3 soluciones fáciles contra el warping (PLA, PETG, ABS)

Si las impresiones 3D se enfrían de forma no uniforme, la capa inferior se deforma. Es el "warping". Aquí tienes 3 formas sencillas de solucionarlo.
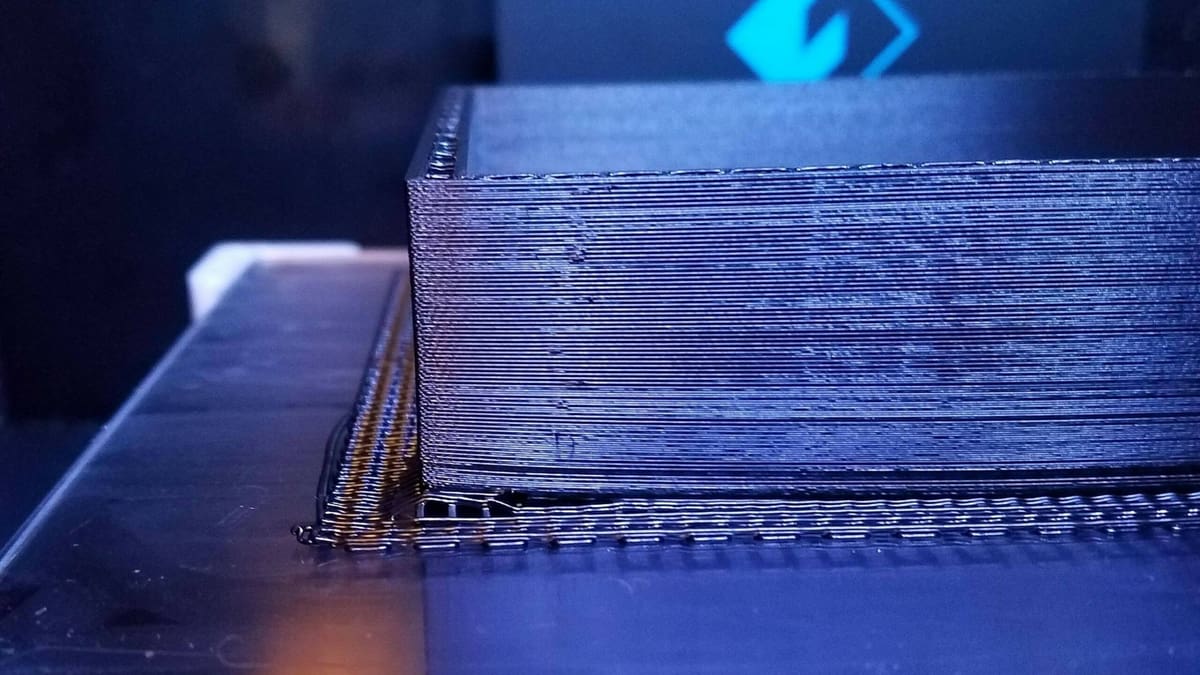
Nadie está a salvo del warping al imprimir en 3D mediante FDM. Cuando una parte del objeto que estás imprimiendo se empieza a curvar hacia arriba, decimos que se ha producido un efecto que se conoce como alabeo o «warping».
Este problema se produce cuando el filamento extrudido se enfría demasiado rápido en la placa de impresión y se encoge. Esto, a su vez, crea una tensión dentro del modelo. Cuando esta tensión es excesiva, las capas inferiores empiezan a arrastrarse o levantarse por las esquinas, creando un «wrap».
Por suerte, hay varias formas de evitar esta deformación en las impresiones. ¡Veamos algunas soluciones posibles!
¿Por qué ocurre?

Los filamentos utilizados en la impresión 3D con (FDM) suelen ser termoplásticos, materiales que pueden fundirse (volviéndose líquidos) y enfriarse (volviéndose sólidos) sin perder sus propiedades.
Cuando se calienta un termoplástico, además de volverse líquido, se expande. Y cuando se enfría y vuelve al estado sólido, se contrae de nuevo. Esta transformación genera cierto movimiento en los plásticos extrudidos, que es el origen del warping de algunas impresiones 3D: las capas más frías tiran de las que todavía están calientes. Si esto ocurre cuando las capas más calientes se encuentran debajo de las frías, la fuerza ejercida obliga al objeto 3D impreso a soltarse de la superficie de construcción y a curvarse.
Lo peor es que este problema puede surgir cuando ya se ha completado una buena parte de la impresión, arruinando un trabajo que hasta ese momento era perfecto.
Si fuera posible mantener todo el modelo 3D a la misma temperatura durante todo el tiempo, no se deformaría ni una esquina. Pero eso es prácticamente imposible. Lo que sí podemos intentar es mantener la temperatura del modelo 3D impreso lo más uniforme posible. También podemos intentar sujetar el modelo a la superficie de impresión, ¡como si su vida dependiera de ello!
Te presentamos aquí tres soluciones sencillas para combatir el warping y salvar tus impresiones.
Caso poco común: deformación de la cama de impresión
Algunos usuarios han informado de que la cama de impresión se deforma junto con la impresión debido al alabeo o warping. Este problema ocurre principalmente con impresiones más grandes (con primeras capas anchas) en superficies de acero para muelles. Las impresiones grandes generan una mayor fuerza de deformación que los objetos más pequeños, provocando que la placa de impresión flexible, bien adherida a la impresión, se curve con ella. Si experimentas este problema (o te preocupa que pueda ocurrir) y no puedes aplicar las siguientes soluciones para mitigarlo, quizás te convenga cambiar a una placa de impresión de vidrio.
Regula la temperatura
La temperatura, no solo del filamento sino también de la cama y del aire circundante, es quizá el factor más importante para evitar el warping. Aquí tienes algunos consejos para mantener unas condiciones de temperatura óptimas:
- Utilizar una cama de impresión caliente ayuda a equilibrar la temperatura del modelo. Una placa de construcción caliente también mejora la adherencia. Habitualmente, el fabricante del filamento proporciona información acerca de la temperatura recomendada para la cama. Si el warping continúa después de calentar la mesa, prueba aumentando la temperatura al imprimir la primera capa y luego redúcela para las capas siguientes, para ayudar a la adhesión.
- Utiliza una cámara de impresión cerrada. Esto es especialmente importante si no cuentas con una cámara de impresión cerrada. Ayuda a que el modelo mantenga una temperatura constante durante toda la impresión. Si no dispones de una, consulta nuestro artículo sobre como construir tu propio cierre.
- Controla la temperatura de la estancia. Para ello, cierra las puertas y las ventanas (pero no olvides que necesitas aire para respirar). Evita que ninguna corriente de aire frío alcance tu impresión 3D de repente.
- Ajusta la refrigeración. Ajusta la refrigeración: Esto puede resultar complicado, ya que sigue siendo necesario enfriar el filamento para crear mejores puentes, reducir el encordado y garantizar que el plástico fundido conserve una geometría precisa. Pero apagar o reducir la velocidad de los ventiladores de refrigeración dirigidos a la impresión 3D, al menos para las primeras capas, puede ayudar a unificar las temperaturas lo suficiente como para que tu modelo se mantenga plano sobre la placa de construcción.

Aplica productos adhesivos

Como hemos mencionado, mejorar la adherencia de la capa inicial puede ser suficiente para evitar que las esquinas se levanten. Esto requiere por lo general recubrir la cama con una capa de algo pegajoso antes de comenzar la impresión.
Hay que tener en cuenta que algunas soluciones pueden generar una adherencia demasiado fuerte a la cama en ciertas placas de construcción, dificultando la extracción de las impresiones 3D sin dañar la superficie de construcción o el modelo mismo. Te recomendamos que primero pruebes con piezas pequeñas, para asegurarte de que el producto no se adhiera demasiado a la superficie de construcción.
- Utiliza laca para el pelo. Este truco ayuda a lograr un buen agarre para la mayoría de filamentos. También puedes utilizar un espray especial para la cama de impresión 3D, como 3DLac.
- Utiliza pegamento en barra. Otra opción popular es utilizar una barra de pegamento normal y corriente. También hay productos específicos para mejorar la adherencia a la cama, como Magigoo. Este adhesivo debería ayudar al PLA y a otros filamentos a adherirse a la placa de construcción. Sea cual sea tu elección, basta con que apliques una capa fina y uniforme sobre la placa de impresión.

Modifica los ajustes de tu slicer
Por último, algunos ajustes de tu programa de corte o slicer pueden ayudar a evitar el alabeo y mantener la impresión en su sitio sobre la cama:
- Imprime más despacio. Te sorprendería descubrir cuántas veces una velocidad de impresión más lenta puede ayudar a resolver los problemas de impresión más complejos, como la deformación y el curvado. No olvides reducir la temperatura del cabezal en proporción.
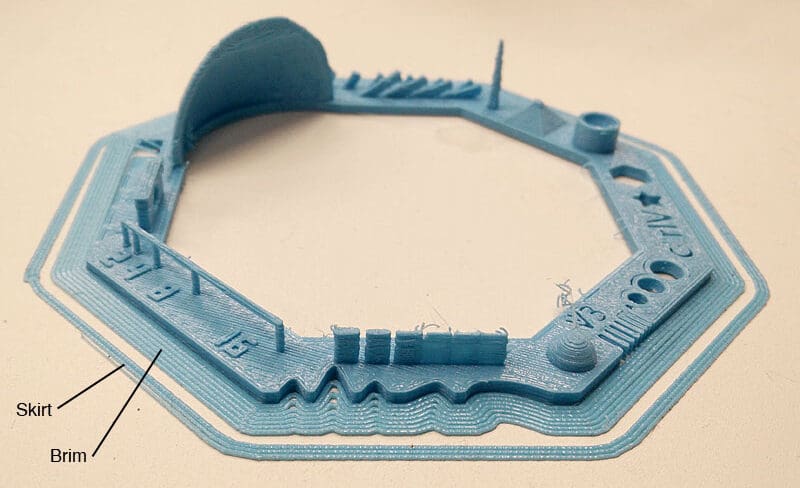
- Crea un brim (borde) o un skirt (falda) en tu slicer. Un brim es una capa (o más) adicional, un skirt es un perímetro alrededor de la pieza sin tocarla. Ambos proporcionan a tu modelo una área inferior mayor, mejorando el agarre a la superficie de construcción.
- Añade un raft (balsa). Una balsa (o raft) es una estructura que hace que la base de tu modelo impreso en 3D sea más grande. Es parecida a un borde (o brim) pero continúa por debajo de toda la base de la pieza. Esto genera un mejor agarre sobre la superficie de construcción, pero permite extraer el modelo con más facilidad haciendo palanca.
- Añade soportes circulares a las esquinas de la pieza (llamados «mouse ears» en inglés). Se trata de pequeños discos de un par de capas de altura que puedes imprimir en 3D bajo tu modelo para mejorar la adherencia a la cama en las esquinas. Coloca los discos en la placa de construcción en tu slicer de forma que toquen levemente cada esquina del modelo. De este modo, te resultará muy sencillo retirarlos de tu modelo una vez completado el trabajo de impresión. Puedes descargar algunos de estos soportes, ya listos para usar, creados por tugeagon en Thingiverse. O bien puedes utilizar un programa CAD para diseñar tus propios «mouse ears».

Licencia: El texto del artículo "3 soluciones fáciles contra el warping (PLA, PETG, ABS)" de All3DP está bajo una licencia de Atribución 4.0 CC BY 4.0..