
Quantity
Ordering more parts raises the total, but it does not always increase the price proportionally. Setup, order handling, and shipping can be spread across the batch, while some processes pack multiple parts efficiently into one build.
As our 100-clip example demonstrates, the lowest-cost process for one unit is not necessarily the best-value process for production quantities.
Supplier and Shipping
Two manufacturers can quote different prices for the same file and specification. Their equipment, available build capacity, location, minimum charges, and shipping arrangements may all differ.
That makes shipping especially important for inexpensive parts. A low-price print with high shipping costs more at checkout than a higher-priced parts with cheaper or free delivery.
1. 10-cm Miniature or Figurine

- Model: Sir Biscuit, the Fluffy Defender
- Dimensions: 133.91 × 163.08 × 100mm
- Quantity: 1
- Intended use: Display, tabletop gaming, painting, or collecting
Miniatures are small, but they are not always cheap to print well. Fine facial features, clothing textures, weapons, and other delicate details can expose the limitations of lower-resolution processes.
Cheapest Suitable Option
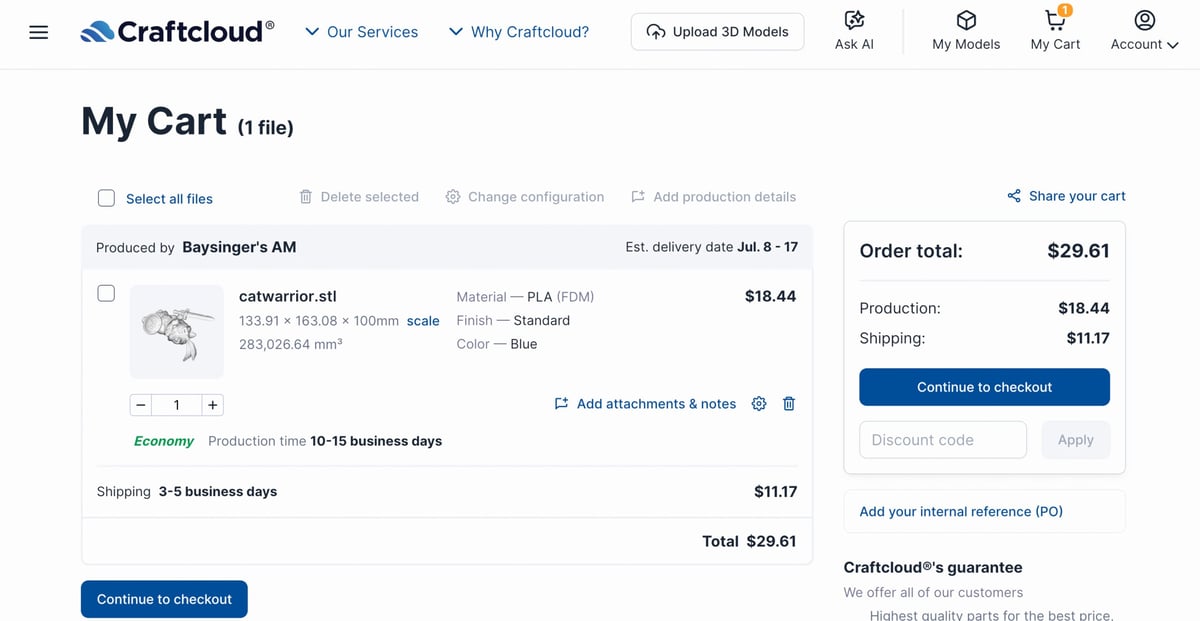
- Part price: $18.44
- Shipping: $11.17
- Total: $29.61
- Technology: FDM
- Material: PLA (20% infill)
- Finish and color: Red, no special finish
- Estimated production and delivery: 14 business days
- Supplier location: Texas (shipping to Chicago)
At $29.61, this was the cheapest option we considered suitable because you can expect reasonably good resolution from FDM, plus this miniature would be easily paintable. The manufacturer, Baysinger’s AM, has great customer reviews on the Craftcloud platform from more than 100 customers.
The part’s small dimensions kept material use down, although the price per part would be even lower if we ordered more.
Higher-Quality Alternative
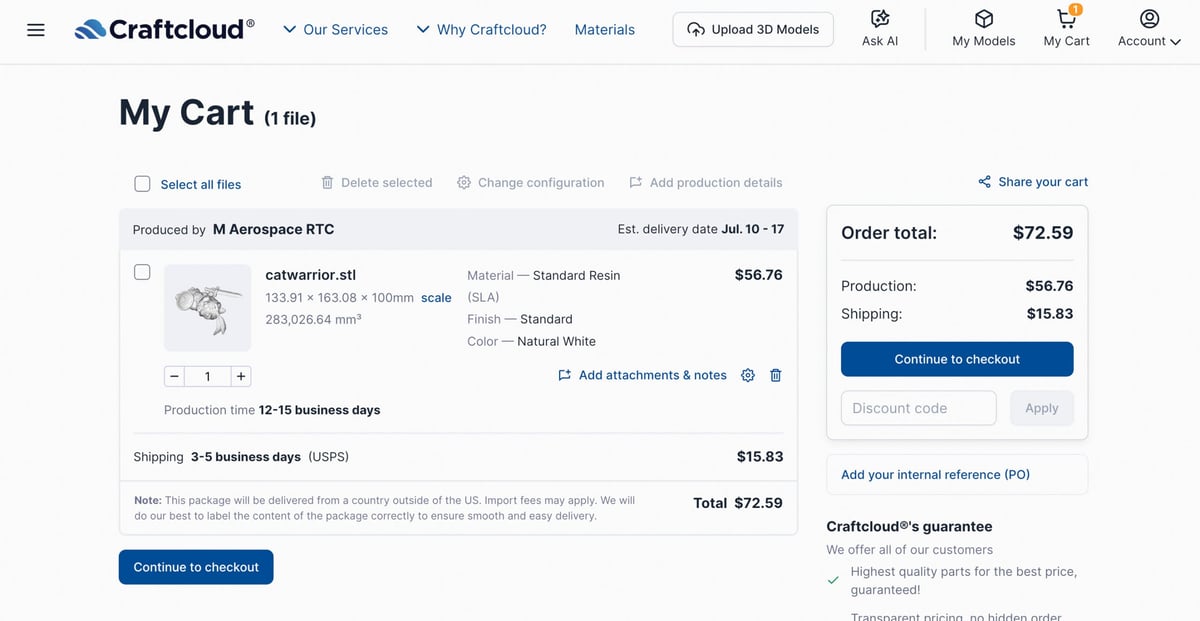
- Total with shipping: $72.59
- Technology: Resin (SLA)
- Material: Standard Resin
- Finish and color: White, no finish
- Estimated production and delivery: from 15 days
The alternative cost is more than twice the cheapest but in return, it offered finer detail, smoother surfaces, which lead to an overall better miniature.
That premium is most defensible when the model will be painted, displayed close-up, molded, or photographed. For a quick scale check or background gaming piece, the cheaper option may be sufficient.
Main price driver: Single item (some manufacturers have a minimum charge), fine detail, most likely some support removal.
2. Phone Stand

- Model: Modern Phone Stand by KL Worx
- Dimensions: 91.43 × 88 × 70mm
- Quantity: 1, 10
- Intended use: Desktop phone support
A phone stand is a good example of a simple consumer product that does not necessarily need an industrial material. The main requirements are usually adequate stiffness, a stable base, and dimensions that fit the intended phone or case.
Cheapest Suitable Option
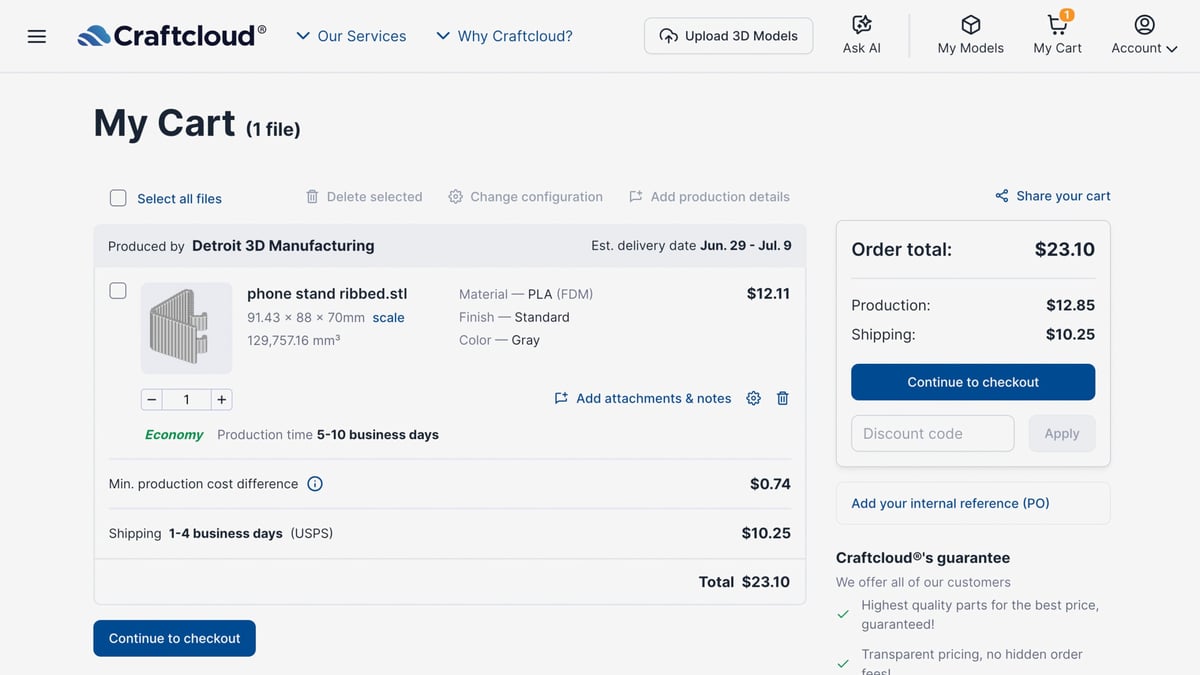
- Part price: $12.85
- Shipping: $10.25
- Total: $23.10
- Technology: FDM
- Material: PLA (20% infill)
- Finish and color: Grey, no finish
- Estimated production and delivery: from six days
- Supplier location: Detroit (shipping to Chicago)
The stand’s simple geometry, moderate size, and low material volume made it a relatively straightforward job with no supports. Its price was driven mainly by the manufacturer’s minimum product cost of $12.
Pay attention to the difference between part price and delivered price here. Shipping represented more than 40% of the total, making it more influential than the selected material.
Higher-Quality Alternative
- Total with shipping: $43.58 for 1, $145.15 for 10
- Technology: FDM
- Material: Semi-Flexible TPU
- Finish and color: Black, no finish
- Estimated production and delivery: from 15 days
The upgrade to a semi-flexible TPU provides better impact resistance, a touch of flexibility, and improved durability. It makes the most sense for a retail-quality object or a stand expected to see frequent use. TPU is often what’s used for phone protective cases, so it’s use here certainly makes sense.
For an ordinary desk accessory, however, the cheaper option offers enough of the required performance at half of the alternative’s price.
Main price driver: Corvallis3D, located in Oregon, has a $26 minimum cost. Ordering more pays off.
3. Replacement Gear

- Model: Electric toy car plastic gear gearbox 550
- Dimensions: 66 × 25.7 × 66mm
- Quantity: 1, 5
- Intended use: Replacement part for anything that has gears
A replacement gear may be physically small, but material choice matters more than it does for a decorative print. Teeth need to be highly accurate, retain their shape, and the center bore must fit the shaft closely enough to transmit motion. The exact loads, speed, temperature, lubrication, and required lifespan should be established before ordering. A successful quote does not prove that a material is safe or durable enough for a particular mechanism, so several may be needed for testing.
Cheapest Suitable Option
- Part price: $14.71
- Shipping: $7.45
- Total: $22.16 ($69.90 for 5)
- Technology: FDM
- Material: ABS
- Finish and color: white, no finish
- Estimated production and delivery: From 6 days
- Supplier location: Illinois (shipping to Chicago)
We selected ABS filament rather than the platform’s absolute cheapest option, PLA at under $10, because mechanical testing could be impossible with a brittle plastic like PLA. ABS provides more durability and chemical resistance in case the gear meets lubricants.
The gear’s compact size and simple dimensions limited its raw material cost, but but minimum charges accounted for much of the final price. We opted for a strong 40% infill for a stronger and more durable part in case this is not just a prototype for fit.
Craftcloud offers engineering-grade filaments even more durable than ABS that can meet very specific manufacturing needs, such as high temperature, chemical resistance, and strength. This gear in Carbon-fiber reinforced nylon would be $54.70, in PEEK it would be $185.61, and in Ultem 1010 it’s $275.78.
Higher-Quality Alternative
- Technology: Metal LPBF
- Material: 316L Stainless Steel
- Finish and color: Sandblasted Matte
- Total with shipping: $61.42 ($149.90 for 5)
- Estimated production and delivery: From 8 days
- Supplier location: Hong Kong (shipping to Chicago)
For three-times more, the alternative in metal laser powder bed fusion (LPBF) — also know as SLM or DSLM — offers better wear resistance, toughness, temperature performance and dimensional consistency.
Whether it is worth the premium depends on the gear’s duty cycle. The inexpensive version may be appropriate for fit testing or light intermittent use, while stainless steel is the more credible option for an end-use spare part. 316L stainless steel is a highly durable alloy known for its corrosion resistance and versatility in both industrial and aesthetic applications.
The bore, tooth profile, backlash, and mating components should all be checked after printing. Critical surfaces may require design allowances or secondary machining.
Main price driver: Functional materials, minimum charge, metal process
4. Electronics Enclosure
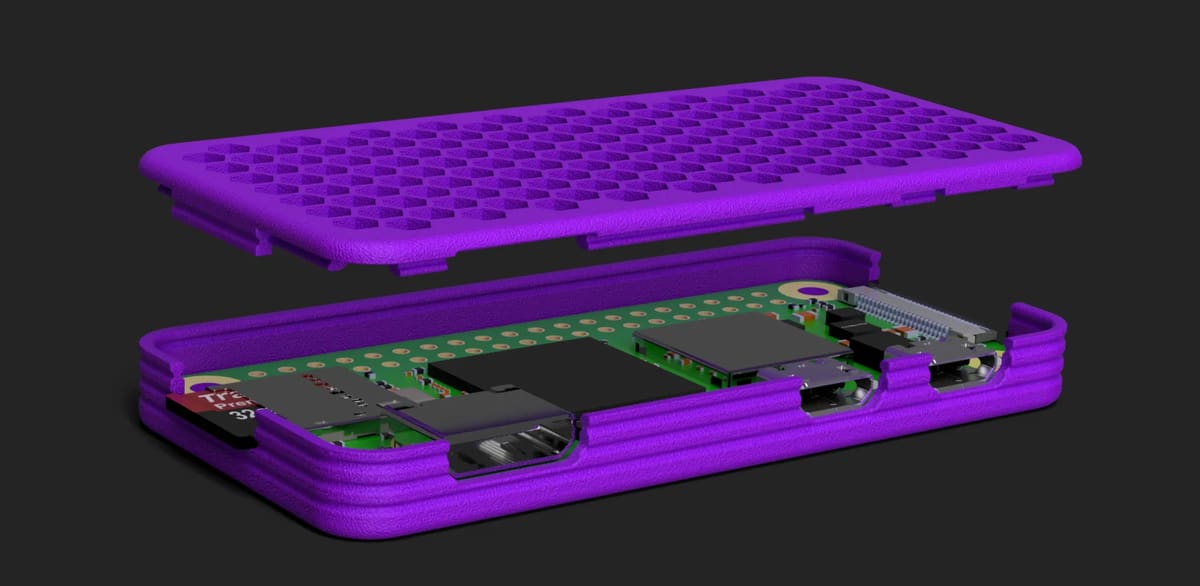
- Model: Raspberry Pi Zero Slim Snap-Fit Case
- Dimensions: 67.8 × 32.8 × 7.8 mm
- Quantity: 1
- Number of 3D printed pieces: 2
- Intended use: Housing for Raspberry Pi single board computer
Electronics enclosures often look simple, but they combine several cost-sensitive features: broad walls, internal bosses, vents, connector openings, snap fits, and a separate lid.
An enclosure must also be designed for the intended printing process. Walls that are too thin may warp or fail, while thick, solid sections can add unnecessary material and increase the risk of dimensional problems. You’ll also want to consider a material that enables static discharge.
Cheapest Suitable Option
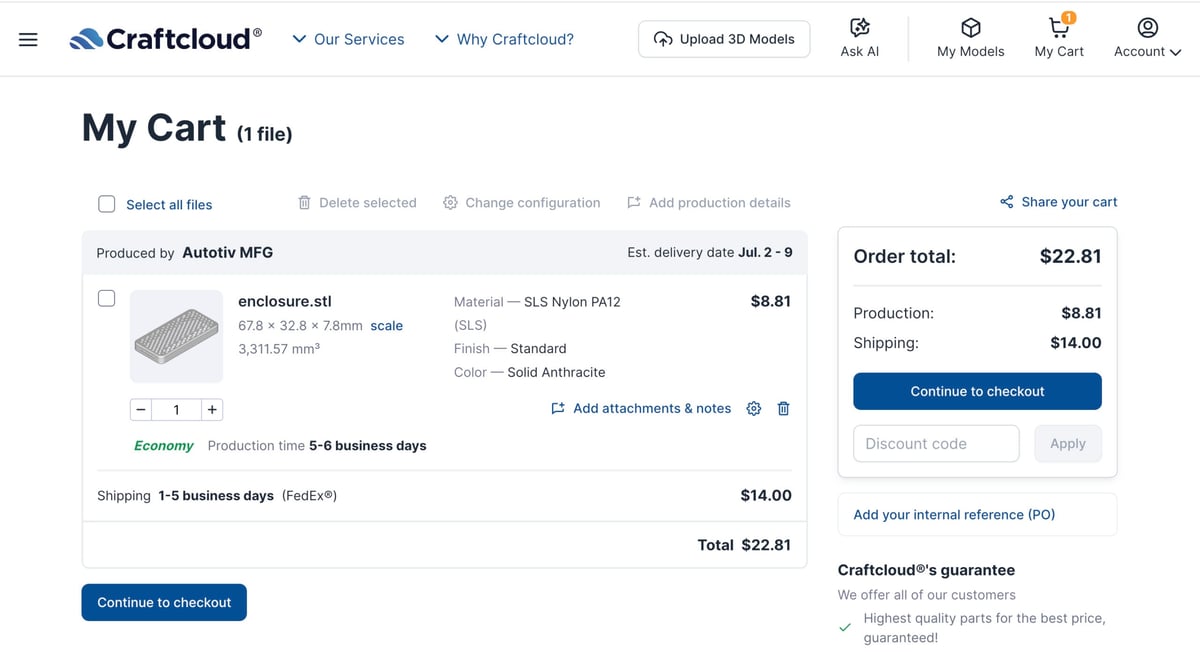
- Part price: $8.81
- Shipping: $14.00
- Total: $22.81
- Technology: SLS
- Material: Nylon 12
- Finish and color: Black, no finish
- Estimated production and delivery: from 6 days
- Supplier location: New Hampshire
For the body and the lid for this enclosure one of the cheapest methods was SLS (selective laser sintering) with nylon 12 powder, because of the design. It turns out to be the ideal material for is part since it’s durable enough and flexible enough for repeated opening of the snap-fit closure. The technology is also ideal since it typically doesn’t require supports.
At $22.81, this option could be both a fit-check prototype and a final product. The enclosure’s small surface area had a greater effect on price than its apparent complexity from the outside.
Higher-Quality Alternative
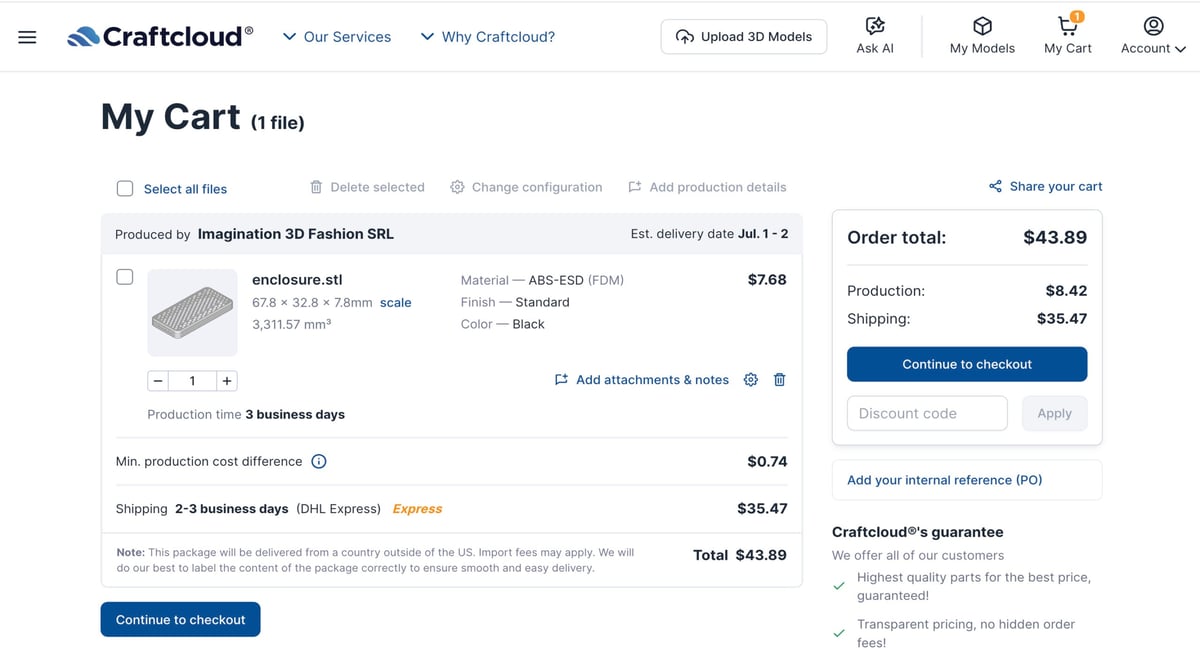
- Technology: FDM
- Material: ABS-ESD
- Finish and color: Black, no finish
- Total with shipping: $43.89 (for one)
- Estimated production and delivery: From 5 days
The premium option in this case may be a downgrade in surface finish and overall appearance but it’s an improvement in one critical area, electrostatic discharge. The use of ESD filament provides an element of protection for the enclosed electronics. That more than justifies the added cost for final use part, although potentially unnecessary for a prototype.
Neither quote automatically guarantees an electrical, fire-safety, ingress-protection, or regulatory rating. Those requirements depend on the material, design, manufacturing controls, and applicable certification.
If you wanted both excellent surface finish and electrostatic discharge protection, Craftcloud offers SLS with a ESD Nylon 11. This options makes sense if you’re needing a production run as a final-use product, so the cost of 50 is around $3,573.
Main price driver: Part complexity, wall area, ESD material.
5. Drone Component

- Model: Multi-part Drone Frame
- Dimensions: 464.46 × 549.69 × 12 mm
- Quantity: 1
- Number of 3D printed pieces: 9
- Intended use: The frame for a real-world flying drone with a variety of components
Drone components reward low mass, but they may also experience vibration, impacts, repeated fastening, and outdoor temperatures. The cheapest printable material is therefore not always an appropriate flight material.
3D printing drones (frames, housings, and other components) is increasingly common not only for hobbyists but for actual militaries around the world. These require a robust, flight-worthy material but can be single use (in military operations) so the cost needs to be low. Here we look and the cheapest and the most robust.
Our original model is a 9-piece, 5-inch drone frame, we scaled it 200% for the quotes below.
Note that each part of this drone frame build needs to be uploaded to the 3D printing service individually as separate STL files for an accurate quote. If one STL file contains multiple parts, you’ll get a quote for one part that is that total size which will skew the price and limit the available materials and technologies.
Cheapest Suitable Option
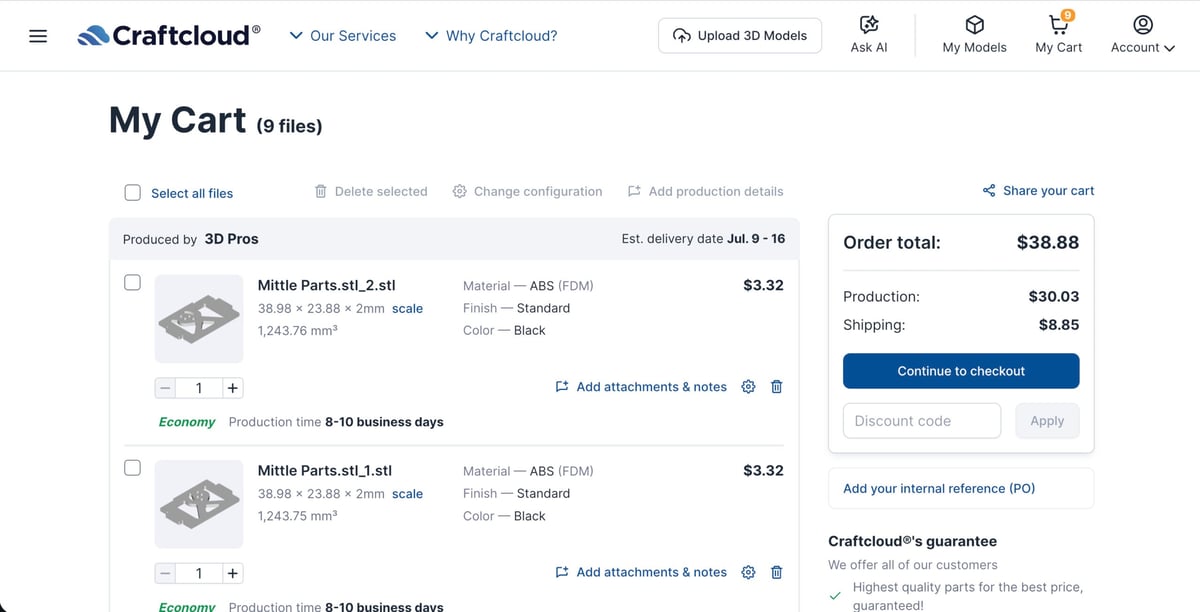
- Part price: $30.03
- Shipping: $8.85
- Total: $38.88
- Technology: FDM
- Material: ASA
- Finish and color: White, no finish
- Estimated production and delivery: From 7 days
- Supplier location: Florida (shipping to Chicago)
Using FDM technology, material choice becomes critical. The cheapest PLA may be too brittle for assembly, let alone the pressures of actually flying. The most economical material that could have the impact resistance for a drone body is ABS.
At $103.17 delivered, this was the least expensive option we considered potentially suitable for a flyable drone frame. ABS provides a more credible combination of toughness, heat resistance, and outdoor durability than PLA, making it appropriate for more than a simple appearance or fit-check model. Those properties make it a more credible option for a drone body that may be transported, handled repeatedly, and operated outside.
Higher-Quality Alternative
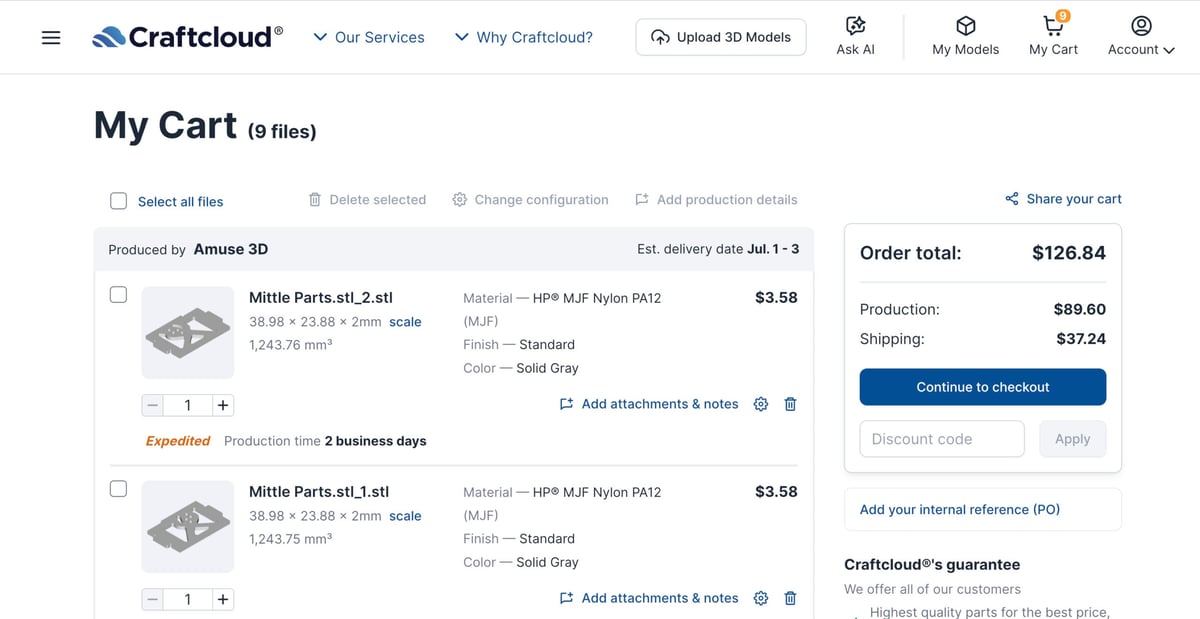
- Technology: MJF
- Material: Nylon 12
- Finish and color: no finish, black
- Total with shipping: $126.84
- Estimated production and delivery: From 4 days
For the higher-quality alternative, we selected Nylon PA12 produced with HP Multi Jet Fusion. MJF fuses powdered nylon rather than depositing individual strands, producing strong, detailed parts with more uniform mechanical properties across different directions. That makes it well suited to a drone frame, where arms, motor mounts, fastener holes, and the central body experience vibration and multidirectional loads. Compared with FDM ASA, MJF PA12 offers greater dimensional consistency, cleaner mating surfaces, and less dependence on print orientation, making it a stronger candidate for repeated flight.
PA12 also provides a useful balance of toughness, heat resistance, and low weight, but the model must be designed appropriately. MJF parts do not use adjustable infill in the same way as FDM, so solid geometry will generally be printed solid. Lightweight shells, ribs, cutouts, and powder-escape holes should therefore be incorporated into the CAD model. The completed frame would still require inspection and ground testing to confirm arm stiffness, fastener retention, vibration behavior, and compatibility with the selected motors, battery, and payload.
If you curious about the price for a metal option, 3D printing this drone frame in lightweight aluminum is $204.85 including shipping.
Main price driver: Low volume order, nylon material
6. Cosplay Prop

- Model: Mandalorian helmet
- Dimensions: 248.84 × 232.49 × 233.81 mm plus smaller accessory pieces
- Quantity: 1
- Number of 3D printed pieces: 4
- Intended use: Costume or display prop
The cosplay prop is the largest example in our comparison and demonstrates how quickly dimensions can dominate a service quote. A lightweight prop may contain relatively little material, yet still occupy many hours of machine time or require several separately printed sections.
This wearable-size Mandalorian helmet is a four-part build consisting of a main helmet part, two ear parts and a back plate detail.
Cheapest Suitable Option
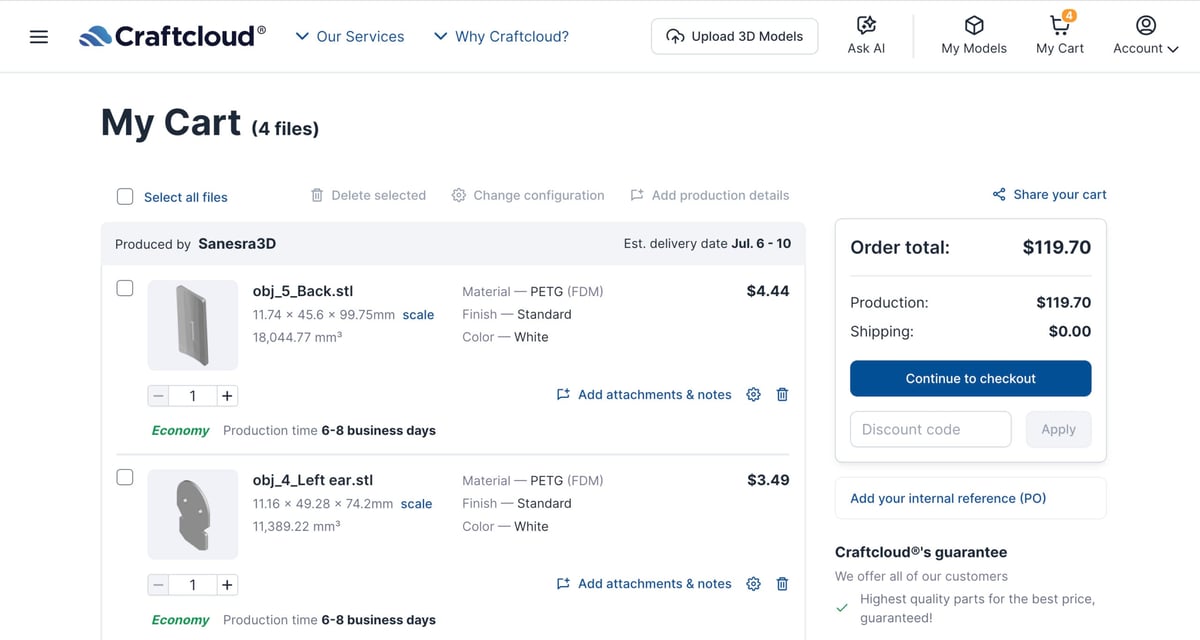
- Part price: $119.70
- Shipping: free
- Total: $119.70
- Technology: FDM
- Material: PETG
- Finish and color: no finish, black
- Estimated production and delivery: From 8 days
FDM was the most economical suitable process. Craftcloud quoted the same price for PLA and PETG, so we selected PETG for its greater toughness, impact resistance, and heat resistance. Those properties are useful for a costume prop that may be transported, repeatedly handled, or worn outdoors. PETG is also less brittle than PLA, reducing the risk of cracking around thin edges, attachment points, and the smaller ear and back-plate components.
Although the helmet is largely hollow, its dimensions make it expensive relative to smaller parts. The main shell occupies a substantial portion of an FDM printer’s build volume and requires many hours of machine time, while the four-piece construction adds separate setup, support removal, and assembly work. Visible layer lines and seams should be expected from an unfinished FDM print, so filling, sanding, priming, and painting will likely be needed for a screen-ready appearance. For a costume or display build, however, PETG provides a practical balance of price, durability, weight, and finishability.
The quoted finish is raw, so the delivered parts would still require gluing, sanding, printing and paining to achieve the appearance shown in a finished costume.
Higher-Quality Alternative
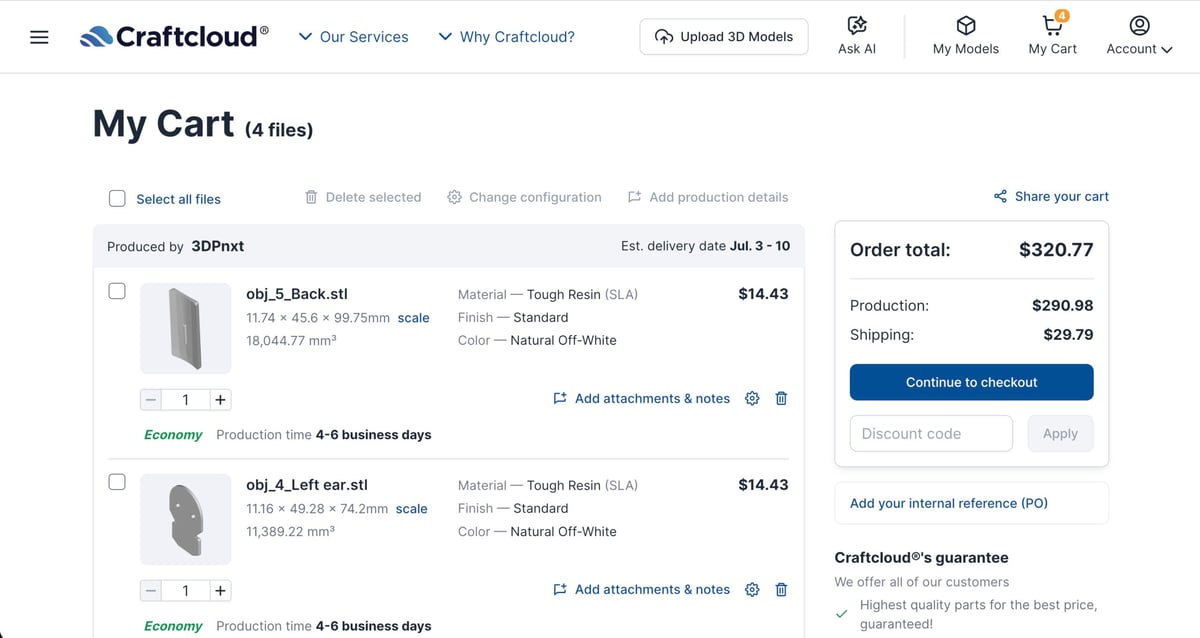
- Technology: SLA
- Material: Tough Resin
- Finish and color: White, no finish
- Total with shipping: $320.77
- Estimated production and delivery: From 8 days
- Supplier location: Hong Kong (shipping to Chicago)
For the higher-quality alternative, we selected SLA printing in Tough Resin. SLA can reproduce the helmet’s panel lines, edges, recesses, and smaller accessories with finer detail and a smoother surface than FDM, reducing the amount of filling and sanding needed before painting. Tough Resin is also better suited to a wearable prop than standard display resin because it offers greater resistance to cracking and damage during assembly, transport, and repeated use.
The trade-off is cost, and the helmet may also be heavier than the PETG version because resin parts are generally produced as solid model geometry rather than with adjustable FDM infill. Hollowing the shell and adding drainage openings to the model would therefore be important for controlling weight and material use. For a display helmet or a costume intended for close-up photography, however, SLA Tough Resin offers a more refined finish with less visible evidence of the printing process.
Main price driver: Large build volume, shipping a large part
7. Architectural Model

- Model: Lincoln-Memorial-MiniWorld3D
- Dimensions: 73.76 × 123.08 × 22.77 mm plus similar size roof part
- Quantity: 1
- Number of 3D printed pieces: 2
- Intended use: Desktop deco, presentation model
Architectural models can combine a broad footprint with thin walls, openings, railings, roof structures, and repeated façade details. Their price depends not only on overall size, but also on whether the chosen process can reproduce those features reliably.
This Lincoln Memorial replica is a strong benchmark as an architectural 3D print because it combines a simple overall form with numerous features that must remain clear and consistent at scale. The broad stepped base, repeated columns, recessed interior, straight walls, and layered roofline test a printer’s ability to reproduce symmetry, sharp edges, regular spacing, and fine surface detail. Unlike a decorative figure, its quality is judged largely by dimensional consistency: uneven columns, distorted corners, or a warped base would be immediately noticeable.
Cheapest Suitable Option
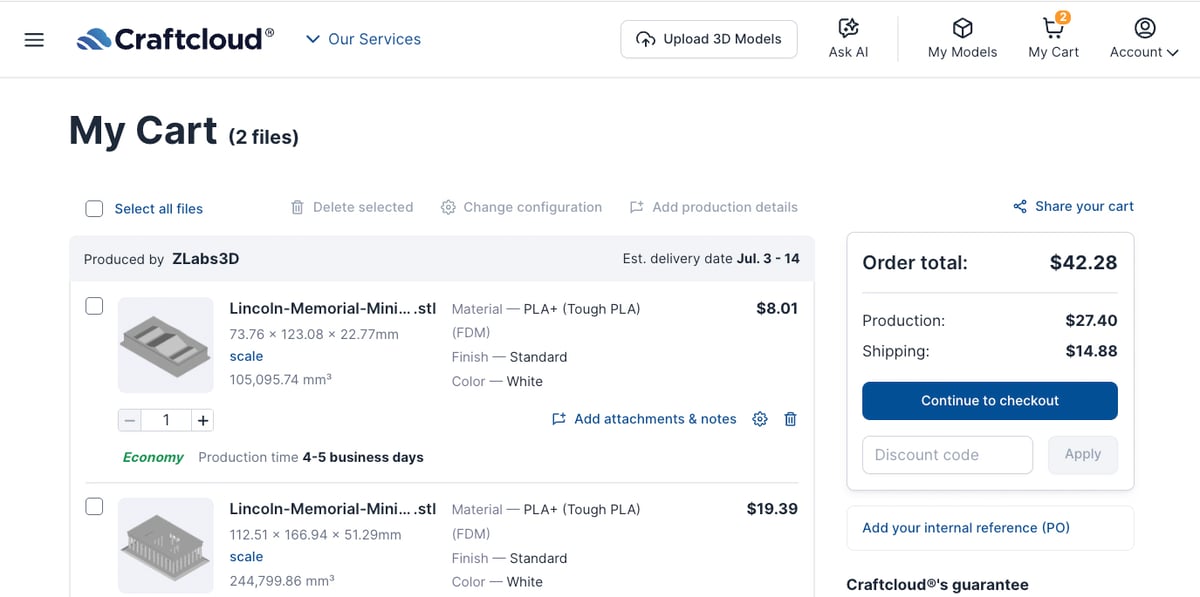
- Part price: $27.40
- Shipping: $14.88
- Total: $42.28
- Technology: FDM
- Material: Tough PLA
- Finish and color: no finish, white
- Estimated production and delivery: From 5 days
- Production location: Georgia, U.S.
We selected Tough PLA because this is primarily a visual architectural model. It offers the crisp detail and dimensional accuracy needed for the memorial’s columns, steps, and roofline, while being less brittle than standard PLA. The main building’s recessed spaces, ceilings, and closely spaced columns are likely to require substantial support material, making careful support removal an important part of the service provider’s work.
White suits the memorial’s stone appearance and also supports the model maker’s lamp concept. Because the structure is hollow, a low-temperature LED can illuminate it from within, with light showing through the colonnade. Hot bulbs should be avoided because Tough PLA has limited heat resistance.
The footprint, fragile details and part height were the main factors behind the quote.
Higher-Quality Alternative
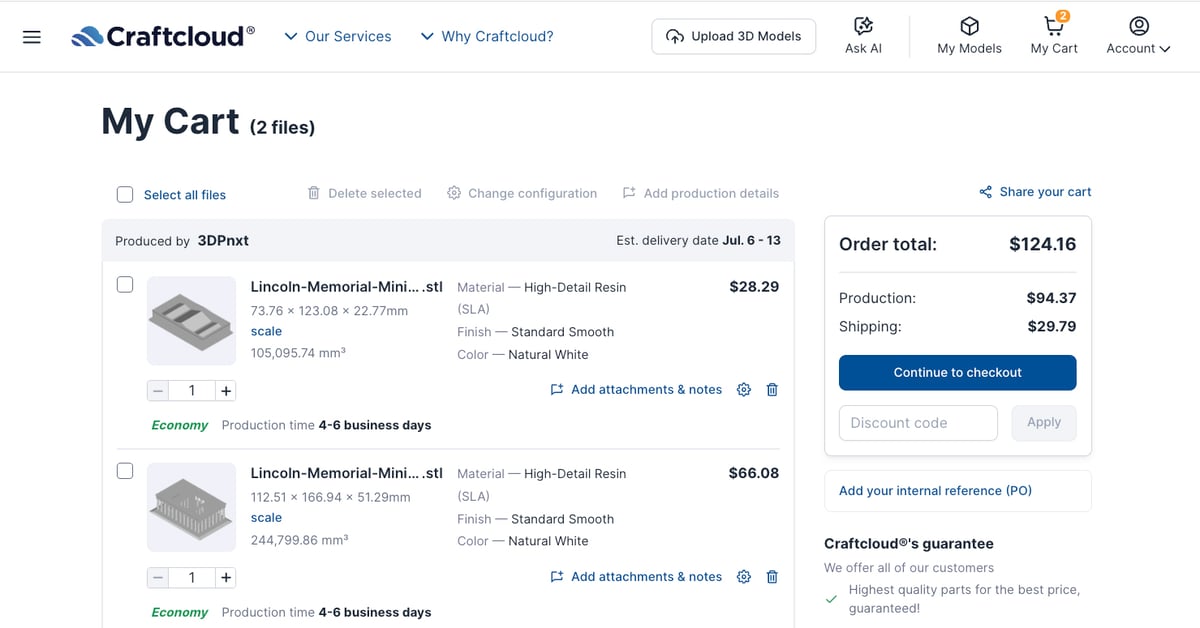
- Technology: SLA
- Material: High-Detail Resin
- Finish and color: White, no finish
- Total with shipping: $124.16
- Estimated production and delivery: From 8 days
- Supplier location: China (shipping to Chicago)
For the higher-quality alternative, we selected white High-Detail Resin printed with SLA or DLP. Compared with FDM Tough PLA, the resin process can reproduce the memorial’s closely spaced columns, recessed façade, steps, and roof ornamentation with sharper edges and a much smoother surface. The separate roof should also fit more precisely, while the reduced layer lines make the model more suitable for close-up display without extensive sanding.
The print would still require supports and careful cleanup, particularly around the colonnade and interior ceilings, but the finished result should show fewer visible manufacturing marks than the FDM version. White resin preserves the appearance of the original stone and can still be illuminated from within with a low-temperature LED, although High-Detail Resin is more brittle than Tough PLA and should be handled carefully.
For an early design review, the price premium may be unnecessary. A lower-cost process can still communicate building mass, circulation, and spatial relationships effectively.
Main price driver: footprint, fragile details, and detail resolution
8. Flexible Gasket

- Model:TPU Zippo Gasket 2.0
- Dimensions: 34.78 × 10.49 × 2.99mm
- Quantity: 1
- Number of 3D printed pieces: 1
- Intended use: Seal and secure an insert.
A flexible gasket illustrates why “printable” and “suitable” are not the same thing. Flexible printing materials vary considerably in hardness, rebound, tear resistance, temperature resistance, chemical compatibility, and long-term compression behavior.
This gasket is a good example of where 3D printing can solve a very specific fit problem. It is a small part designed to match the bottom of a Zippo-style lighter insert, so even minor dimensional differences can affect whether it seats correctly, stays in place, or interferes with assembly. For a replacement part that may be difficult to buy separately, an accurate digital model allows the gasket to be reproduced on demand without tooling.
Flexible TPU is a suitable material because it can compress slightly during installation, conform to the surrounding surfaces, and recover its shape after removal. Unlike a rigid plastic, TPU can provide the soft, rubber-like behavior needed for a snug fit while resisting repeated handling. The main challenge is dimensional tuning: wall thickness, print orientation, and the selected TPU hardness will all influence how tightly the gasket fits.
Cheapest Suitable Option
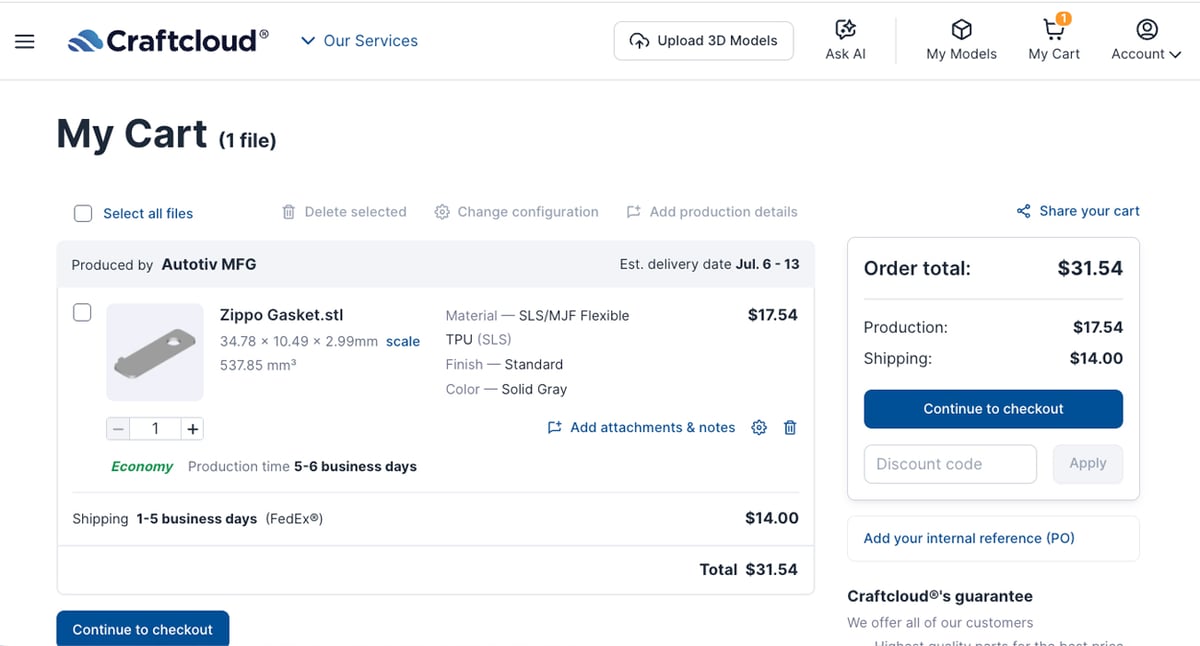
- Part price: $17.54
- Shipping: $14.00
- Total: $31.54
- Technology: SLS
- Material: TPU
- Finish and color: no finish, black
- Estimated production and delivery: From 5 days
- Production location: New Hampshire
SLS in flexible TPU was the cheapest suitable option for this gasket, undercutting the available FDM TPU quotes while also offering a more reliable manufacturing process. Flexible filament can be difficult to feed and control in an FDM printer, particularly for a small part where slight extrusion inconsistencies, stringing, or dimensional errors could affect the fit. SLS instead fuses the part within a bed of powder, eliminating support structures and producing the gasket’s opening and outer profile more consistently.
For a small component that must fit a Zippo-style insert precisely, the lower-cost SLS option therefore offers both better value and a greater likelihood of working as intended.
Higher-Quality Alternative
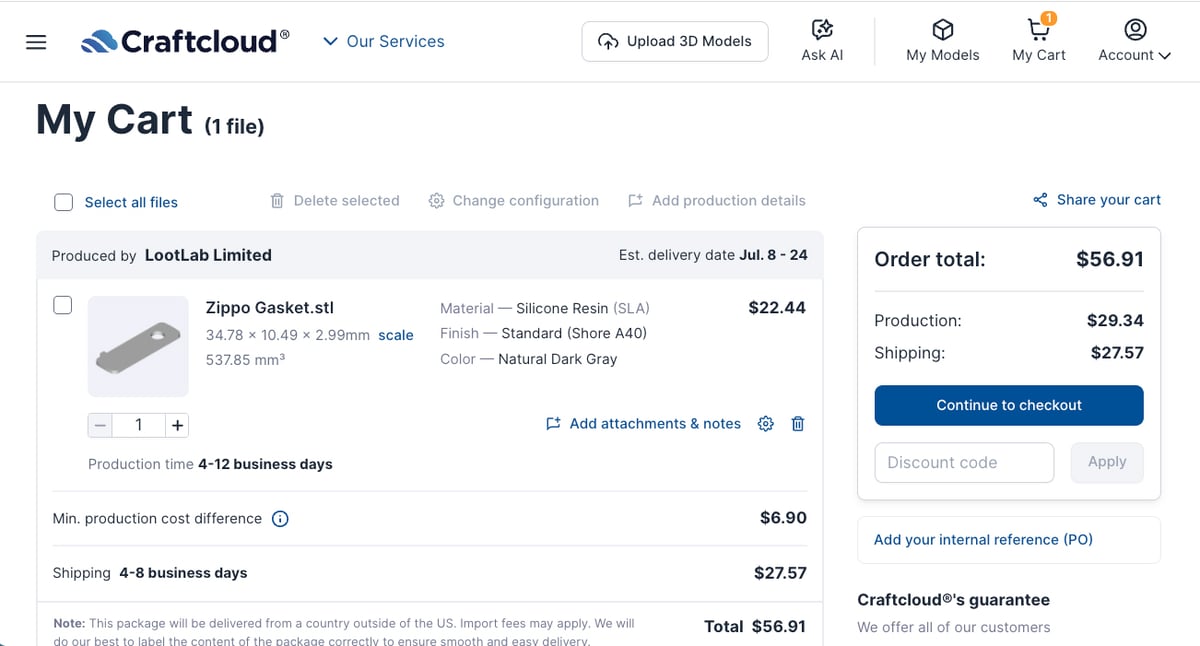
- Technology: SLA
- Material: Silicone Resin
- Finish and color: Black, no finish
- Total with shipping: $56.91
- Estimated production and delivery: From 8 days
- Supplier location: Canada (shipping to Chicago)
We selected silicone resin as the higher-quality alternative because it more closely matches the compression, rebound, and sealing behavior of a conventional rubber gasket than printed TPU. It is not a pure silicone, but its smoother surface and more consistent flexibility can help the part conform to the lighter insert while maintaining its shape through repeated installation and removal. The same qualities make silicone resin a stronger choice for industrial seals, gaskets, and cushioning components, where reliable compression, leak resistance, and long-term elastic recovery are more important than achieving the lowest possible price.
Silicone Rubber wasn’t available at Craftcloud for a quality of just 1, but if we wanted 100 it was, at a cost of about $5,500.
Main price driver: Specialized process, minimum charge
9. Metal Bracket

- Model: Topology optimized shelf bracket
- Dimensions: 221.38 × 170 × 204.79 mm
- Quantity: 1
- Number of 3D printed pieces: 1
- Intended use: specialized machine part
The metal bracket is where the price range expands sharply. Metal additive manufacturing involves more expensive equipment and feedstock, tightly controlled production, support removal, and potentially heat treatment or machining.
We chose this topology-optimized shelf bracket to represent a custom metal replacement part that may be difficult or impossible to obtain quickly in the required size and shape. Imagine it as a specialized machine bracket rather than an ordinary shelf support: a component that could be recreated from a digital file and produced on demand to reduce equipment downtime.
Its curved, material-efficient form also resembles a part designed specifically for additive manufacturing. Topology optimization removes material from lower-stress areas while retaining it along important load paths, creating an organic geometry that would be difficult to machine conventionally but is well suited to metal 3D printing. In this guide, it demonstrates both the cost of printing a one-off metal component and the value of additive manufacturing for urgent, low-volume replacements.
Cheapest Suitable Option
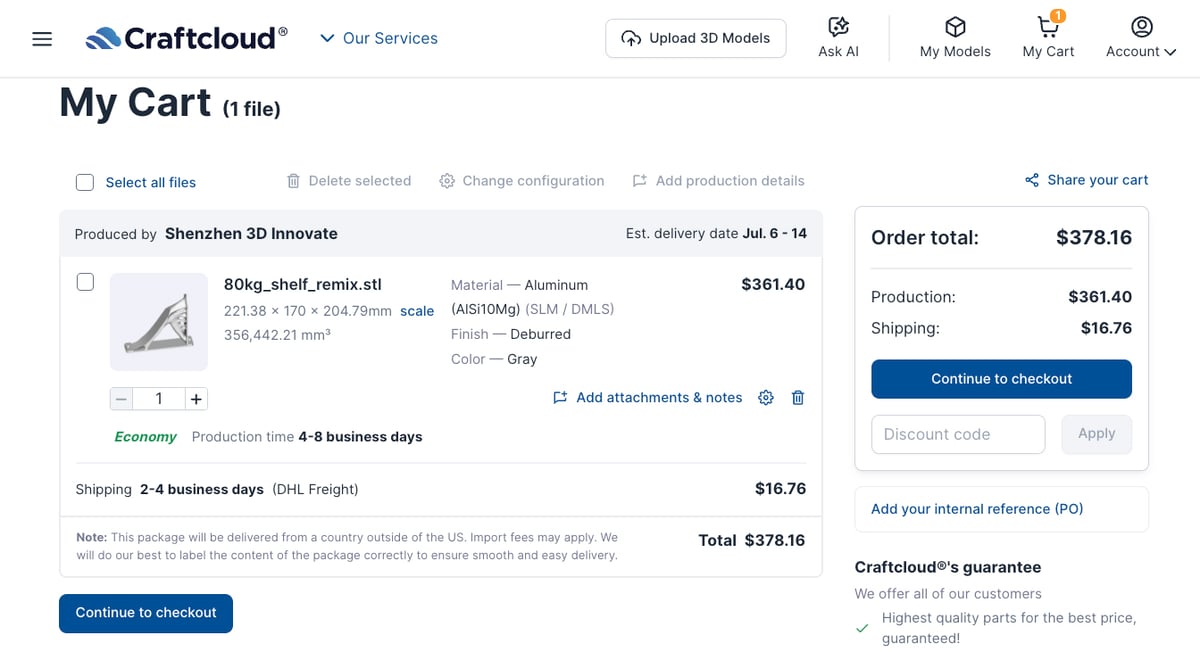
- Part price: $361.40
- Shipping: $16.76
- Total: $16.76
- Technology: LPBF/SLM
- Material: Aluminum
- Finish and color: Deburred, a satin-like surface finish
- Estimated production and delivery: From 6 days
At $361.40, the bracket cost multiple times as much as a comparable plastic part. Its material volume was only part of the equation, supports, support removal, post-processing and often quality control contributed to the price.
We selected aluminum AlSi10Mg produced by metal laser powder bed fusion because it was the least expensive option that still represented a true functional metal part. The alloy offers a useful combination of low weight, strength, corrosion resistance, and printability, while the powder-bed process can reproduce the bracket’s topology-optimized curves and internal transitions without the tooling or machining setups required by conventional manufacturing. That makes it well suited to a one-off custom replacement whose geometry may be difficult to source or manufacture quickly.
An aluminum print can also be an effective prototype for a final production component. It allows engineers to verify fit, mounting points, clearances, stiffness, and load paths using a real metal part before committing to a more expensive alloy, heat treatment, machining operation, or production method. Depending on the application, the AlSi10Mg version may even be suitable for end use, but its main value here is as a fast, functional bridge between a digital design and a fully validated final part.
Higher-Quality Alternative
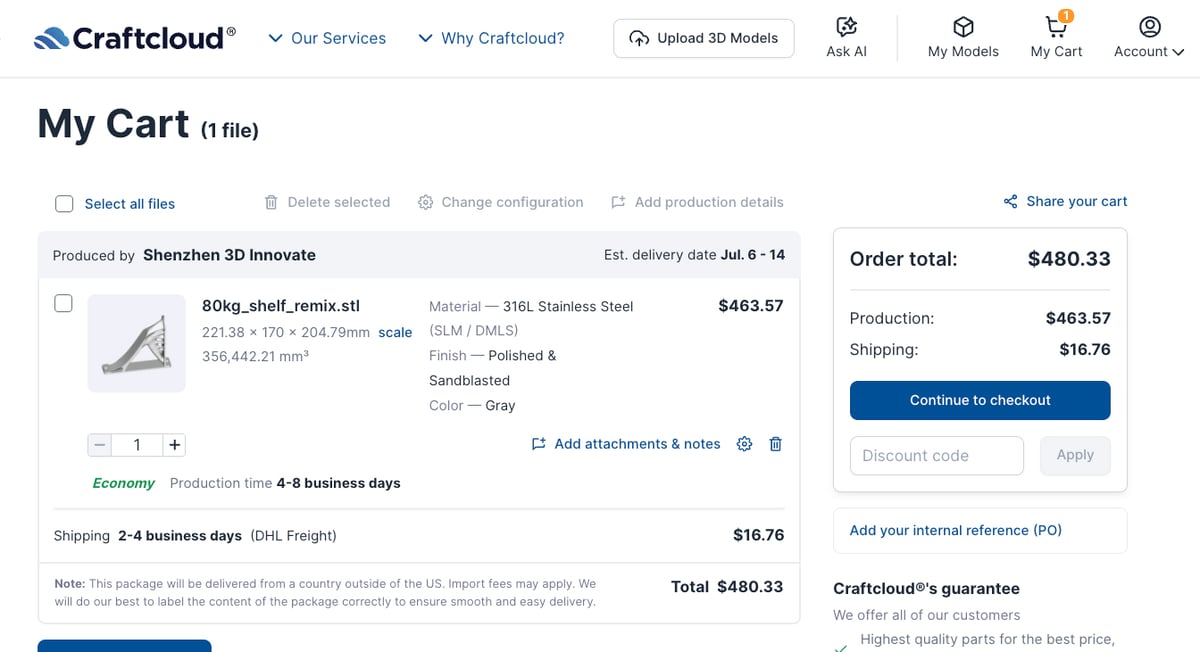
- Technology: LPBF/SLM
- Material: 316L Stainless Steel
- Finish and color: Polished & Sandblasted
- Total with shipping: $480.33
- Estimated production and delivery: From 8 days
- Supplier location: China (shipping to Chicago)
Printing the same bracket in stainless steel would be an upgrade where greater strength, stiffness, wear resistance, and long-term durability matter more than minimizing weight. Compared with AlSi10Mg, stainless steel is better suited to demanding environments, repeated loading, higher temperatures, and applications where corrosion or surface damage could shorten the part’s service life. The trade-off is a heavier and more expensive component, but for a permanent replacement part carrying significant loads, stainless steel may provide a larger safety margin and a longer working life.
Before paying the premium, compare metal printing with CNC machining, sheet metal fabrication, casting, or a redesigned plastic component. For uncomplicated geometry, one of those approaches may be less expensive. Metal printing becomes more compelling when it enables internal channels, part consolidation, topology optimization, or shapes that conventional tools cannot easily reach.
Main price driver: Metal material, post-processing
CNC Alternative
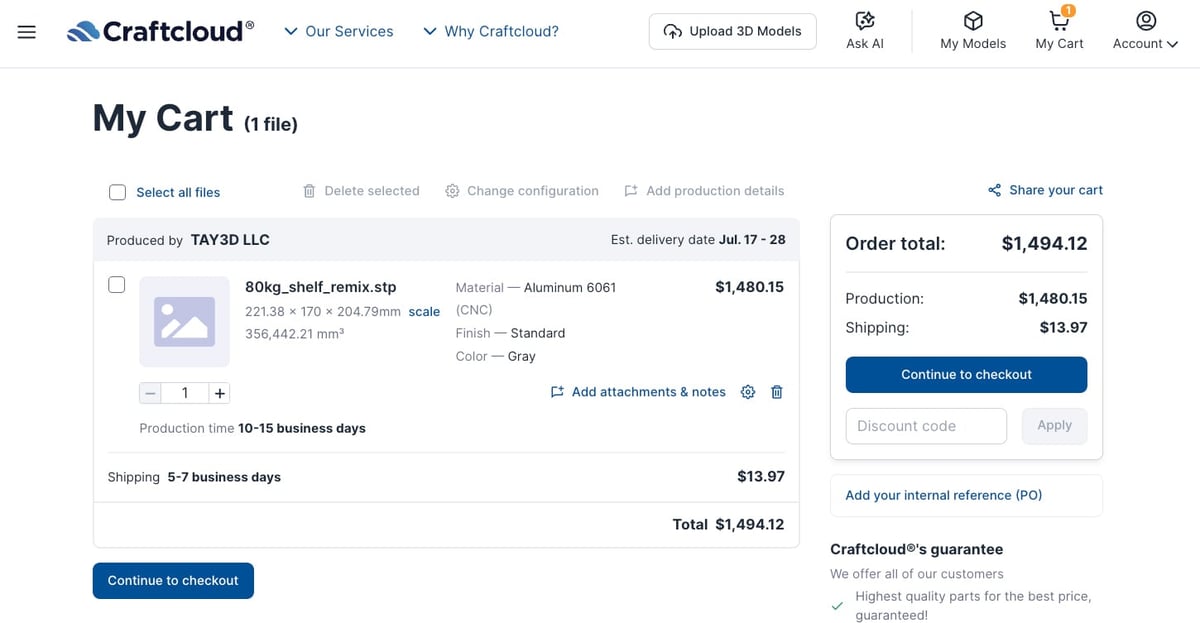
- Technology: CNC
- Material: Aluminum 6061
- Finish and color: Standard
- Total with shipping: $1,494.12
- Estimated production and delivery: From 15 days
- Supplier location: China (shipping to Chicago)
Craftcloud also offers CNC machining on it’s marketplace so it’s easy to compare what a part would cost when traditionally manufactured. The bracket’s topology-optimized geometry is well suited to additive manufacturing but inefficient to produce by CNC machining. Its curved ribs, deep transitions, varying thicknesses, and material removed from low-stress areas would require a large block of metal, extensive roughing, multiple setups, long toolpaths, and possibly five-axis machining to reach all surfaces. Much of the starting material would be cut away as waste, while custom fixturing, programming, inspection, and finishing costs would all be concentrated into a single part.
For a one-off replacement, those setup costs make CNC machining thousands of dollars more expensive than metal powder-bed fusion. CNC could become practical if the bracket were redesigned with simpler, tool-accessible geometry or produced in sufficient quantity to spread the setup cost across many units. For this exact design and a quantity of one, however, CNC is not a realistic economic alternative; metal 3D printing can manufacture the complex form directly without dedicated tooling or removing most of a solid billet.
10. Batch of 100 Clips
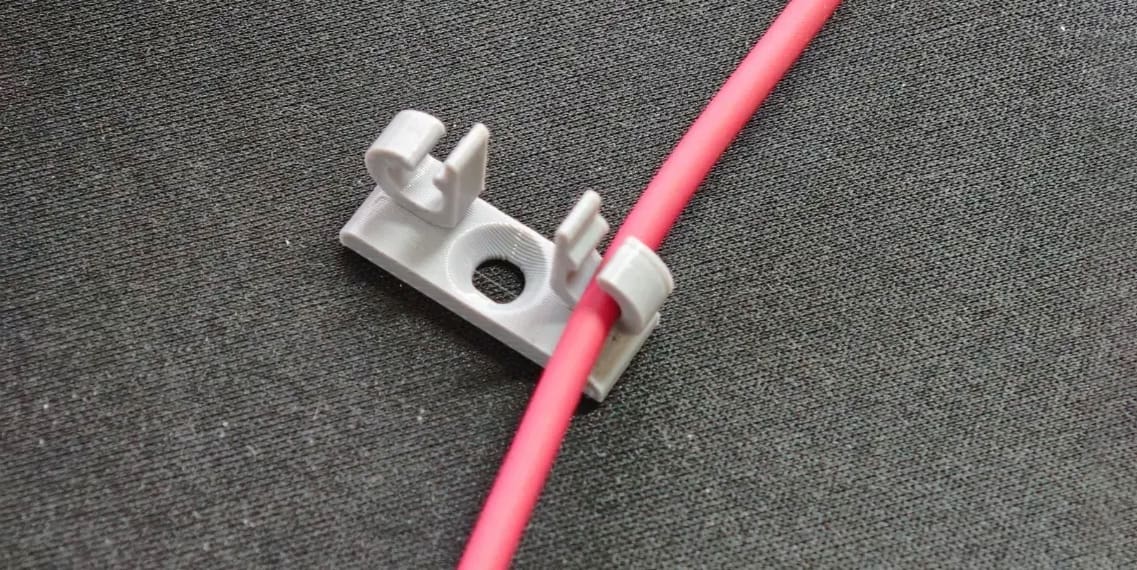
- Model: Mini Cable Clip
- Dimensions per clip: 13.9 × 25 × 8 mm
- Quantity: 100
- Intended use: cable management, assembly, packaging
We chose a small snap-fit cable clip to show how dramatically order quantity can change the economics of a 3D printing service. The part uses very little material, but a single clip can still be relatively expensive once supplier minimums, order handling, and shipping are included. At 100 units, those fixed costs are spread across the batch, while compact parts can be packed efficiently into the same production build.
The clip is also a realistic low-volume production part rather than a purely decorative object. Similar components are used to route wires inside appliances, vehicles, electronics enclosures, and equipment cabinets. Its flexible snap-fit arms make material and process selection important, because each clip must bend during installation, resist breaking, and retain enough spring force to hold the cable securely.
Cheapest Suitable Option
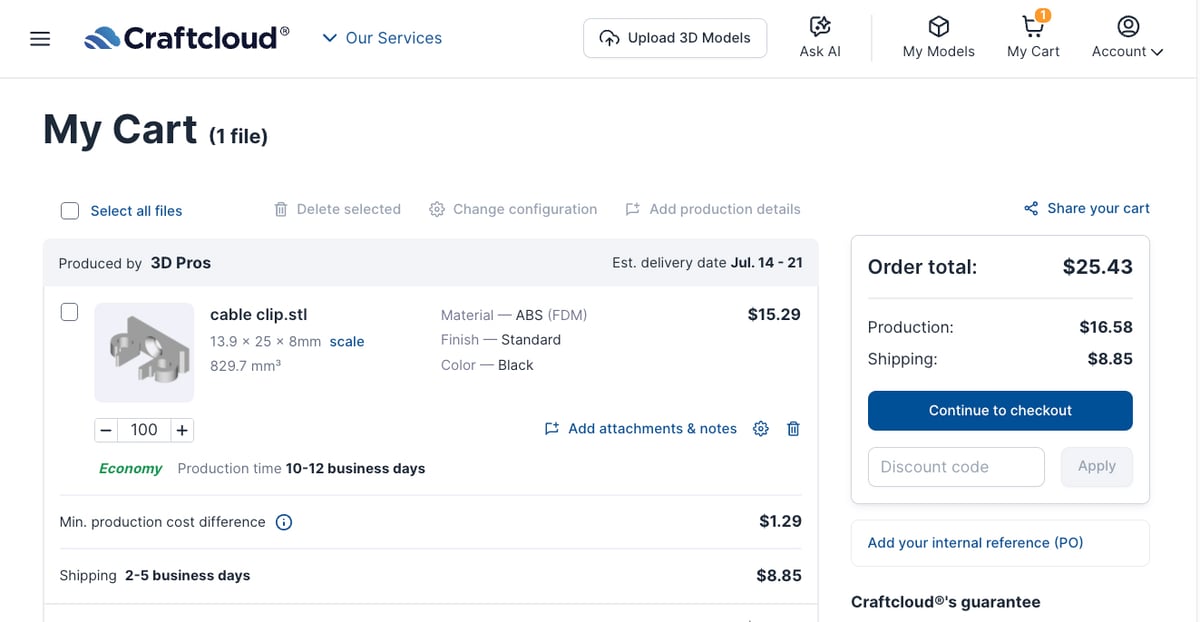
- Part price: $16.58
- Shipping: $8.85
- Total: $25.43
- Technology: FDM
- Material: ASA
- Finish and color: no finish, black
- Estimated production and delivery: From 12 days
The delivered unit price fell to $0.17 each, compared with $14,71 for one clip ordered by itself. That does not mean the printing itself became more efficient; shipping, handling, and minimum charges were simply spread across more parts.
We selected ABS rather than the slightly cheaper PLA because the clip is intended as a functional part that must flex during installation and withstand repeated handling. ABS is generally tougher and more heat-resistant than PLA, making it less likely to crack at the snap-fit arms or soften in a warm vehicle, appliance, or electronics enclosure. FDM keeps the cost low for a 100-piece batch, while ABS provides a better balance of durability, flexibility, and price for a clip expected to remain in service rather than simply demonstrate its shape.
Higher-Quality Alternative
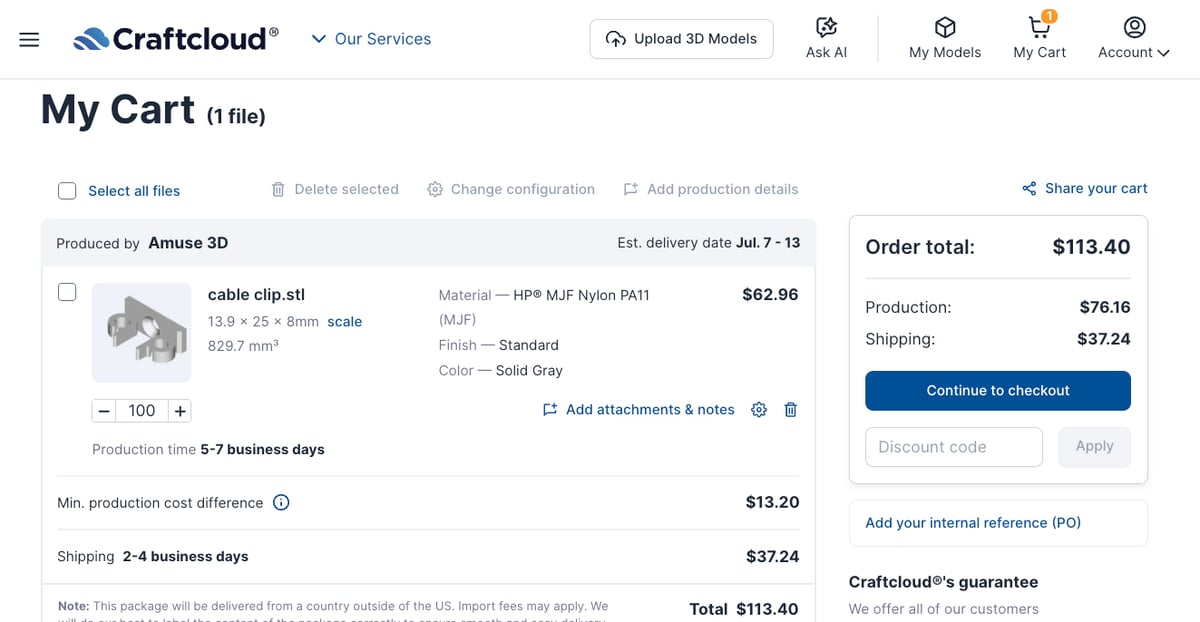
- Technology: MJF
- Material: Nylon 11
- Finish and color: Grey, no finish
- Total with shipping: $113.40
- Estimated production and delivery: From 7 days
- Supplier location: India (shipping to Chicago)
For the higher-quality alternative, we selected PA11 nylon produced with Multi Jet Fusion because MJF is well suited to repeatable, low-volume production. It can pack many small clips efficiently into one build while delivering consistent dimensions and mechanical performance across the full batch. PA11 adds the toughness, flexibility, and fatigue resistance needed for the clip’s arms to bend during installation and spring back repeatedly, making this a more production-ready option than FDM ABS.
The alternative increased the unit cost from about $0.17 to $1.13, an increase of approximately $0.97 per clip, or 584%, but provided much greater surface quality, flexibility, fatigue life, and batch-to-batch consistency.
At 100 units, it is also worth comparing 3D printing against an appropriate conventional production process. Injection molding carries tooling costs and is unlikely to make sense for every small run, but its economics improve at larger quantities. The crossover point depends on the part, material, mold complexity, quality requirements, and expected future volume.
Main price driver: process, surface quality
What Did Our 10 Quotes Reveal?

After comparing all 10 parts, several patterns stood out.
1. The Lowest Part Price Isn’t Always the Lowest Order Total
The electronics enclosure had the lowest manufacturing price at $8.81, but shipping raised its delivered total to $22.81. The replacement gear cost more to manufacture at $14.71 yet finished slightly cheaper at $22.16 delivered.
For small prints, shipping and supplier minimums can matter as much as the material. Compare the complete checkout total, not only the displayed part price.
2. Size Can Matter More Than Complexity
The largely hollow Mandalorian helmet cost $119.70 because its wearable dimensions occupied substantial build space and machine time. The much more detailed miniature cost only $29.61 delivered because it was considerably smaller.
A compact, intricate model can therefore cost less than a large object with relatively simple geometry.
3. Functional Materials Carry a Premium
The gear, drone frame, and gasket all required materials suited to their intended jobs. Their higher-quality alternatives cost approximately 80% to 226% more than the cheapest suitable versions, but the premiums purchased properties such as wear resistance, consistent strength, flexibility, and elastic recovery rather than appearance alone.
4. Metal Is a Different Cost Category
The aluminum bracket cost $361.40 before shipping and $378.16 delivered. Its stainless-steel alternative reached $480.33. Even at modest dimensions, metal powder-bed fusion carries substantial costs for material, supports, process control, and post-processing.
Metal printing can still offer excellent value when it enables complex geometry or produces an urgent one-off replacement that would be difficult to obtain another way.
5. Batches Can Dramatically Reduce Unit Cost
The batch of 100 clips cost $16.58 to manufacture, or about $0.17 per clip. Including shipping, the order totaled $25.43, or approximately $0.25 per delivered clip. A single clip ordered separately cost $14.71 delivered.
That represents a delivered unit-price reduction of about 98%, showing how setup, handling, and shipping costs can be distributed across a batch.
6. The Premium Option Isn’t Always Necessary
Across the ten examples, the higher-quality alternatives cost approximately 27% to 346% more than the cheapest suitable options.
The upgrades were easiest to justify for the miniature, gear, drone frame, gasket, and production clips, where detail or material performance directly affected the part’s purpose. They were harder to justify for straightforward visual or fit-check parts that could already meet their requirements in an economical material.
So, How Much Does a 3D Printing Service Really Cost?
Based on these ten examples, the accurate answer remains: it depends on what the part must do.
Our cheapest suitable order was the replacement gear at $22.16 delivered. The most expensive was the aluminum bracket at $378.16, while its premium stainless-steel alternative reached $480.33. The batch of clips achieved a delivered unit price of approximately $0.25.
The most useful question is not “What is the cheapest material?” but “What is the least expensive option capable of meeting the part’s actual requirements?”
For a visual prototype, that may be an unfinished FDM print. A detailed miniature may justify resin. A compact functional component may benefit from SLS or MJF nylon. A demanding custom bracket may warrant metal—or reveal that another manufacturing process is more economical.
Upload a correctly scaled model, compare complete delivered totals, and treat premium materials and finishes as functional or presentation decisions rather than automatic upgrades.
You May Also Like:



License: The text of "From $10 to $10,000: We Quoted 10 Parts to Uncover Real 3D Printing Service Costs" by All3DP Pro is licensed under a Creative Commons Attribution 4.0 International License.