
Powder Bed Fusion 3D Printing (PBF) – The Ultimate Guide
Using energy to fuse a bed of powder material into solid, intricate shapes is one of the most popular types of 3D printing. Learn how it works and which solution is right for you.
If you’ve heard the term “powder bed fusion” 3D printing and are not sure what exactly that means, you’ve come to the right place. Powder bed fusion is becoming a more popular term, but it can refer to a few very different types of 3D printing.
Several methods of 3D printing (also called additive manufacturing) use powder material that is “fused” with energy layer by layer. After printing the final parts are encased in a “bed” of unused powder and have to be dug out.

The International Standards Organization (ISO) divides 3D printing technologies into seven general categories, one of which is called powder bed fusion.
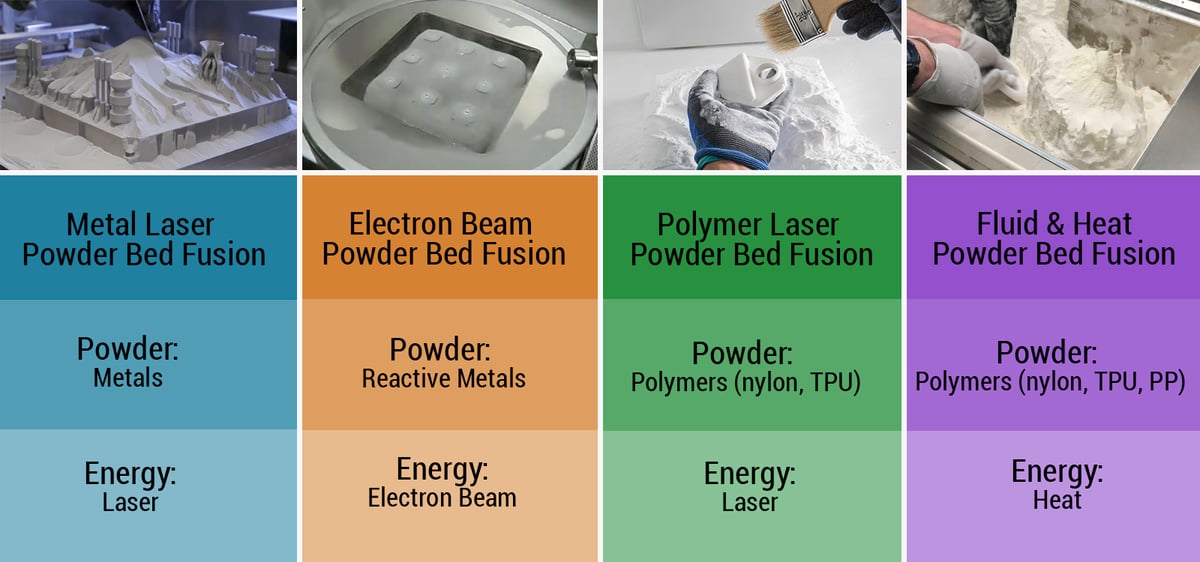
Under the ISO powder bed fusion category are:
- Selective Laser Sintering (SLS) – Polymers
- Laser Powder Bed Fusion (LPBF) – Metals
- Electron Beam Melting (EBM) – Metals
Despite the ISO’s efforts to provide clarity, technology names and their variations shift in the additive manufacturing industry. Not only do 3D printer makers prefer to give their take on a technology a completely new name, but end-users of the technology develop new short-hands to refer to processes and methods.
For example, laser powder bed fusion is the name of the technology for using a laser to fuse metal powder into a shape (as developed nearly 20 years ago in Germany). However, it’s also very commonly referred to as selective laser melting (SLM), direct metal laser sintering (DMLS), direct metal laser melting (DMLM), and metal laser sintering, among others, depending on the manufacturer, but they are all the same technology.
Beds of Metal or Plastic Powder
Lasers are also used in polymer powder bed fusion, but that process is most commonly called selective laser sintering (SLS). You may also hear the terms “polymer laser powder bed fusion” and “metal laser powder bed fusion” from folks who like to be precise, but this is not yet the norm.
To obfuscate the topic even more, there are other 3D printing technologies that include a powder bed but generally aren’t considered powder bed fusion. One of which is binder jetting. This method uses a liquid adhesive to bind metal, ceramic, or plastic powders together. These aren’t included in the ISO’s PBF category since there is no energy used to fuse the powder together during the printing process, although heat is often used after the printing process.
Then there are a few outliers, such as the popular Multi Jet Fusion technology from HP. This technology is sometimes included in the PBF category because it uses heat to fuse the powder material, but sometimes put in the binder jetting category since it also uses a binder. There’s also a technology from Stratasys called Selective Absorption Fusion (SAF), which is similar to MJF in many ways.
Another company, Voxeljet, offers a technology known as High Speed Sintering (HSS) that uses a heated building platform and infrared light-absorbing binder ink that is then irradiated to absorb the heat, which sinters the powder layer (no lasers involved). Parts from these processes are also excavated from a bed of unused powder.
Let’s look at what all of these processes have in common and how they’re different so you can find the right technology for your application.
Metal Laser Powder Bed Fusion

Let’s start with the first consideration: do you need plastic or metal parts? The strongest material possible with polymer powder bed fusion technology is typically carbon-fiber-reinforced nylon, which is common for jigs, fixtures, and durable spare parts and tools. If this isn’t strong enough (or you need other properties in your part), you’ll want to focus your attention on the metal powder processes.
From the beginning, the 3D printing technology involving lasers and metal powder was called laser powder bed fusion (LPBF) and the standards organization ASTM also uses this term.
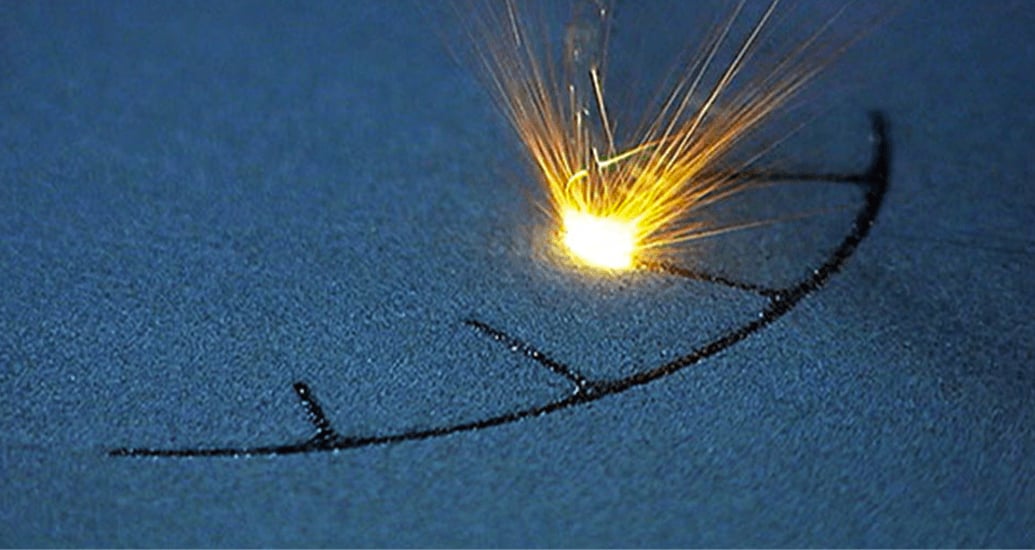
LPBF 3D printers use high-powered lasers to selectively melt a metal powder. The melted parts fuse together layer-by-layer on a molecular basis until the homogenous model is complete.
Printer operators can use “pure” metal materials, although alloys also see regular use. There are dozens of metals available for the LPBF process.
An LPBF 3D printer houses metal feedstock powder. The printer pushes powder into the chamber where a coater blade (like a windshield wiper) or roller spreads it into a thin layer across the substrate or build plate.
Next, a high-powered laser fuses a two-dimensional slice of the part by selectively melting the powdered material. The build plate then lowers by the height of one small layer, and the coater spreads another layer of fresh powder across the surface. The printer repeats these steps until you have the finished part.
Some printers have bidirectional coaters, which can push powder onto the bed moving both ways, speeding up the coating process by up to 40%. Another way LPBF printer manufacturers make printing faster is by employing more powerful or several lasers.
A small, compact LPBF printer might have a single 30-watt laser. As the machines grow larger, they can start incorporating stronger lasers or multiple lasers in one array. For example, the AddUp FormUp 350 features four 500-watt lasers, while the SLM Solutions NXG XII 600 employs a total of 12 lasers, each with 1,000 watts of power.
Depending on your application, when considering an LPBF 3D printer, you’ll look at the level of laser power, the laser beam diameter, the scan speed, the possible layer thickness (from 20 to 120 μm), the scan strategy, the part cooling strategy, and other features that set different brands, and different models within brands, apart.

The LPBF printing process happens in a controlled atmosphere inside the machine, which means inert gas (nitrogen or argon) fills the build chamber.
Once the part is built, it can be removed from the machine after cooling. Large parts can take many hours to cool before handling is possible. Metal powder that is not fused is collected afterward and reused for further LPBF projects. Printed parts are initially attached to the build plate, from which they are usually separated by cutting or machining or by wire erosion.
If the part needs supports, you must next remove them as well. As LPBF printers don’t use separate support materials, this can be a difficult and time-consuming process.
The surface finish of the final melted part is rough and, depending on your requirements, it may need post-processing to achieve a smooth and shiny result. It is also relatively common to further machine parts to achieve tighter tolerances and finish fine features, surfaces, and holes.
Advantages
- Large range of available metals
- Ability to realize complex shapes or internal structures, possibly without supports
- Reduced total lead times, due to no need for tooling
- Part consolidation, allowing operators to create previously multi-component parts as one print
- Reduced waste, due to additive manufacturing and powder reclamation
- Ability to reduce standing inventory due to fast on-demand production
- Potential for mass-customization of parts
Drawbacks
- No low-bar for entry. All LPBF 3D printers cost in the tens of thousands of dollars
- Cost per part can be a lot higher compared to traditional manufacturing methods
- Parts require post-processing, such as de-powdering, support removal, and surface grinding
- Size limited currently to one meter
- Lasers require a lot of energy

Electron Beam Instead of a Laser
Electron beam powder bed fusion (EB PBF), more commonly called electron beam melting (EBM), uses a high-powered electron beam to melt conductive metal powders like copper and titanium together layer by layer. The resulting parts are highly dense and mechanically strong, finding use in everything from turbine blades to hip implants.
EB PBF has advantages over metal laser powder bed fusion in certain areas, such as the processing of materials at high temperatures. Check out our full guide to the technology below.

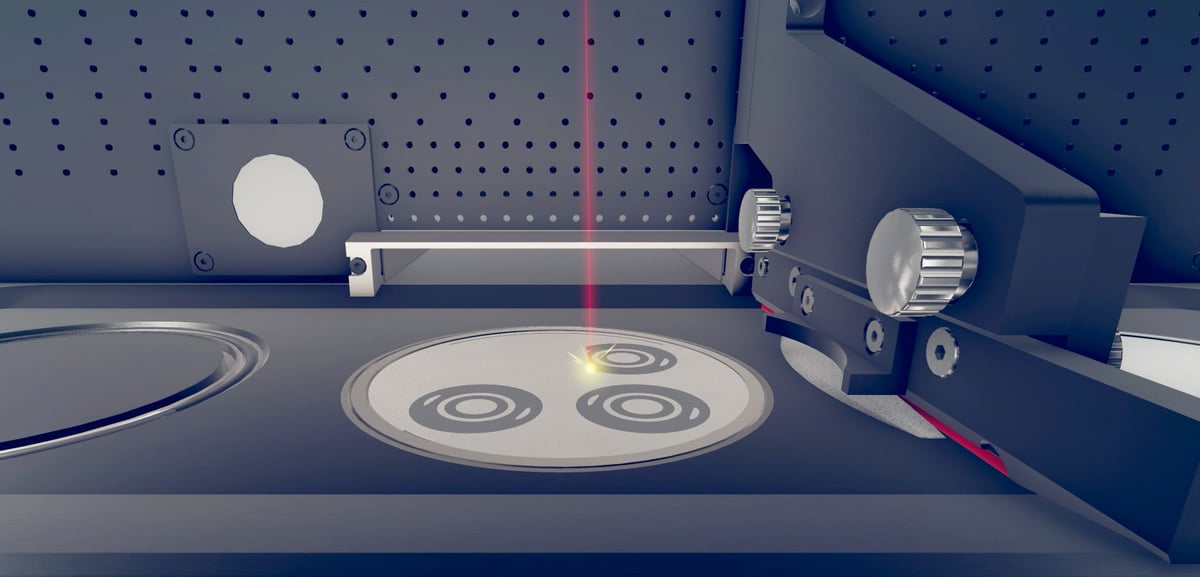
Polymer Laser Powder Bed Fusion

Prized for its ability to create engineering-grade parts with excellent mechanical properties and fine resolution fast, polymer laser powder bed fusion or selective laser sintering (SLS) 3D printing is what engineers and industrial designers turn to for functional rapid prototypes and larger volumes of end-use parts.

Polymer laser powder bed fusion 3D printing is widely used today because it rivals injection molding products in terms of strength and precision but is much cheaper and faster to produce, especially in small quantities. When compared to injection molding, 3D printing can create parts that injection molding can’t, such as things that have internal channels, lattice structures, and other geometrically complex features.
As with metal laser powder bed fusion, the polymer version uses a laser to selectively melt particles of a polymer powder, fusing them together with heat and pressure in a layer-by-layer fashion until a 3D design is fabricated. These printers can have one or many lasers of different types (fiber laser, diode laser, CO2, etc.) and powers (10-watt, 60-watt, 100-watt).

The process begins by heating the powder bin full of powder material to just below the polymer’s melting temperature. A recoating blade spreads a thin layer of powder across the build platform. Next, a laser (or lasers) scans the contour of the layer and sinters the particles of the powder. To ensure that the part is completely solid, the entire cross-section of the desired component is scanned. Once a layer is complete, the build platform moves downward and the blade recoats the surface with a clean spread of powder. This process is repeated until the part or parts are complete.
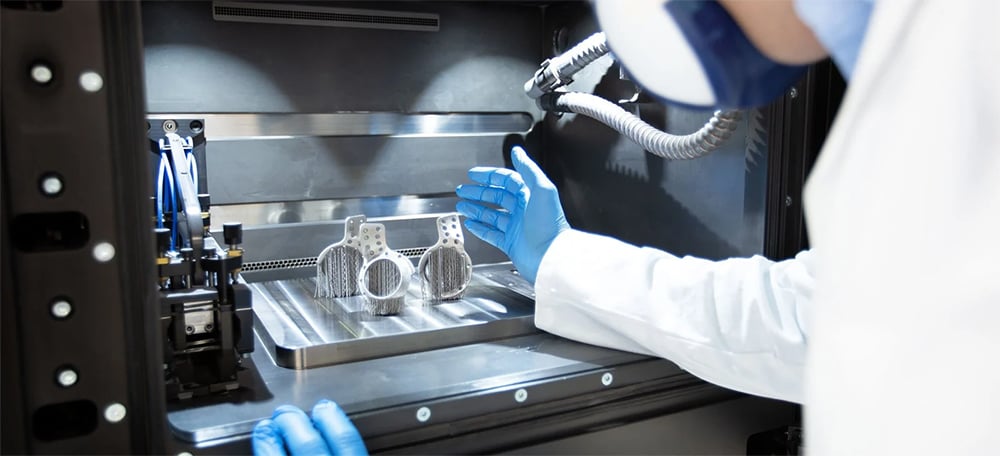
Once the printing process is finished, there’s a fair amount of post-processing that follows. Once the build chamber has cooled, you excavate your parts from the build chamber at a depowdering station. With a brush, compressed-air blower, or some other form of blasting technique, you remove the loose powder and collect it for use in the next print. Add-on automated depowdering units cut down on the mess, but they will naturally bring up the total cost of your SLS investment.
Unlike some other 3D printing technologies, the leftover powder can be reused for the next print job. Depending on the machine, you’ll need to add 10% to 70% of fresh powder for the next print.
These final polymer parts can be dyed, painted, smoothed, and polished.

Fluid & Heat Powder Bed Fusion Technologies

As we mentioned above, there are a few 3D printing technologies that include a bed of powder and an energy source but defy easy categorization. These patented technologies, just for polymers, use a fluid or heat-reactive binder that is selectively absorbed by the polymer powder, which then fuses the polymer particles together when exposed to heat.
These offer some advantages over “standard” polymer laser powder bed fusion, mainly in the areas of speed and throughput, enabling higher volume production of nylon parts. The fluid binder method, compared to the laser sintering method, enables you to print a wide range of geometries alongside each other in one printing process job. This means that large components can be printed directly alongside more delicate components with a higher level of complexity.
There are also advantages over polymer binder jetting when it comes to the strength, durability, and toughness of the parts.
Multi Jet Fusion (MJF), for example, is a powder bed fusion 3D printing technology introduced to the market by HP in 2016. In a nutshell, the technology involves using a type of liquid binding agent to fuse together powdered polymer material layer by layer. An infrared heating unit then moves across the print. Wherever a fusing agent was added, the underlying layer “melts” together, while the areas exposed with the detailing agent remain as a powder.
You can read more in our guide to MJF liked below, but it is often selected over polymer laser bed fusion mainly for speed and volume throughput riveling injection molding for select applications.

Selective Absorption Fusion (SAF), is another proprietary powder bed fusion technology that comes from 3D printer and material maker Stratasys. SAF uses an infrared absorption fluid to fuse particles of nylon powder together in layers to build parts. Print heads jet the fluid in prescribed areas to create each cross-section of the part. This is followed by exposure to infrared energy, which causes the areas with fluid to melt and fuse together. The sequence is repeated until the parts are completed.

Like MJF, SAF is a faster method for producing nylon parts than technologies using lasers. Both of these methods have similarities to High Speed Sintering (HSS) from Voxeljet.
HSS has a slightly larger plastic range, including not only nylon and TPU but also to polypropylene (PP) and ethylene vinyl acetate copolymer (EVA).
License: The text of "Powder Bed Fusion 3D Printing (PBF) – The Ultimate Guide" by All3DP Pro is licensed under a Creative Commons Attribution 4.0 International License.