
SLA vs DLP 3D Printing: The Differences

It's the comparison of SLA vs DLP, two popular resin 3D printing technologies. Read all about how they stack up against each other!
Resin 3D printing is the process of curing a liquid plastic with light. It’s one of the oldest forms of 3D printing and still produces some of the best quality prints with an unmatched level of detail.
While an array of technologies and machines are utilized in resin printing, two of the main ones are stereolithography (SLA) and digital light processing (DLP). These two types achieve the same goal in different ways. Simply put, the main difference is that SLA uses a laser light source to cure the resin, while DLP uses a projection system with LED lights.
In this article, we’ll explore the similarities and differences between SLA and DLP, focusing on their respective printing processes and strengths and weaknesses. We’ll also look at a couple of example printers for each technology.
Let’s dive in!

Resin Printing Basics

Among 3D printing processes, SLA and DLP are typically seen as the technologies capable of reaching the highest standards in terms of part complexity and precision. Both rely on the use of light, typically in the UV region of the spectrum (365-405 nm), although some printers use visible light to cure the photosensitive resin. In simple terms, the laser or projector draws an image in the resin that makes the liquid harden. Before we talk about how the resin is cured, it’s worth discussing what resin is.
3D printing resin is typically composed of epoxy or acrylic and methacrylic monomers that polymerize and harden when exposed to light. This process is called cross-linking. As light shines on the resin vat to create specific shapes or patterns that make up each layer, a solid object is built up. Depending on the particular resin, its characteristics can vary greatly from soft and rubbery to very hard or high-temperature materials.
The main advantage of printing with resin is the incredible detail you can achieve – the process almost perfectly reproduces the desired image for each layer. The main downside of resin printing is the resin itself, as it’s harder to work with than a standard fused deposition modeling (FDM) material. Due to its complexity, the range of materials is far less than you may be used to, especially when compared to FDM.

SLA
Developed in 1986, SLA is the original 3D printing technology. The term was coined by Chuck Hull, the founder of 3D Systems. This was the first company to commercialize the printing process, and today it’s used by both hobbyists and professionals.
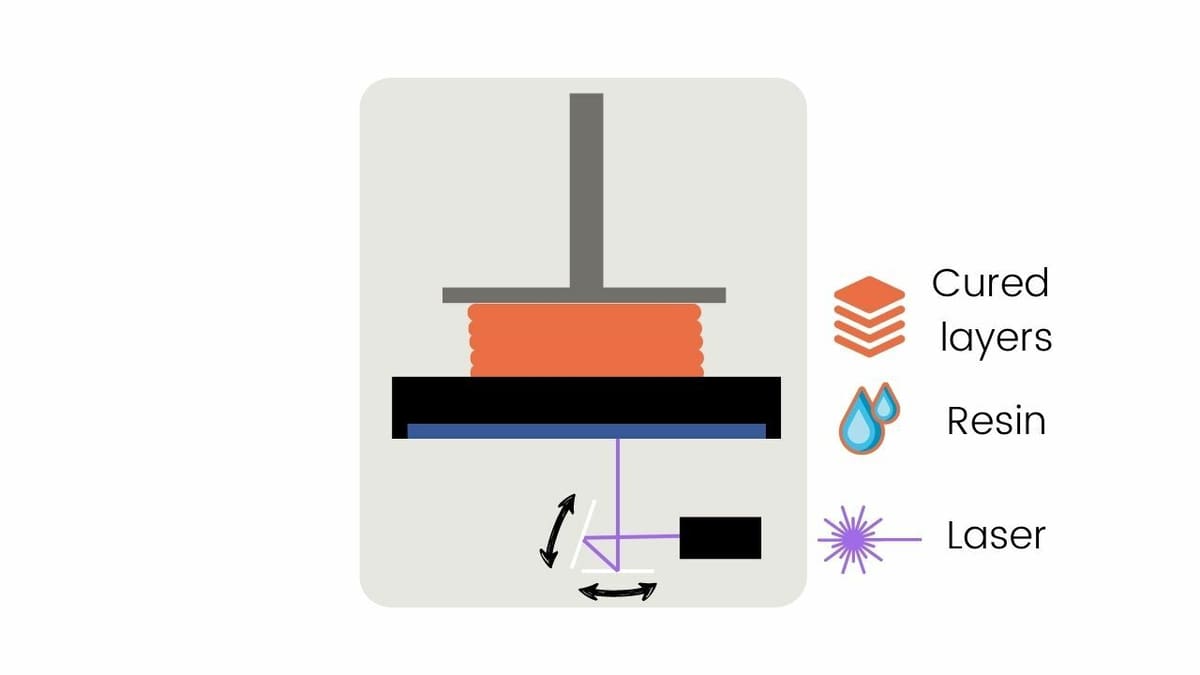
SLA printing involves directing a laser beam across the face of the resin to cure a layer. The first SLA systems typically positioned the laser beam above the resin, which fired down in a configuration commonly referred to as top-down orientation. However, most modern systems feature a bottom-up orientation, where the laser is pointing up at the resin contained in the vat.
Either way, the SLA printing process uses mirrors called galvanometers on the X- and Y-axis to selectively cure and solidify a cross-section of the object, layer by layer. The laser is powered on and off by a computer-controlled driver, which ensures that the resin is hit by light in the right places. As each layer is cured, it moves up to make space for the next liquid layer. Typically, the laser will draw the perimeter of the component, followed by the solid infill or vice versa.
The power of the laser point must be sufficient to start the cross-linking process within the photopolymer, but this is readily achievable with a solid-state laser, which is found in most modern systems. Overall, this process produces great results and is consistently reliable.
Strengths & Weaknesses

The greatest advantage of SLA printing is the precision that can be achieved with the laser. Since it’s a raster of the image layer, there are no gaps in the cured polymer. Rather, it’s a continuous line of cured material that results in a very smooth surface finish with a high level of detail.
This rastering or drawing process also happens to be its greatest disadvantage compared to DLP printing, as it takes significantly longer to cure each layer. Since lasers operate at a particular wavelength and the resins cure better or worse depending on the wavelength, it also somewhat limits the use of third-party materials. Most laser-based machines also come with their own range of materials. That being said, almost all DLP systems operate at a single wavelength, but this may change in the future.
DLP
The DLP printing technology was invented by Larry Hornbeck at Texas Instruments for use as a visual projection system for media applications, and was later modified for photopolymer printing. The company created DLP in 1987, but the first commercial systems didn’t emerge until 1997 when a company called Digital Projection Ltd brought it to the market.
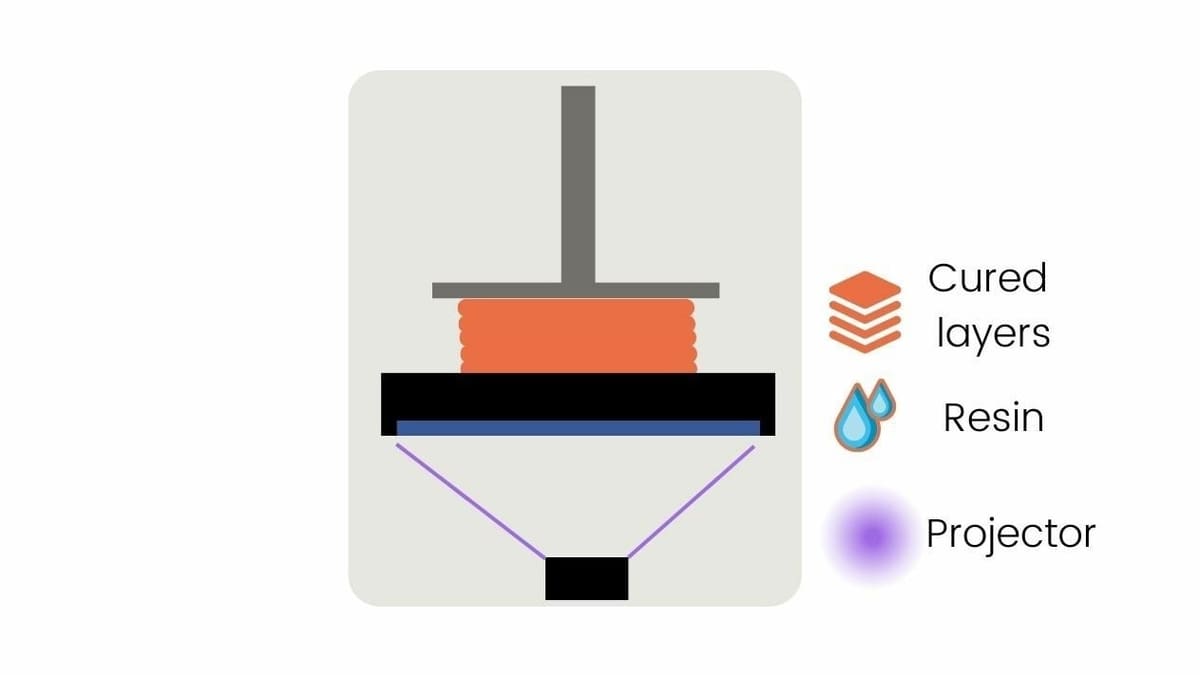
Instead of a laser, this printing process uses a digital light projector to flash a single image of each layer. The light is once again directed by mirrors, but instead of a galvanometer, it makes use of a digital micromirror device (DMD). The DMD is positioned between the light and the resin, and it manages the rotation of all the mirrors to form the correct image on the build surface.
The majority of modern light engines use light-emitting diodes (LEDs) to do the actual curing of the photopolymer. Their on-and-off states are individually controlled and allow for increased XY resolution. As with all projection systems, the image will only form at particular distances, called focal lengths, between the projector’s lens and the plane it’s projected onto. The greater the distance, the less curing power the projector will have.
Today, the quality of DLP machines varies greatly in terms of the difference between the power of the light source, the lenses it passes through, and the quality of the DMD, with prices ranging from $300 to $200,000.
DLP printing differs from SLA in that pixels are projected into the resin to form the entire image at once. This makes the process much faster, but it can also have an impact on image quality. However, this has become less of an issue as DLP light engines have advanced significantly over the last few decades.
Strengths & Weaknesses

The greatest strength of the DLP system in comparison to a laser-based SLA system is its ability to cure the entire layer at once. Print speed isn’t determined by the size of the model, something that can happen in SLA systems. The entire print bed can be exposed to the projector light, as opposed to SLA, where a single laser needs to travel across the cross-section of the part. The laser moves quite fast in SLA systems, so small-to-medium objects could be printed faster than with a DLP machine. However, for large models and full plate print-size batches, DLP will provide results faster.
Another advantage of DLP systems is that they’re typically more cost-efficient than SLA machines and easier to calibrate. In contrast, SLA machines often need to be sent to the manufacturer for repairs.
However, DLP systems tend to have smaller build volumes when compared to SLA machines. This is because larger build volumes require greater distances, and too great of a distance will cause a DLP printer’s resolution to become too low. Although not a disadvantage when configured correctly, the fact that image quality is based on the projector directing the image exactly at its focal length makes it more prone to lower-quality results. The good news is that this isn’t a problem with most systems.

As the system is pixel-based, the image quality is based on the resolution of the DMD. Depending on the system, the image quality may be lower and not as smooth when compared to SLA machines. This is because the part is cured in pixels rather than a continuous line like on the laser system. However, on modern systems, you shouldn’t be able to tell the difference unless you closely inspect it.
Achieving consistent energy density across the curing plane is more difficult in DLP systems. Sometimes, the layer image has to be pre-modified to account for this. It’s more difficult in DLP because the light source has to cover the surface of the DMD chip and not just a single point in space. Ensuring each pixel gets the same light intensity is more difficult than keeping the laser’s intensity consistent. This part is all done when the system is commissioned at the factory, so you typically won’t need to worry about it. However, it does make image processing techniques like anti-aliasing more challenging because they typically change the image brightness in order to achieve a smooth appearance.
Whether it’s a DLP or laser-based system, the motion of the machine can be identical. These image sources only affect the image quality for each layer curing. Depending on the wavelength of the light source, both DLP and SLA systems can use the same materials, although some are optimized for one or the other. The optimization is mostly around the size of the pixel and the energy density of the light. Post-processing for both processes follows the same steps of washing and then post-curing, although there can be less post-curing needed with high-power DLP systems.
LCD-Based Systems

It’s worth noting that LCD-based (mSLA) printers are often compared to DLP machines. This is because they’re also capable of curing an entire layer at once, and they make use of LEDs as their light source. DLP systems are typically considered superior because of the greater light transmissivity achieved when compared to that which is possible through an LCD screen. In other words, the projector transmits much more of the LEDs’ light than what goes through an LCD screen.
Some LCDs block up to 80% of the energy from the LED, but modern systems utilizing monochromatic LCDs are much more efficient because they don’t have filters for red, green, and blue. LCD systems can be significantly cheaper, making them one of the most widely used techniques in hobby machines. Some LCD-based systems cure in the visible light spectrum, which allows them to use a standard LCD to great effect, such as the Magna from Photocentric.
Key Differences
In case all the technical details and explanations were more than you were aiming for, here’s a simple breakdown of the main differences between SLA and DLP:
SLA
- Single laser travels across the cross-section of part
- Offers more detailed prints
- Build volume does not determine the resolution
- Often comes with a higher price tag
DLP
- Entire print bed is exposed to the light source
- Print speed isn’t dependent on model size, unlike with SLA
- Larger build volume means lower resolution
- More accessible for hobbyists
Examples

Now that we’ve discussed SLA and DLP printing technologies and seen how they compare, let’s take a look at some example printers.
SLA
The Form 3+ is an SLA printer from Formlabs, one of the most well-known brands in the industry. This machine is bottom-up and makes use of a laser diode. The newest versions feature a simplified galvanometer system with a single axis, making it more cost-efficient, and it can print a bigger area due to how the cured polymer is released from the vat.
The Form 3+ offers great value and is a productivity powerhouse, so it’s a great starting point if you’re new to resin printing. While the brand is mostly aimed at businesses, nothing is stopping you from using one at home if you’re so inclined or if you want to really up your hobbyist or DIY game. Formlabs also sells a washing and curing station to make the process straightforward.
- Price: $2,500 ($2,000 for a reconditioned unit)
- Target: Business and prosumer
- Materials: 30+
- Build volume: 145 x 145 x 185 mm

Another example of an SLA machine worth mentioning is the Helios-P600 from Magforms, based in China. This huge printer features a variable laser beam size, which the company claims can reduce printing times by up to 50%. Larger than most resin printers, this one is clearly targeted at businesses and professional use.
It uses a 355-nm laser light source, so it’s compatible with most industrial-grade photopolymers. The system is open, so you can choose whatever material you like.
- Price: $69,000
- Target: Business
- Materials: Open
- Build volume: 1,490 × 1,580 × 1,970 mm
DLP

The Photon D2 from Anycubic is a low-cost DLP printer. This machine features a Texas Instruments DMD, utilizes anti-aliasing, and claims to have an excellent energy density uniformity of 92% across the image plane. It has a resolution of 2,560 x 1,440 and uses a 15-W light source, so it should cure the build plane quickly with a high level of detail.
Given its price point, it’s a great entry machine for DLP printing, and you can certainly use it at home.
- Price: $499
- Target: Home use
- Materials: Anycubic range + open materials
- Build volume: 131 x 73 x 165 mm

The Figure 4 from 3D Systems is a business-focused DLP machine that’s often used for mold production. It’s considered very reliable, although it has a relatively low resolution at just 1,080 pixels. This doesn’t prevent it from producing great prints though, and their software is fantastic. Much like Formlabs, 3D Systems has a great range of materials to choose from, all of which work seamlessly with their devices.
This machine comes in at a much higher price point than the rest of our examples, which puts it out of the home-use territory. However, it’s worth considering if you’re looking for a professional printer.
- Price: $20,000
- Target: Business
- Materials: 19
- Build volume: 124.8 x 70.2 x 196 mm
License: The text of "SLA vs DLP 3D Printing: The Differences" by All3DP is licensed under a Creative Commons Attribution 4.0 International License.
CERTAIN CONTENT THAT APPEARS ON THIS SITE COMES FROM AMAZON. THIS CONTENT IS PROVIDED ‘AS IS’ AND IS SUBJECT TO CHANGE OR REMOVAL AT ANY TIME.