Complete Overview of the Types of 3D Printers

Learn about the 7 main types and more than 20 subtypes of 3D printer technology, including FDM, SLS, MJF, SLA, SLM, and many more methods of additive manufacturing.
If you’re new to the wonderful world of 3D printing, may we be the first to offer you a warm welcome. You’re going to find it fun, useful, inspiring, and profitable.
A challenge that many newcomers to 3D printing face is distinguishing between the different types of 3D printing processes. The uninitiated think of 3D printing as strings of plastic extruded from a hot nozzle and stacked up into a shape, but it’s so much more.
In fact, 3D printing, also called additive manufacturing, is an umbrella term covering several very distinct processes using completely different machines and materials.
Just think of some of the things that are 3D printed today, from pencil holders to rocket engines, and you’ll realize that the technologies are worlds apart yet have key elements in common.
For example, all 3D printing starts with a digital model since the technology is inherently digital. Parts or products start off as electronic files designed using computer-aided design (CAD) software or obtained from a digital part repository. Then the design file is put through special build-preparation software that breaks it down into slices or layers. This software, which is often unique to the type of 3D printing and even the particular brand of 3D printer, turns the sliced model data into the path instructions for the 3D printer to follow.
In this easy-to-use guide, you’ll learn the difference between the technologies and what each is typically used for. We also link you to our more in-depth features here at All3DP for a deeper dive and list some of the top 3D printers.
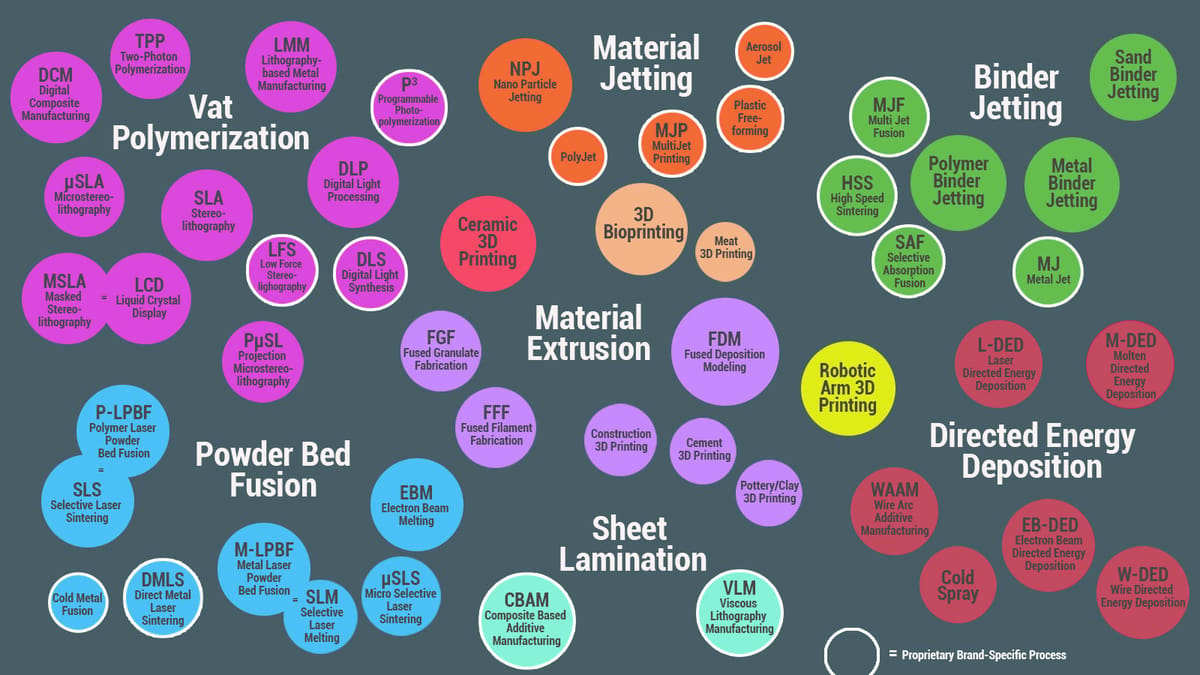
Why 7 Types?
The types of additive manufacturing could be divided by what they produce or which type of material they use, but to apply structure to the technology worldwide, the International Standards Organization (ISO) divided them into seven general types:
- Material Extrusion
- Vat Polymerization
- Powder Bed Fusion
- Material Jetting
- Binder Jetting
- Directed Energy Deposition
- Sheet Lamination
But even these seven 3D printing categories struggle to encompass the growing variety of technology subtypes and hybrids. Below, we cover it all!
Material Extrusion
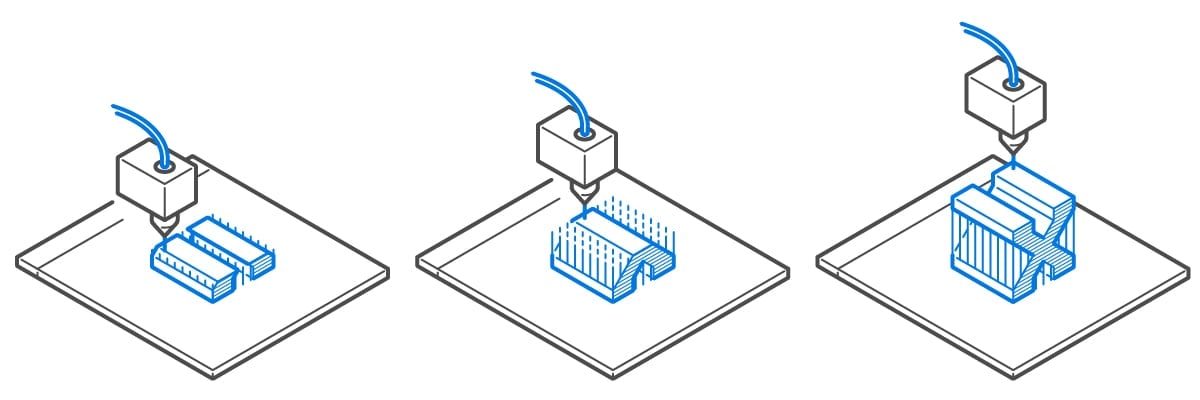
Material extrusion, sometimes referred to as MEX, is exactly what it sounds like: material being extruded through a nozzle. Typically, the material is a plastic filament pushed through a heated nozzle that near-melts it in the process. The printer deposits the material on a build platform along a path determined by the build preparation software. The filament then cools and solidifies to form a solid object. This is the most common form of 3D printing.
It may sound straightforward at first glance, but considering that there’s practically no limit to the materials you can extrude, including plastics, metal pastes, concrete, biogels, and a wide range of foods, it’s an extremely broad category. 3D printers of this type can range from about $100 to seven figures.
A few of the novel approaches include Liquid Additive Manufacturing (LAM), a term coined by a company called German RepRap to describe its process of extruding liquid silicone that’s then cured with heat from a halogen lamp, and Gravity Free Manufacturing from Boston-based Levity that extrudes parts inside a vat of reusable gel for support.
- Subtypes of Material Extrusion: fused deposition modeling (FDM), construction 3D printing, micro 3D printing, bio 3D printing, fused granulate modeling (FGM)
- Materials: Plastics, metals, foods, concrete, silicone, and many others
- Dimensional Accuracy: ±0.5% (lower limit ±0.5 mm)
- Common Applications: Prototypes, electrical housings, form and fit testing, jigs and fixtures, investment casting patterns, houses, etc.
- Strengths: Lowest cost 3D printing method, a wide range of materials
- Weaknesses: Often lower material properties (strength, durability, etc.) and generally not as dimensionally accurate as some other methods
Fused Deposition Modeling (FDM)
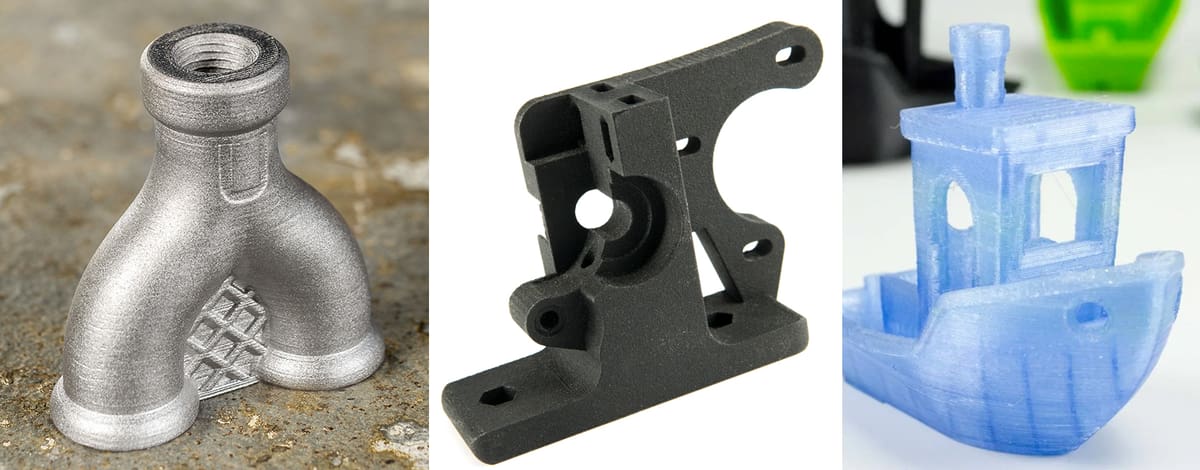
FDM 3D printers are a multi-billion-dollar market with thousands of machines, from basic models for children to sophisticated versions for manufacturers. You may occasionally hear FDM machines referred to as fused filament fabrication (FFF) or “filament” 3D printers, which highlights that the machine uses polymer material in filament form. There’s also fused granulate fabrication (FGF), which is a type of FDM that doesn’t use filament but rather polymer (or metal) pellets that are melted inside the extruder. These granules or pellets are often less expensive than filament, but are more commonly used in professional 3D printing.
FDM, like all 3D printing technologies, starts with a digital model that is then translated into instructions for the 3D printer to follow. With filament FDM 3D printers, a spool of plastic filament (or several at a time) is loaded into the 3D printer and fed through to a printer nozzle in the extrusion head. The printer nozzle, or nozzles, are heated to the desired temperature, causing the filament to soften so that, when extruded, consecutive layers will join to create a solid part.
When plastic pellets are used instead of filament, these are moved from a hopper to the extruder and then melted like filament, and the rest of the process is the same.

As the printer moves the extrusion head along the specified coordinates on the bed of the printer — or more technically, the XY plane — it proceeds to lay down the first layer. The extrusion head then raises to the next level height (the Z plane) or the bed lowers, and this process of printing layers is repeated, building layer upon layer until the object is fully formed.
Depending on the object’s geometry, it is sometimes necessary to add support structures to hold up the model as it’s printed, for example, if a model has steep overhanging parts. These supports are removed after printing. Some support structure material can be dissolved in water or another solution for easier and faster removal.

FDM is mostly a plastic technology, but as we mentioned, almost anything can be melted and extruded, including ceramics, chocolate, pottery material like clay, and even glass.
Metal FDM 3D printing is unique in that the material for this is plastic filament or pellets filled with more than 80% metal powder. Once the part is fully printed, it’s not usable yet. Post-processing in a furnace melts away the plastic filament and leaves just the metal behind.
3D Bioprinting
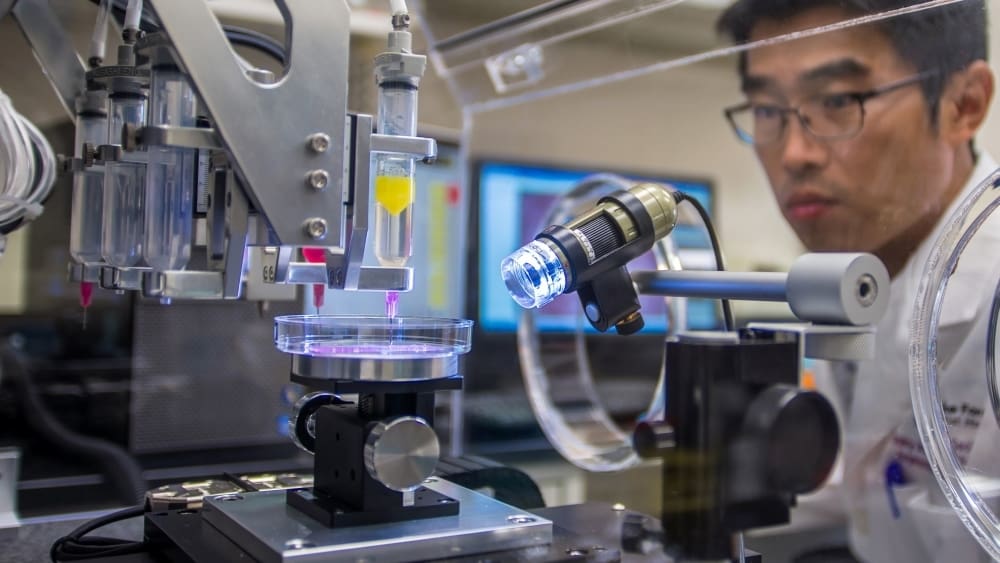
3D bioprinting (also called bio-3D printing) is an additive manufacturing process that works by depositing materials—called bioinks—through a nozzle or needle, layer by layer. It uses biological materials—such as living cells, nutrients, and biomolecules—usually mixed into carrier materials such as collagen, gelatin, hyaluronan, silk, alginate, or nanocellulose, to build three-dimensional structures that mimic natural tissue. These carriers act as scaffolds that help cells grow, organize, and receive nutrients.

In simple terms, bioprinting is a form of 3D printing that can create structures ranging from bone-like materials and blood vessels to living tissues and, potentially, functional organs. It is widely used in medical research and healthcare applications, including tissue engineering, drug testing and development, and regenerative medicine.
The exact definition of 3D bioprinting is still evolving as the technology advances. Many bioprinters work similarly to traditional extrusion-based 3D printing (like material extrusion), but extrusion is not the only method used in bioprinting.

Some types of 3D printed cultured meat products are also made using a type of bio 3D printer.
Construction 3D Printing

Construction 3D printing is a rapidly growing area of material extrusion. The technology involves using extremely large-scale 3D printers, often measuring tens of meters high, to extrude building material, such as concrete, from a nozzle. These machines generally come either as gantry or robotic arm systems.
Construction printing technology is used today for 3D printed houses, architectural features, and infrastructure projects from wells to walls. Proponents say it has the potential to significantly disrupt the entire construction industry because it reduces the need for labor and cuts down on construction waste.
There are hundreds of 3D printed homes across the world, and research is underway to develop 3D construction technology that would use the materials found on the moon and Mars to build habitats for future expedition teams. Printing with local soil instead of concrete is also gaining attention as a more sustainable building method.

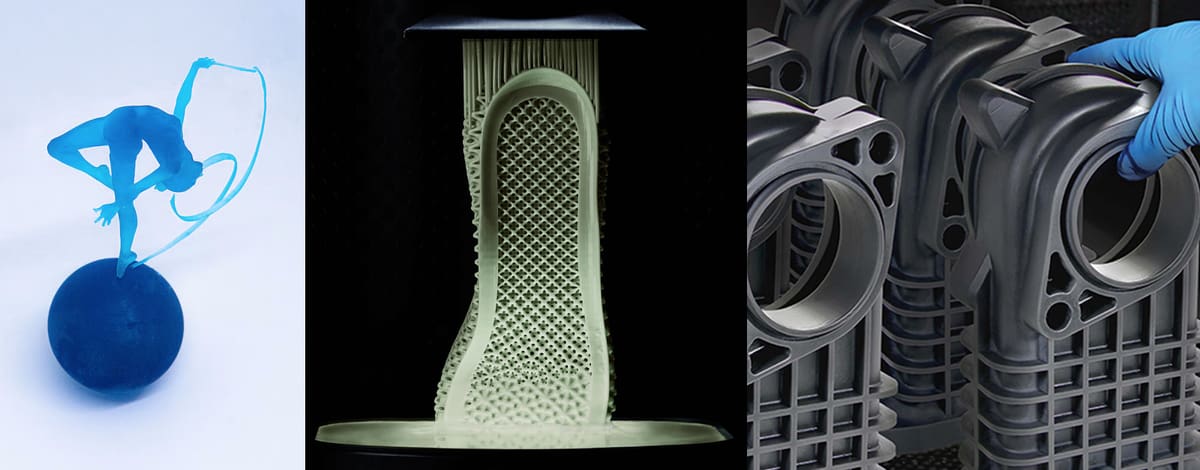
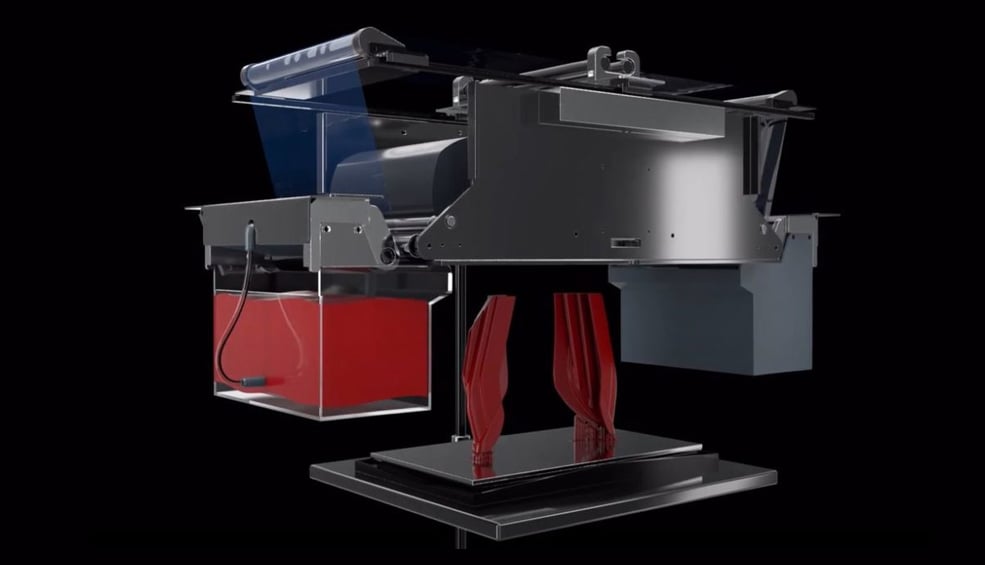
Vat Polymerization
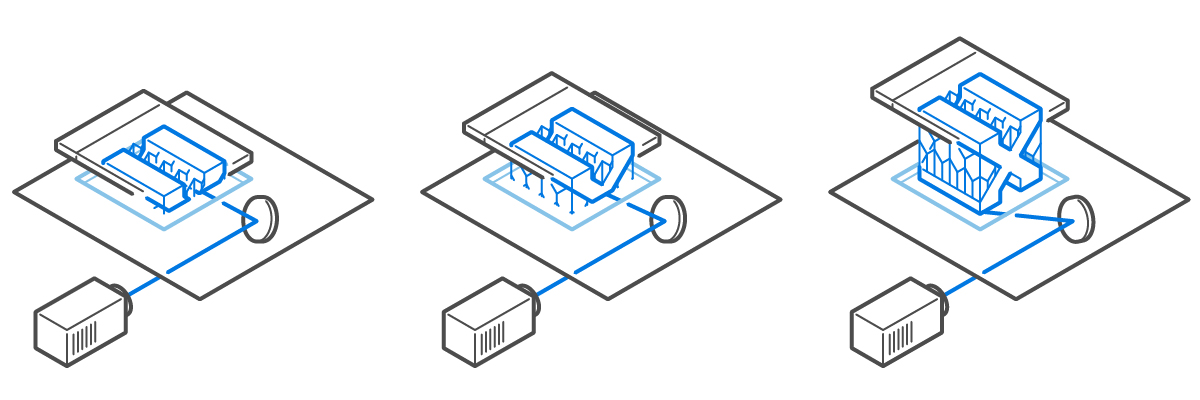
Vat polymerization (also called resin 3D printing) is a family of 3D printing processes that uses a light source to selectively cure (or harden) photopolymer resin typically held in a vat. Photopolymers are polymers that react to light.
In these processes, light is precisely directed to a specific point or area of the liquid plastic according to the corresponding slice of the digital 3D model. When the light hits the resin, it hardens it. Once the first layer is cured, the build platform is moved up or down (depending on the printer) by a small amount (typically between 0.01 and 0.05 mm), and the next layer is cured, joining the previous one. This process is repeated layer by layer until the 3D part is formed.
After the 3D printing process is done, the object is cleaned to remove the remaining liquid resin and post-cured (either in sunlight or a UV chamber) to enhance the mechanical properties of the part. The part is not usable without these post-printing steps.
The three most common forms of vat polymerization are stereolithography (SLA), digital light processing (DLP), and liquid crystal display (LCD), also known as masked stereolithography (MSLA). The fundamental difference between these types of 3D printing technology is the light source and how it is used to cure the resin.
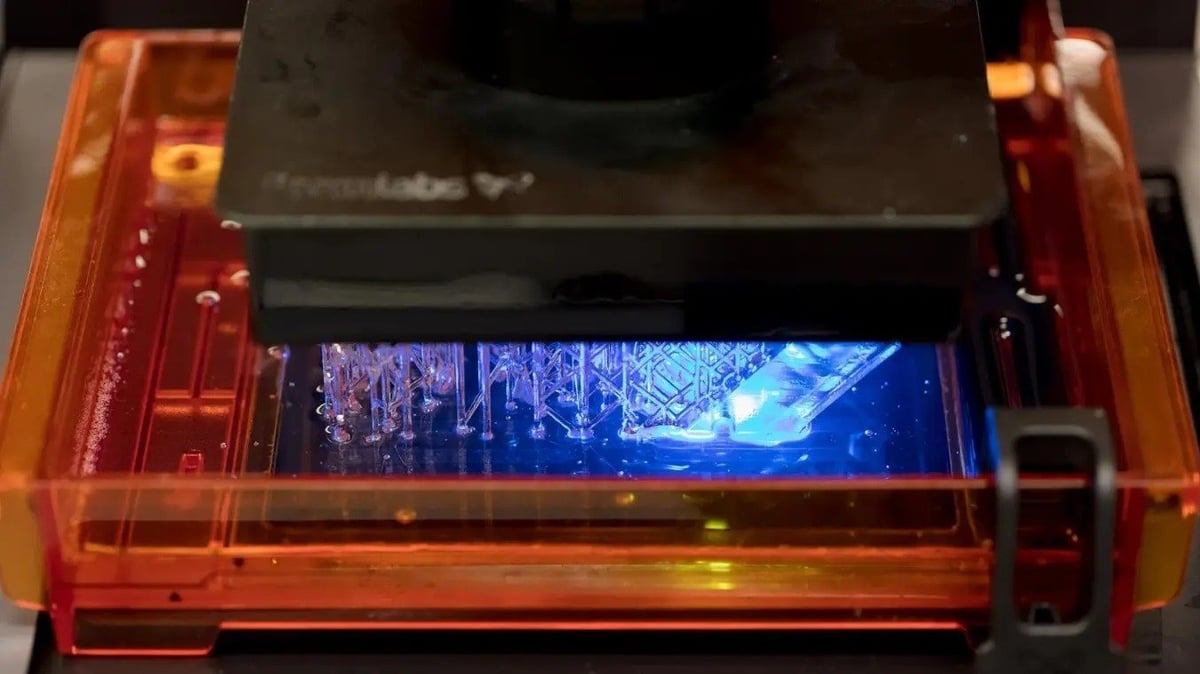
Some 3D printer manufacturers, especially those that make professional-grade 3D printers, have developed unique and patented variations of vat polymerization, so you may see different technology names in the market. One industrial 3D printer manufacturer, Carbon, uses a vat polymerization technology it calls Digital Light Synthesis (DLS), Origin by Stratasys calls its technology Programmable Photopolymerization (P³), Axtra3D uses Hybrid PhotoSynthesis (HPS), and Formlabs offers what it calls Low Force Stereolithography (LFS).
There’s also lithography-based metal manufacturing (LMM), projection microstereolithography (PµSL), and Digital Composite Manufacturing (DCM), which is a filled-photopolymer technology that introduces functional additives, such as metal and ceramic fibers, to the liquid resin.
- Types of 3D Printing Technology: Stereolithography (SLA), liquid crystal display (LCD), digital light processing (DLP), microstereolithography (µSLA), and more.
- Materials: Photopolymer resins (castable, transparent, industrial, biocompatible, metal-filled, ceramics, etc.)
- Dimensional Accuracy: ±0.5% (lower limit ±0.15 mm or 5 nanometers with µSLA)
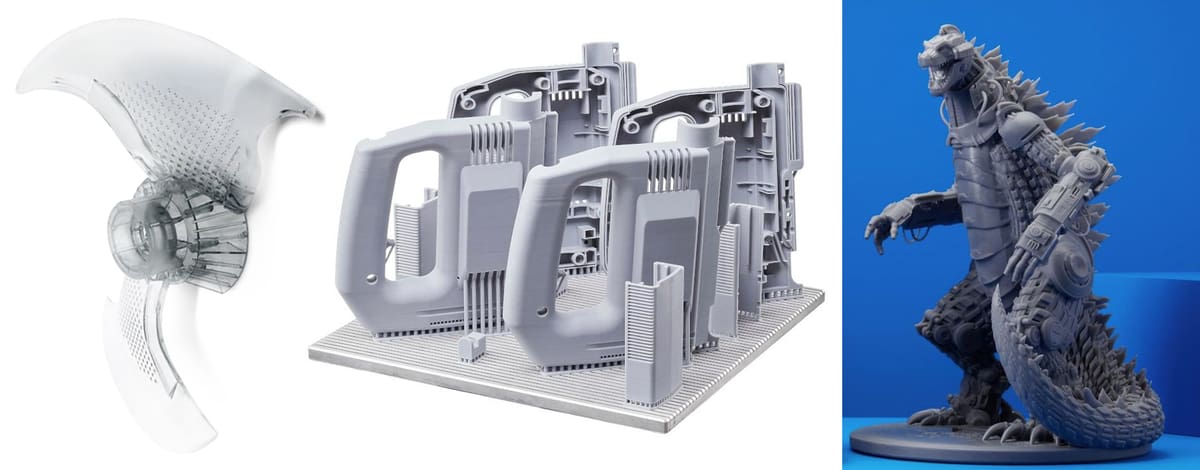
- Common Applications: Injection mold-like polymer prototypes and end-use parts, jewelry casting, dental applications, consumer products
- Strengths: Smooth surface finish, fine feature details
Stereolithography (SLA)
SLA holds the historical distinction of being the world’s first 3D printing technology. Stereolithography was invented by Chuck Hull, who won a patent on his invention in 1986 and founded the company 3D Systems to commercialize it. Today, the technology is available for hobbyists and professionals from a wide range of 3D printer makers.
An SLA printer today uses mirrors, known as galvanometers (or galvos), to rapidly aim a laser beam (or two or more) across a vat of resin, selectively curing and solidifying a cross-section of the object inside the building area, building it up layer by layer.
As each layer is cured in just the right places, the build platform then moves up or down (almost imperceptibly) to pull out the hardened resin layer and make space for another liquid layer that will then be cured by the laser.
Most SLA printers use a solid-state laser to cure parts. One disadvantage of this version of vat polymerization is that the point of the laser beam can take longer to trace a cross-section of an object when compared to our next method (DLP), which flashes a light to harden an entire layer at once. Lasers, however, can produce stronger light, which is required by some engineering-grade resins, and lasers are used in the larger format resin 3D printers since the distance between the laser source and the resin isn’t as crucial a factor as in other types of technology.
Although SLA is most commonly used to refer to the vat polymerization method that uses lasers, you may hear it used to refer to resin 3D printing in general.

Microstereolithography (µSLA)
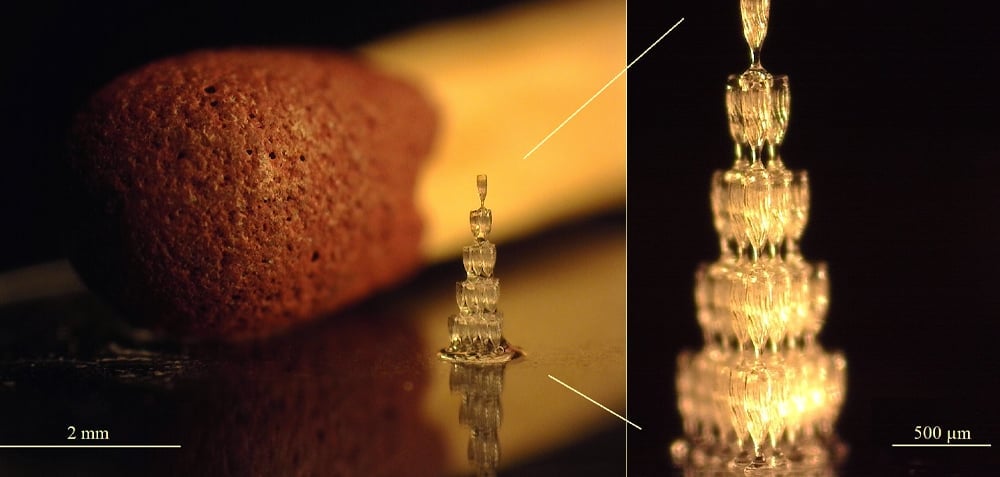
Just like it sounds, this version of SLA in the vat polymerization family prints parts on the microscale, or resolutions between 2 microns (µm) and 50 microns. For reference, the average width of a human hair is 75 microns. It’s one of the so-called “micro 3D printing” technologies. µSLA involves exposing photosensitive material (liquid resin) to an ultraviolet laser. The difference is the specialized resins, the sophistication of the lasers, and the addition of lenses, which generate almost unbelievably small points of light.

Two-Photon Polymerization (TPP)
Another micro 3D printing technology, TPP (also known as 2PP), can be categorized under SLA because it also involves a laser and photosensitive resin. It can print parts even smaller than µSLA, down to 0.1 microns.
TPP uses a pulsed femtosecond laser focused into a tight spot in a vat of special resin. This spot is then used to cure individual 3D pixels, also known as voxels, in the resin. By sequentially curing these nano- to micrometer-small voxels layer by layer, in a predefined path, you can create 3D objects. These can be several millimeters large while maintaining the nanometer resolution.
TPP is currently used in research, medical applications, and manufacturing for tiny parts, such as microsized electrodes and optical sensors.
Digital Light Processing (DLP)
DLP 3D printing uses a digital light projector (instead of a laser) to flash a single image of each layer all at once (or multiple flashes for larger parts) on a layer of resin, curing it in one step.
DLP is (more often than SLA) used to produce larger volumes of parts in a single batch since each layer flash takes exactly the same amount of time regardless of how many parts are in the build, which makes it generally faster than the laser method in SLA.
Because the projector is a digital screen, the image of each layer is composed of square pixels, resulting in a layer formed from small rectangular blocks called voxels. Light is projected onto the resin using light-emitting diode (LED) screens or a UV light source (lamp) that is directed to the build surface by a digital micromirror device (DMD).

The DMD sits between the light and the resin and consists of an array of micromirrors that control where light is projected and generate the light pattern on the build surface. This enables the different points of light (and polymerization) of the resin at different locations within one layer.
Modern DLP projectors typically have thousands of micrometer-size LEDs as light sources. Their on-and-off states are individually controlled and allow for increased XY resolution.
Not all DLP 3D printers are the same, and there is a vast difference in the power of the light source, the lenses it passes through, the quality of the DMD, and a host of other parts and components that make up a machine costing $300 versus a machine well above $200,000.
One company called Axtra3D has patented Hybrid PhotoSynthesis (HPS) technology, which combines lasers for high detail on a 3D print just where it’s needed, with a projector for faster printing of internal sections or where fine detail isn’t as critical.
Top-Down DLP
Some DLP 3D printers have the light source mounted on the top of the printer, shining down onto a vat of resin instead of shining up. These “top-down” machines flash an image of a layer from the top, curing a layer at a time, and then the cured layer is lowered back into the vat. Each time the build plate is lowered, the recoater, mounted on top of the vat, moves back and forth over the resin to level a new layer.
Manufacturers say this method produces more stable part output for larger prints since the printing process is not working against gravity. There’s a limit to how much weight can be suspended vertically from a build plate when printing bottom-up. The resin vat also supports the print while it’s printing, reducing the need for support structures.
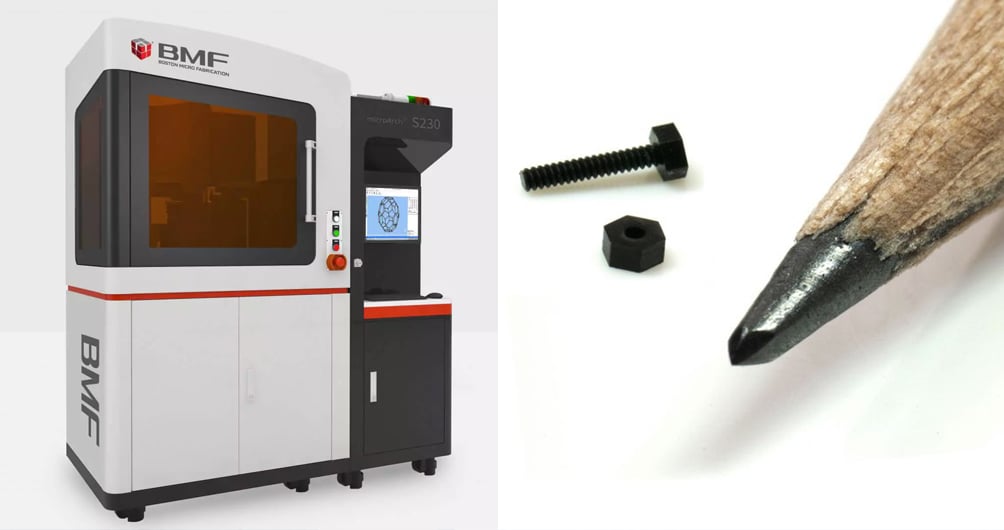
Projection Microstereolithography (PµSL)
Qualifying as a distinct type of vat polymerization in its own right, we’ll add PµSL here as a subcategory of DLP. It’s another micro 3D printing technology.
PµSL uses ultraviolet light from a projector to cure layers of specially formulated resin at the microscale (2-micron resolution and down to a 5-micron layer height). This additive manufacturing technique is growing due to its low cost, accuracy, speed, and the range of materials that it can use, which include polymers, biomaterials, and ceramics. It has shown potential in applications ranging from microfluidics and tissue engineering to micro-optics and biomedical microdevices.
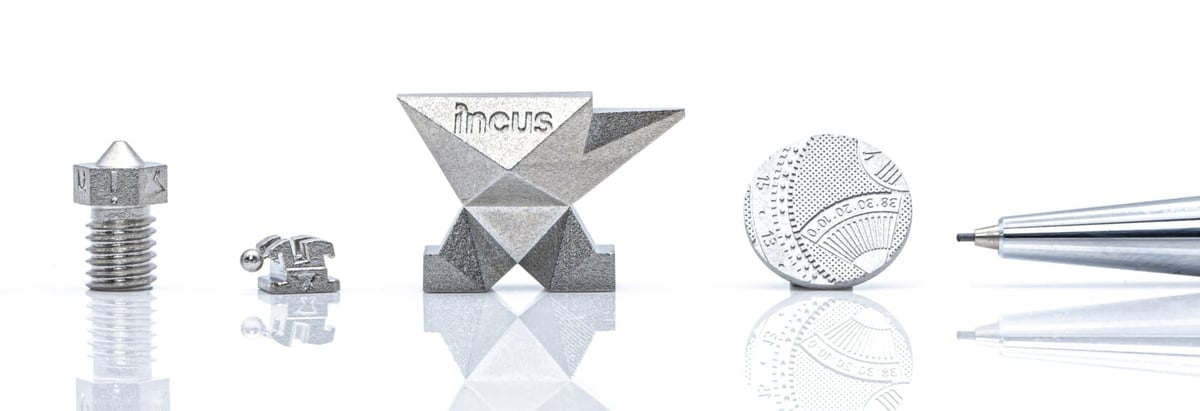
Lithography-based Metal Manufacturing (LMM)
Another remote cousin of DLP, this method of 3D printing with light and resin creates tiny metal parts for applications including surgical tools and micromechanical parts. In LMM, metal powder is homogeneously dispersed in a light-sensitive resin and then selectively polymerized by exposure to blue light via a projector. After printing, the “green” parts have their polymer component removed, leaving fully metal “brown” parts that are finished in a sintering process in a furnace. Feedstocks include stainless steel, titanium, tungsten, brass, copper, silver, and gold.
Liquid Crystal Display (LCD)
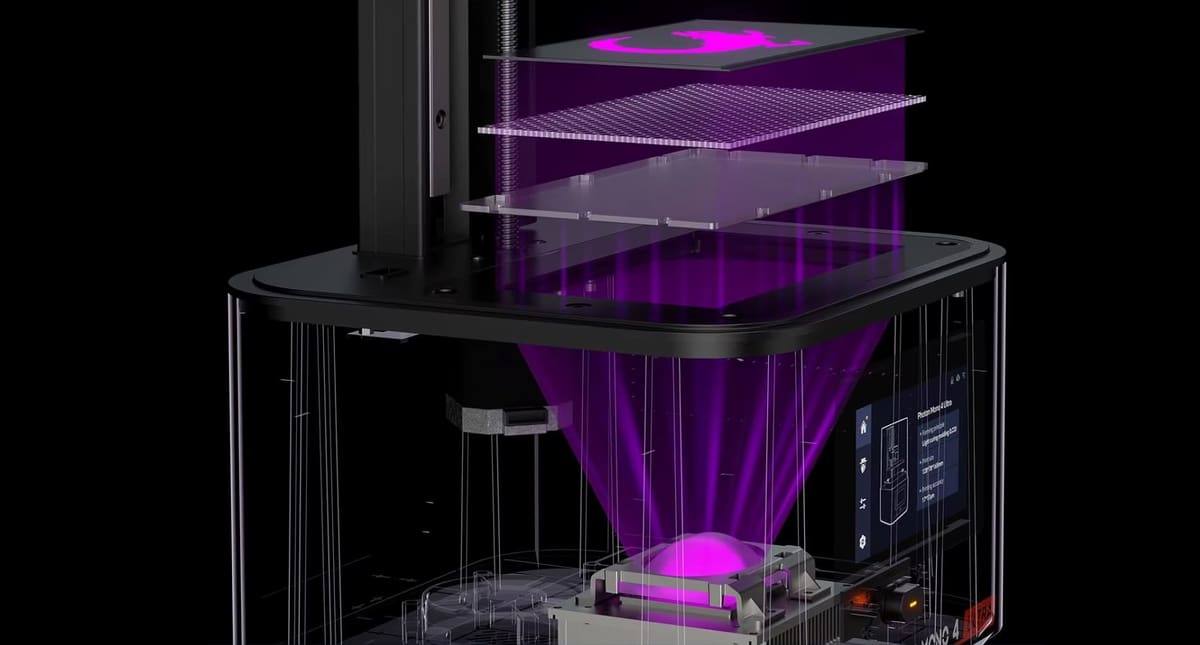
Liquid crystal display (LCD), also called masked stereolithography (MSLA), is very similar to DLP above, except that, instead of a digital micromirror device (DMD), it uses an LCD screen, which has a noticeable downward impact on the 3D printer’s price.
Like DLP, the LCD photomask is digitally displayed and composed of square pixels. The pixel size of the LCD photomask defines the granularity of a print. Thus, the XY accuracy is fixed and does not depend on how well you can zoom or scale the lens, as is the case with DLP.
Another difference between DLP-based printers and LCD technology is that the latter uses an array of hundreds of individual emitters rather than a single-point emitter light source like a laser diode or DLP bulb.


Similar to DLP, LCD can, under certain conditions, achieve faster print times compared to SLA. That’s because an entire layer is exposed at once rather than tracing the cross-sectional area with the point of a laser.
Due to the low cost of LCD units, this technology has become the top choice for the budget desktop resin printer segment, but that doesn’t mean it’s not used professionally. Some industrial 3D printer makers are pushing the limits of the technology with impressive results.
Material Jetting
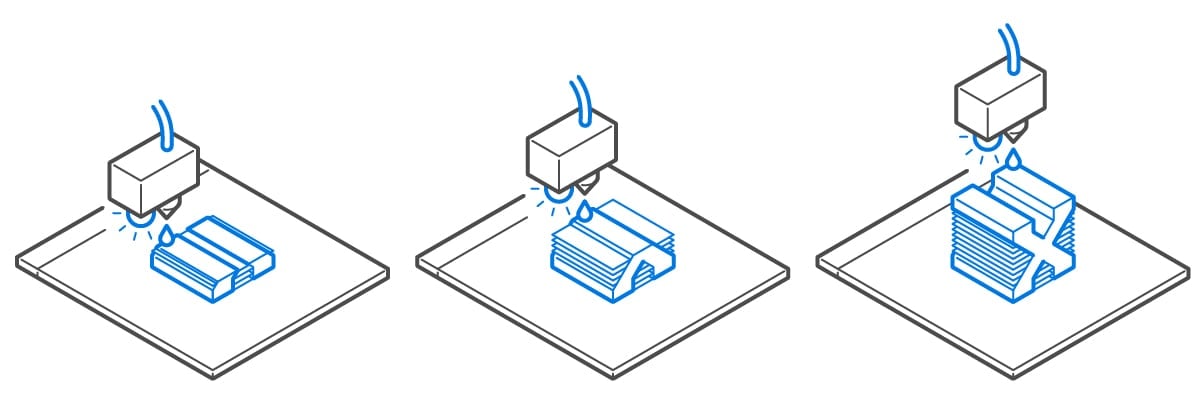
Material jetting is a 3D printing process where tiny droplets of material are deposited and then solidified or cured on a build plate. Using photopolymers or wax droplets that cure when exposed to light, objects are built up, one layer at a time.
The nature of the material jetting process allows for different materials to be printed in the same object. One application of this technique is fabricating parts in multiple colors and textures.
- Types of 3D Printing Technology: material jetting (M-Jet), nanoparticle jetting (NPJ), PolyJet, Plastic Freeforming,
- Materials: Photopolymer resin (standard, castable, transparent, high temperature), wax, metal or ceramic particles suspended in resin.
- Dimensional Accuracy: ±0.1 mm
- Common Applications: Full-color product prototypes, injection mold-like prototypes, low-run injection molds, medical models, fashion
- Strengths: Textured surface finish, full color, and multi-material available
- Weaknesses: Limited materials, not suitable for demanding mechanical parts, higher cost than other resin technologies for visual purposes
Material Jetting (M-Jet)

Material jetting (M-Jet) for polymers is a 3D printing process where a layer of photosensitive resin is selectively deposited onto a build plate and cured with ultraviolet (UV) light. After one layer has been deposited and cured, the build platform is lowered down one layer thickness, and the process is repeated to build up a 3D object.
M-Jet combines the outstanding detail of resin 3D printing with speeds better than filament 3D printing (FDM) to create parts and prototypes in true-to-life color and texture.
You may hear M-Jet referred to by manufacturer-specific names such as PolyJet by Stratasys or MultiJet Printing (MJP) by 3D Systems, but it’s not just branding. All material jetting 3D printing technology is not exactly the same. There are variances between printer makers and proprietary materials.
M-Jet machines deposit build material from rows of print heads in a line-wise fashion. This method enables the printers to fabricate multiple objects in a single line without impacting build speed. So long as models are correctly arranged on the build platform and the space within each build line is optimized, M-Jet can produce parts faster than many other types of resin 3D printers.
Objects made with M-Jet require support, which is printed simultaneously during the build from a dissolvable material that is removed during the post-processing stage. M-Jet is one of the only types of 3D printing technology to offer objects made from multi-material printing and full color.
There are no hobbyist versions of material jetting machines. These are for professionals found at automakers, industrial design firms, art studios, hospitals, and all types of product manufacturers looking to create accurate prototypes to test concepts and get products to market faster.
Unlike vat polymerization technologies, M-Jet doesn’t require post-curing since the UV light in the printer fully cures each layer.

Aerosol Jet
Aerosol Jet is a unique technology developed by a company called Optomec that’s used primarily for 3D printing electronics. Components such as resistors, capacitors, antennas, sensors, and thin-film transistors have all been printed with Aerosol Jet technology.
It can be crudely likened to spray paint, but it distinguishes itself from an industrial coating process in that it can be used to print full 3D objects.
Electronic inks are placed into an atomizer, which creates a dense mist of material-laden droplets between 1 to 5 microns in diameter. The aerosol mist is then delivered to the deposition head, where it is focused by a sheath gas, which results in a high-velocity particle spray.
This technology is sometimes categorized with directed energy deposition because of the energy method, but since the material, in this case, is in droplets, we’ve included it in material jetting.
NanoParticle Jetting (NPJ)

One of the few proprietary technologies that defy easy categorization, NanoParticle Jetting (NPJ), developed by a company called XJet, which uses an array of printheads with thousands of inkjet nozzles that simultaneously jet millions of ultrafine drops of materials onto a build tray in ultrathin layers while simultaneously jetting a support material.
Metal or ceramic particles are suspended in the liquid. The process occurs under high heat, which evaporates the liquid upon jetting, leaving mostly just the metal or ceramic material. The resulting 3D part has only a small amount of bonding agent remaining, which is removed in a sintering post-process.
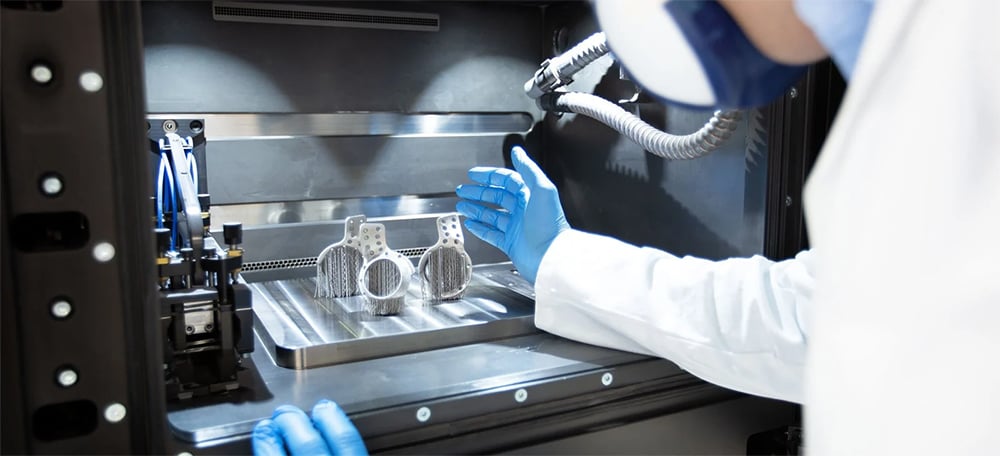
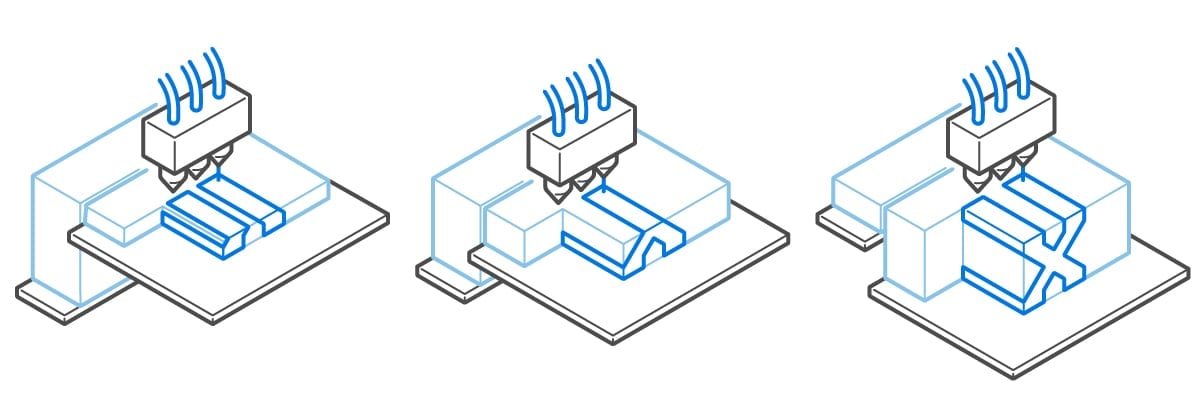
Powder Bed Fusion
Powder bed fusion (PBF) is a 3D printing process where a thermal energy source selectively melts powder particles (plastic, metal, or ceramic) inside a build area to create a solid object layer by layer.
Powder bed fusion 3D printers spread a thin layer of powdered material over the print bed, typically with a type of blade, roller, or wiper. Energy, typically from a laser, fuses specific points on the powder layer, then another powder layer is deposited and fused to the previous layer. The process repeats until the entire object is fabricated. The final item is encased and supported in a bed of unfused powder.

Although the process varies depending on whether the material is plastic or metal, PBF creates parts with high mechanical properties — including strength, wear resistance, and durability — for end-use applications in consumer products, machinery, and tooling. Although the 3D printers in this segment are becoming more affordable (starting prices hover around $25,000), it is still considered professional or industrial technology.
The subtypes are generally characterized by the material used and the type of energy source.
- Types of 3D Printing Technology: Selective laser sintering (SLS), laser powder bed fusion (LPBF), electron beam melting (EBM)
- Materials: Plastic powders, metal powders, ceramic powders
- Dimensional Accuracy: ±0.3% (lower limit ±0.3 mm)
- Common Applications: Functional parts, complex ducting (hollow designs), low-run part production
- Strengths: Functional parts, excellent mechanical properties, complex geometries
- Weaknesses: Higher cost for machines, often high-cost materials, and slower build rates
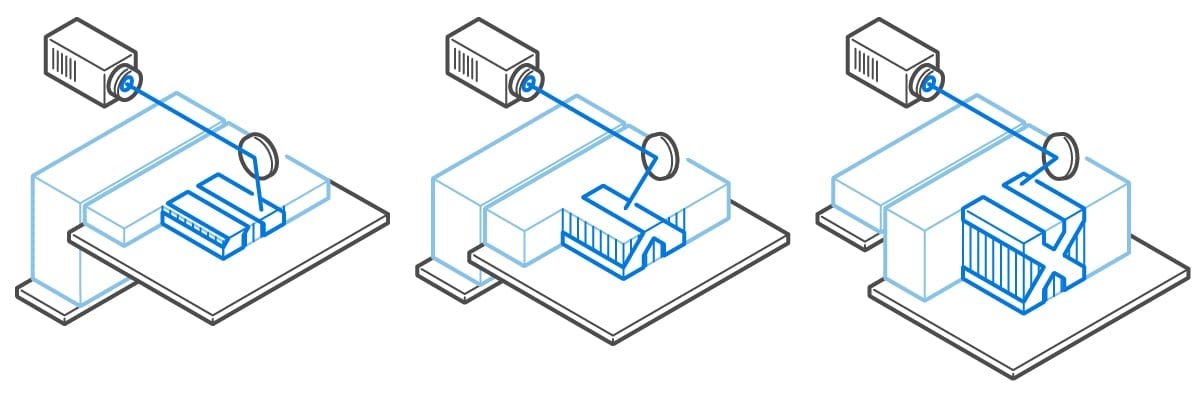
Selective Laser Sintering (SLS)

Selective laser sintering (SLS) creates objects out of, typically, plastic powder by using a laser or lasers. First, a bin of polymer powder is heated to a temperature just below the polymer’s melting point. Next, a recoating blade or wiper deposits a very thin layer of the powdered material – typically 0.1 mm thick – onto a build platform. A laser (CO2 or fiber) then begins to scan the surface according to the pattern laid out in the digital model. The laser selectively sinters the powder and solidifies a cross-section of the object.
When the entire cross-section is scanned, the build platform moves down one layer thickness in height. The recoating blade deposits a fresh layer of powder on top of the recently scanned layer, and the laser will sinter the next cross-section of the object onto the previously solidified cross-sections.

These steps are repeated until all objects are manufactured. The powder that hasn’t been sintered remains in place to support the objects, which reduces or eliminates the need for support structures. After removing the parts from the powder bed and cleaning, there are no other required post-processing steps. The part can be polished, coated, colored, or machined, depending on the material.
A recent advancement in SLS materials is a new polymer-coated metal that enables SLS 3D printers to make metal parts. This technology is called Cold Metal Fusion.
There are dozens of differentiating factors among SLS 3D printers, including not only their size but also the power and number of lasers, the spot size of the laser, the time and manner in which the bed is heated, and how the powder is distributed, to name just a few.
The most common material in SLS 3D printing is nylon (PA6, PA12), but parts can also be printed to be flexible using TPU and other materials.


Micro Selective Laser Sintering (μSLS)
Micro selective laser sintering is another micro 3D printing technology that creates parts on a microscale (sub-5 μm) resolution. Unlike “regular” SLS, the micro version is typically used with metal material, not plastics.

In μSLS, a layer of metal nanoparticle ink is coated onto a substrate and then dried to produce a uniform nanoparticle powder layer. Next, laser light that has been patterned using a digital micromirror array is used to heat and sinter the nanoparticles into the desired patterns. This set of steps is then repeated to build up each layer of the 3D part in the μSLS system.
Laser Powder Bed Fusion (LPBF)
Of all the 3D printing technologies, this one has the most aliases. Officially called laser powder bed fusion (LPBF) by the ISO, this metal 3D printing method is also widely known as direct metal laser sintering (DMLS) and selective laser melting (SLM) or metal laser powder bed fusion (M-LPBF).
In the early years of this technology development, machine manufacturers created their own names for the same process that are kept to this day. Make no mistake; these three terms refer to the same process, even if some mechanical details vary.

LPBF is a highly precise and accurate method of 3D printing and is commonly used for creating complex metal parts for aerospace, medical implants, and industrial applications.
Like SLS, LPBF 3D printers start with a digital model divided into slices. The printer loads powder into the build chamber, and a recoater blade (like a windshield wiper) or roller spreads it into a thin layer across the build plate. The laser or several (up to 24) traces the layer onto the powder. The build platform then moves down, and another layer of powder is applied and fused to the first until the entire object is built. The build chamber is closed, sealed, and in many cases, filled with inert gas, such as nitrogen or argon blends, which ensures that the metal doesn’t oxidize during melting and helps prevent debris from the melting process.
The packed powder on the printing bed provides some support to the model during the printing process, but supports are also used.
After printing, parts are removed from the powder bed, cleaned, and often given a secondary heat treatment to remove stresses. The leftover powder is reclaimed and reused.
Differentiating factors among LPBF 3D printers include the type, strength, and number of lasers. A small, compact LPBF printer might have a single 30-watt laser, whereas an industrial version may have 12 1,000-watt lasers, boosting print speed.
LPBF machines use common engineering alloys, such as stainless steels, nickel superalloys, and titanium alloys. There are dozens of metals available for the LPBF process.

Electron Beam Melting (EBM)
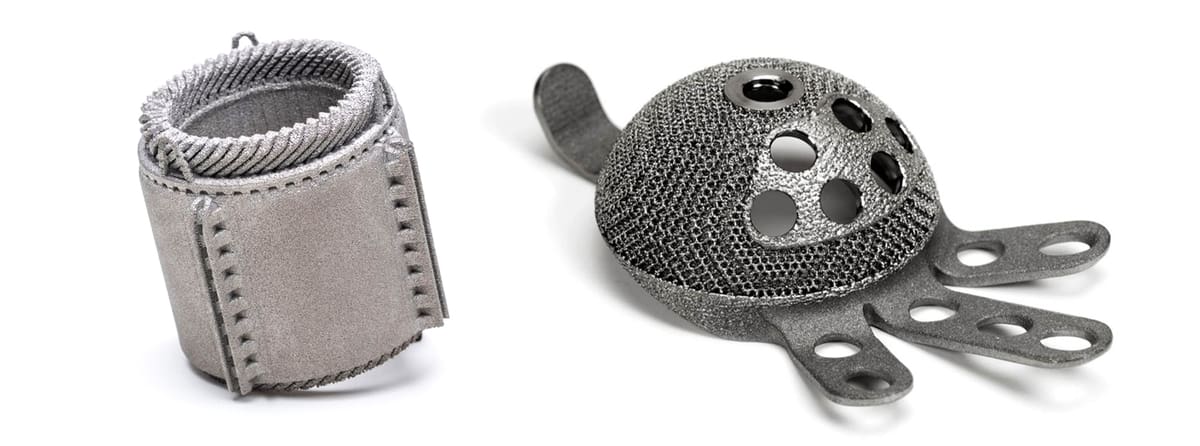
EBM, also called electron beam powder bed fusion (EB-PBF), is a 3D printing method for metals similar to LPBF but uses an electron beam instead of a fiber laser. This technology is used to manufacture parts, such as titanium orthopedic implants, turbine blades for jet engines, and copper coils.
EBM is chosen over its laser-based metal 3D printing cousin for several reasons. First, the electron beam generates more power and heat, which is required for certain metals and applications. Next, instead of an inert gas environment, EBM takes place in a vacuum chamber to prevent beam scattering. The build chamber temperature can reach up to 1,000°C and, in some cases, even higher. Because the electron beam uses electromagnetic beam control, it moves at higher speeds than a laser and can even be split up to expose several areas simultaneously.
One of EBM’s advantages over LPBF is its ability to process conductive materials and reflective metals, such as copper. Another feature of EBM is the ability to nest or stack separate parts on top of each other in the build chamber since they do not necessarily have to be attached to the build plate, which greatly increases volume output.
Electron beams generally produce larger layer thicknesses and less detailed surface features than lasers. EBM printed parts may not need to be stress relieved with a post-print heat process, due to the high temperature in the build chamber.

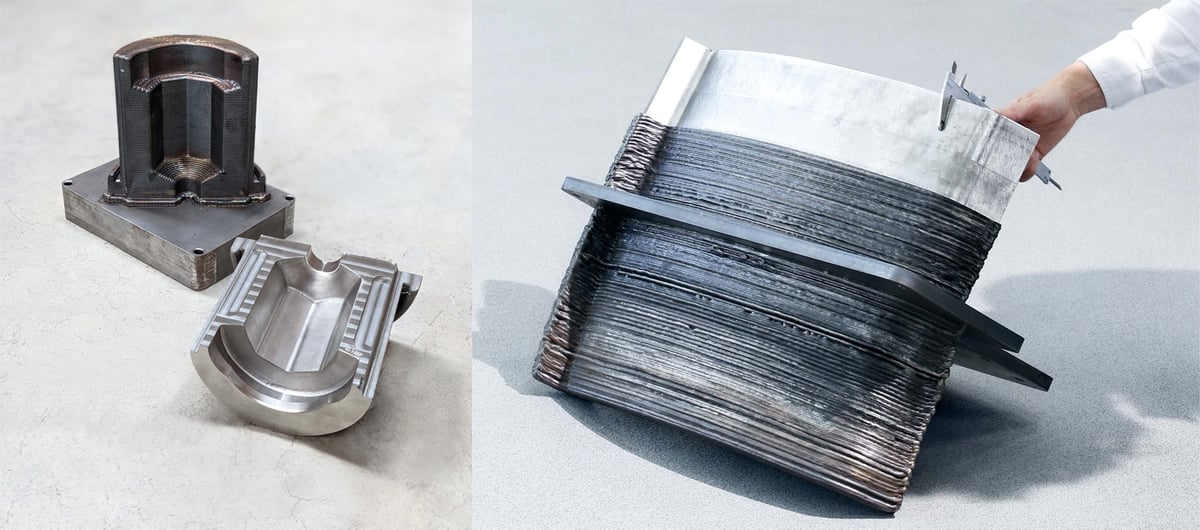
Directed Energy Deposition
Directed Energy Deposition (DED) is a 3D printing process where metal material is fed and fused by powerful energy as the same time that it’s deposited. This is one of the broadest categories of 3D printing, encompassing a long list of subcategories depending on the form of the material (wire or powder) and the type of energy (laser, electron beam, electric arc, supersonic speed, heat, etc.).
In essence, it’s any way metal can be control-deposited as layers (that isn’t extrusion), and it has a lot in common with welding.

This technology is used to build up a print layer by layer, but more often, it’s used to repair or add features to metal objects by depositing the material directly on an existing metal part. The process is commonly followed by CNC machining to achieve tighter tolerances. The use of DED with CNC is so common that there’s a subtype of 3D printing called hybrid 3D printing, using, you guessed it, hybrid 3D printers that contain a DED and a CNC unit in the same machine.
The technology is prized as a faster and cheaper replacement for casting and forging metal parts in small quantities and for critical repair for applications in the offshore oil and gas industry, as well as in the aerospace, power generation, and utility industries.
The subcategories of DED could be divided by the type of feedstock material or by the type of energy source. We’ve chosen to group them by energy type to highlight the differences that the energy sources make in the final products.
When the material being used in this printing method is in powder form, it is common for the powder to be sprayed alongside an inert gas to reduce or eliminate the possibility of oxidation. With powder feedstock, there’s also the possibility of using multiple powders to mix materials and achieve different results. When the feedstock is a wire (the less expensive option), the technology has been likened to robotic welding, but it’s far more complex.
- Subtypes of Directed Energy Deposition: Powder Laser Energy Deposition, Wire Arc Additive Manufacturing (WAAM), Wire Electron Beam Energy Deposition, Cold Spray
- Materials: Wide range of metals, in wire and powder form
- Dimensional Accuracy: ±0.1 mm
- Common Applications: Repair of high-end automotive/aerospace components, functional prototypes, and final parts
- Strengths: High build-up rates, ability to add metal to existing components
- Weaknesses: Unable to make complex shapes due to inability to make support structures, generally poor surface finish, and accuracy
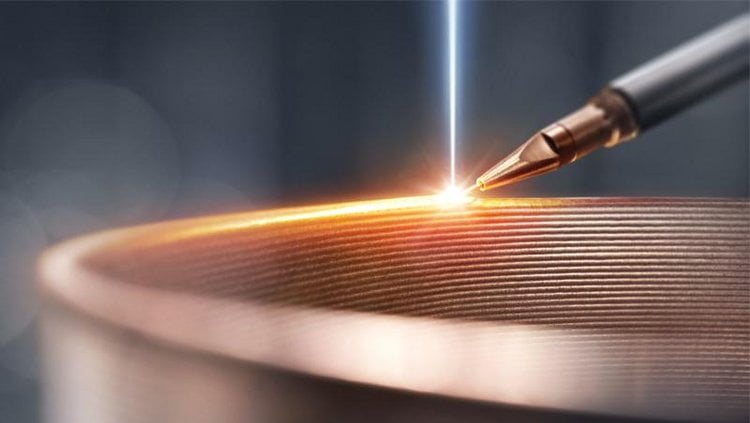
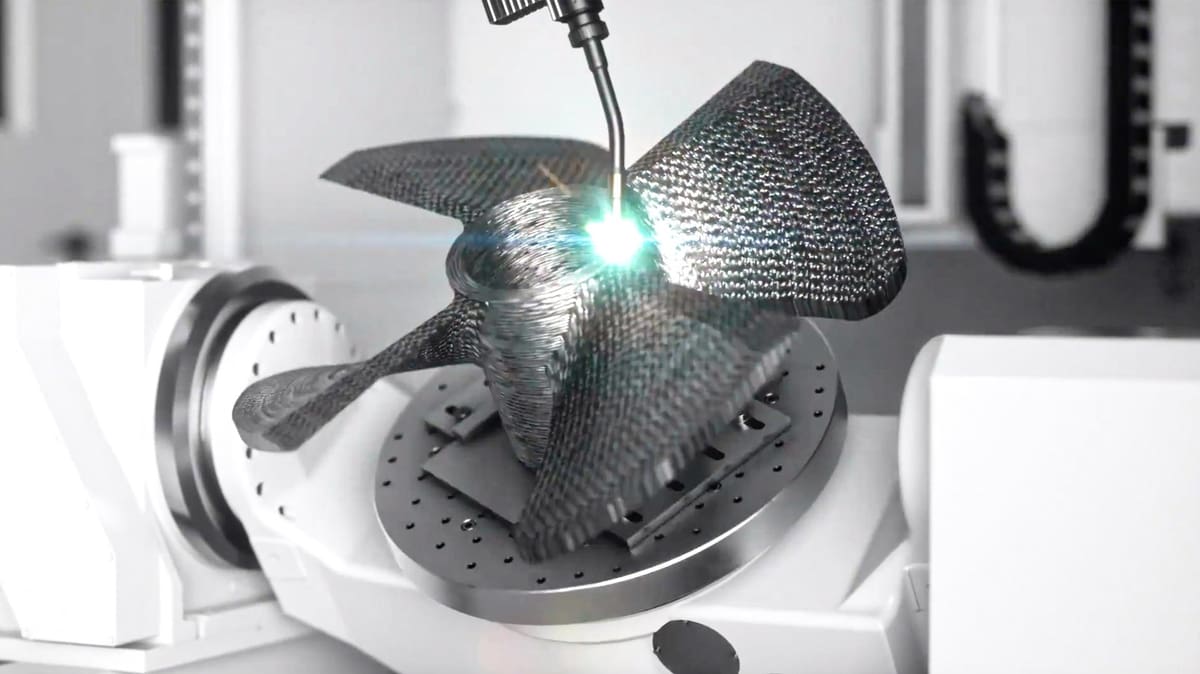
Laser Directed Energy Deposition

Laser Directed Energy Deposition (L-DED), also called laser metal deposition (LMD) or Laser Engineered Net Shaping (LENS), is a 3D printing technology using a metal powder or wire fed through one or more nozzles and fused via a powerful laser on a build platform or on a metal part. An object is built up layer by layer as the nozzle and laser move or as the part moves on a multiple-axis turntable.
The build rates are faster than powder bed fusion but result in lower surface quality and significantly lower accuracy, often requiring extensive post-machining.
Laser DED printers often have sealed chambers filled with argon to avoid oxidation. They can operate with just a localized argon or nitrogen flood when processing less reactive metals.
Metals commonly used in this process include stainless steels, titanium, and nickel alloys.
This printing method is often used to repair high-end aerospace and automotive components, such as jet engine blades, but it is also used to produce entire components.

Electron Beam Directed Energy Deposition

Electron beam DED, also called wire electron beam energy deposition, is a 3D printing process very similar to DED with a laser. It is carried out in a vacuum chamber, which produces very clean, high-quality metal. As a metal wire is fed through one or more nozzles, it is fused by an electron beam. Layers are built up individually, with the electron beam creating a tiny melt pool and the weld wire fed into the melt pool by a wire feeder.
Electron beams are chosen for DED when working with high-performance metals and reactive metals, such as alloys of copper, titanium, cobalt, and nickel.
Metal wire-fed DED using electron beams is faster than powder-fed. The process is carried out in a vacuum chamber.
DED machines are practically not limited in terms of print size. 3D printer manufacturer Sciaky, for example, has an EB DED machine that can produce parts nearly six meters long at a rate of 3 to 9 kilos of material per hour. In fact, electron beam DED is touted as one of the fastest ways to build metal parts, although not the most precise, which makes it ideal for building up large structures, such as airframes, or replacement parts, such as turbine blades that are then machined.
Wire Directed Energy Deposition
Wire Directed Energy Deposition, also known as Wire Arc Additive Manufacturing (WAAM), is 3D printing that uses energy in the form of plasma or wire arc to melt metal in wire form where it’s deposited layer on top of layer by a robotic arm onto a surface, such as a multi-axis turntable, to form a shape.
This method is chosen over similar technologies involving lasers or electron beams because it doesn’t require a sealed chamber, and it can use the same metals (sometimes the exact same material) as traditional welding.
Electric direct energy deposition is considered the most cost-effective option among the DED technologies because it can use existing arc-welding robots and power supplies, so the barrier to entry is relatively low.
Unlike welding, this technology uses complex software to control a menu of variables in the process, including the thermal management and toolpath of the robotic arm.
There are no support structures to remove, and finished parts are typically CNC machined to tight tolerances if necessary or surface polished. Often, printed parts receive a heat treatment to relieve any residual stresses.

Cold Spray
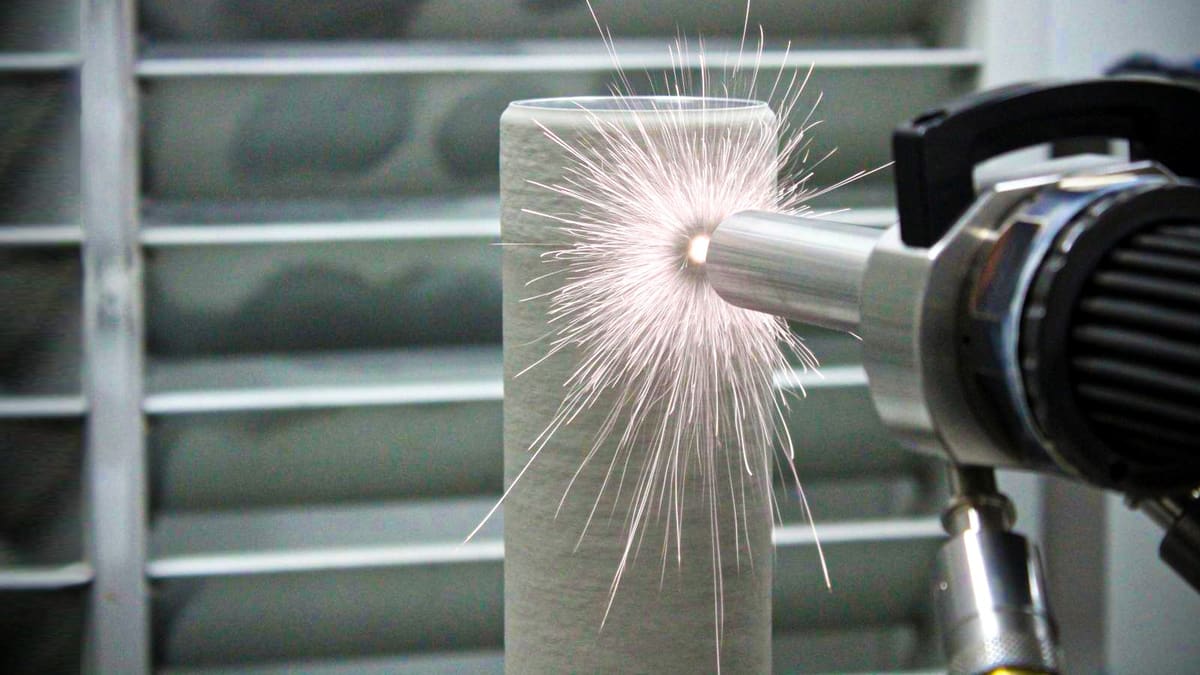
Cold spray is a DED 3D printing technology that sprays metal powders at supersonic speeds to bond them without melting them, which produces almost no thermal stress that can produce hot-cracking or other common problems that can affect melt-based technologies.
Since the early 2000s, it’s been used as a coating process, but more recently, several companies have adapted cold spray for additive manufacturing because it can layer metal in exact geometries up to several centimeters at about 50 to 100 times higher speed than typical metal 3D printers, and there’s no need for inert gases or vacuum chambers.
Like all DED processes, cold spray doesn’t produce prints of great surface quality or detail, but that’s not always required and parts can be used right off of the print bed.

Molten Directed Energy Deposition

Molten Direct Energy Deposition is a 3D printing process that uses heat to melt (or near-melt) metal, usually aluminum, then deposit it on a build plate layer by layer to form a 3D object.
This technology differs from metal extrusion 3D printing in that the extrusion versions use a metal feedstock with a bit of polymer inside to make the metal extrudable. The polymer is then removed in the heat treatment stage. Molten DED, on the other hand, uses a pure metal.
One could also liken molten or liquid DED to material jetting, but instead of an array of nozzles depositing droplets, the liquid metal is generally streamed from a nozzle.
Variations on this technology are in development, but molten metal 3D printers are rare. It’s available from 3D machine makers Grob, Valcun, and ADDiTec. Xerox had offered the technology on its ElemX 3D printer, which is currently installed at select US military installations, but sold it to ADDiTec.
The benefit of this approach is that there’s no hazardous metal powder to work with, and the finished prints do not require any post-processing. It also uses less energy than other DED processes, and there is the potential to use recycled metal directly as feedstock instead of wire or highly processed metal powders.
Friction Energy Deposition

In a category of its own, yet similar to molten DED, one company called Meld uses friction energy deposition (also called friction stir energy deposition). FED is a solid-state process, meaning the material does not reach the melting temperature during printing, so it produces parts with low residual stresses and full density, the company says, using significantly lower energy than more conventional fusion-based processes. FED is also a single-step process that does not require sintering or post-processing. The process has potential for quick metal manufacturing without hazardous metal powders or heat.
Binder Jetting
Binder jetting is a 3D printing process where a liquid bonding agent selectively binds regions of a layer of powder. The technology uses a powder material (metal, plastic, ceramic, wood, sugar, etc.) and a liquid deposited from inkjets.
Whether metal, plastic, sand, or another powdered material, the binder jetting process is essentially the same. First, a recoating blade or roller spreads a thin layer of powder over the build platform. Then, a printhead with inkjet nozzles passes over the bed, selectively depositing droplets of a binding or fusing agent to bond the powder particles together. When the layer is complete, the build platform moves downwards and the blade or roller recoats the surface. The process then repeats until the whole part is complete. The parts are encased in a bed of powder material and need to be dug out. The excess powder is collected and can be reused.

From here, depending on the material, post-processing is required, except for sand, which is usually ready to be used as a core or mold right from the printer. When the powder is metal or ceramic, a post-process involving heat melts away the binder, leaving just the metal. Plastic part post-processing can include a curing stage and often includes a coating to improve the surface finish. You can also polish, paint, and sand polymer binder jetted parts.

For a long time, binder jetting was considered a “cold” technology because, unlike using lasers or electron beams on powdered metal or polymer, there’s no heat in the process until post-processing. Yet, that may be changing when we talk about polymer binder jetting.
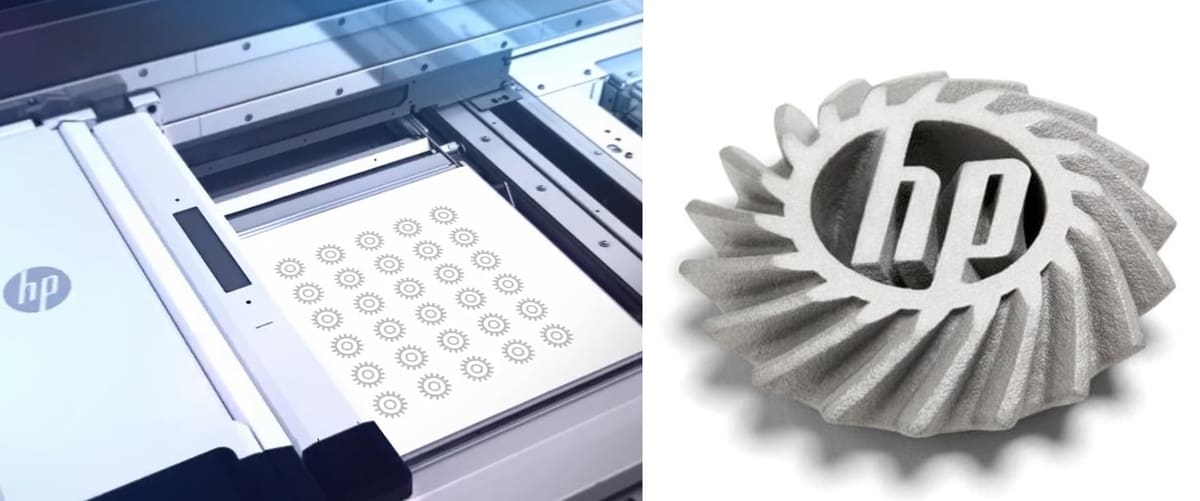
A growing number of printers use a powdered polymer and a liquid jetted from inkjet heads, but they include a thermal component that works to melt or fuse the polymer particles. The resulting part is much stronger than a part made with powder simply glued together, so it’s no wonder companies such as HP, Stratasys, and Voxeljet prefer to have their fluid and heat polymer binder jetting processes set apart. However, if you take the broadest view of binder jetting as a powder and fluid technology, then the proprietary technology we cover below fits here.
Binder jetting is fast and has high production rates, so it can produce large volumes of parts more cost-effectively than other AM methods. Metal binder jetting, used with a wide range of metals, is popular for end-use consumer products, tools, and volume spare parts. Cold polymer binder jetting has limited material options and produces parts with low structural properties, but variations with heat typically use nylon and TPU.
- Subtypes of 3D Printing Technology: Metal Binder Jetting, Polymer Binder Jetting, Sand Binder Jetting, Multi Jet Fusion, High Speed Sintering, Selective Absorption Fusion
- Materials: Sand, polymers, metals, ceramics, etc.
- Dimensional Accuracy: ±0.2 mm (metal) or ±0.3 mm (sand)
- Common Applications: Functional metal parts, full-color models, sand casts, and molds
- Strengths: Low cost, large build volumes, functional metal parts, superb color reproduction, fast print speeds, support-free design flexibility
- Weaknesses: It’s a multi-step process for metals, and polymer parts made with the cold process version are not mechanically strong
Metal Binder Jetting
Metal binder jetting is used to fabricate metal objects with complex geometries that typically fall well beyond the capabilities of conventional manufacturing techniques.
Metal binder jetting is a very appealing technology for volume metal part production and to achieve lightweighting. Because binder jetting can print parts with complex pattern infills instead of being solid, the resulting parts are dramatically lighter while being as strong.
Overall, the material properties of metal binder jet parts are equivalent to metal parts produced with metal injection molding, which is one of the most widely used manufacturing methods for the mass production of metal parts. Plus, binder jet parts exhibit high surface smoothness, especially in internal channels.

Metal binder jetting parts require secondary processes after printing to achieve their good mechanical properties. Right off the printer, parts basically consist of metal particles bound together with a polymer adhesive. These so-called “green parts” are fragile and not usable as is.
After printing and removing the parts from the bed of metal powder (a process called depowdering) some processes include a thermal curing stage before they’re heat-treated in a furnace (a process called sintering). Both the printing parameters and the sintering parameters are tuned for the specific part geometry, material, and desired density. Bronze or another metal is sometimes used to infiltrate the voids in a binder jetted part, resulting in zero porosity.
Plastic Binder Jetting (MJF, HSS, SAF)

Plastic binder jetting is a very similar process to metal binder jetting since it involves a powder and a liquid binding agent. As we mentioned above, you can divide polymer binder jetting into cold and hot processes.
Polymer binder jetting begins with a polymer powder (usually a type of nylon) spread across a build platform in a thin layer. Then, inkjet heads dispense a binder-like glue (and/or other fluids, including colored inks, fusible or radiation-absorbing fluids, and magnetic fluids) precisely where the polymer should be joined on each layer.
In some methods, there’s a heating unit attached to the inkjet head or on a separate carriage that fuses the parts of the layer that receive the fluid. The methods that include this heating step create stronger parts than the ones that don’t because the polymer powder is essentially melted together rather than only glued together.

Binder jetting with heat comes in several brand-specific sub-technologies, such as Multi Jet Fusion (MJF) from HP, High Speed Sintering (HSS) from Voxeljet, and Selective Absorption Fusion (SAF) from Stratasys. These are comparable to the technology that uses lasers to melt polymer powder — called selective laser sintering — but are faster, offer a smoother surface finish, and you’re able to reuse more of the powder left over from a printer run. This is a versatile technology that has found use in several industries, from automotive to healthcare to consumer products.
Binder jetting variations without heat can be infilled with another material to boost strength. These cold binder jetting processes are also the ones that include colored inks and can produce multi-color parts used in medical modeling and product prototypes.
Once printed, plastic parts are removed from their powder bed, cleaned, and can be used without any further processing.

Sand Binder Jetting
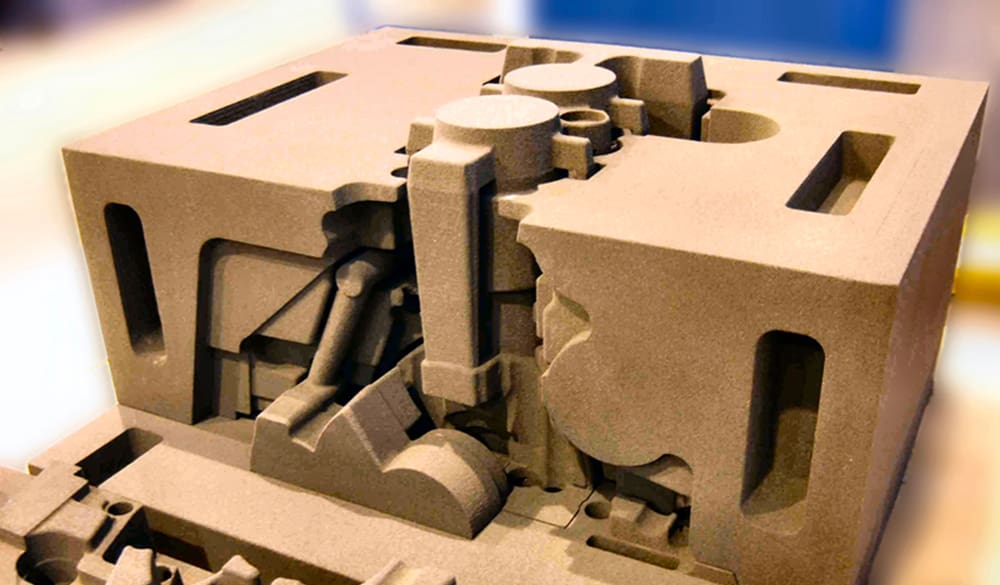
Sand binder jetting is arguably not a distinct technology from plastic binder jetting, but the printers and applications are different enough to earn a separate entry here. In fact, producing large sand-casting molds, models, and cores is one of the most common uses for binder jetting technology.
The low cost and speed of the process make it an excellent solution for foundries. Elaborate pattern designs that would be very difficult or impossible to produce using traditional techniques can be printed in a matter of hours.

The future of industrial development continues to place high demands on foundries and suppliers. Sand 3D printing is at the beginning of its potential.
Sand binder jetting 3D printers produce parts from sandstone or gypsum. After printing, the cores and molds are removed from the build area and cleaned to remove any loose sand. The molds are typically immediately ready for casting. After casting, the mold is broken apart, and the final metal component is removed.

Sheet Lamination
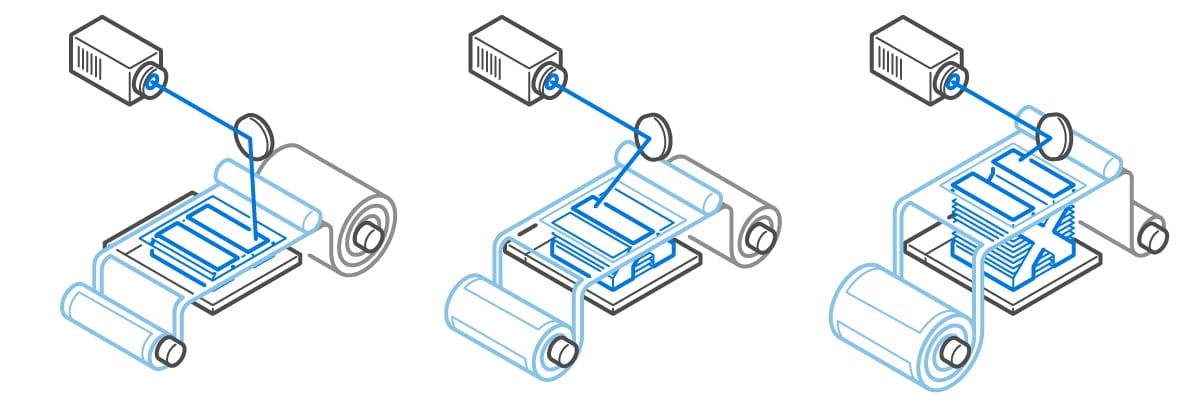
Sheet lamination is technically a form of 3D printing, although it differs dramatically from the technologies above. It functions by stacking and laminating sheets of very thin material together to produce a 3D object or a stack that’s then cut mechanically or with lasers to form the final shape.
Material layers can be fused together using a variety of methods, including heat and sound, depending on the material in question. Materials range from papers or polymers to metals.
When parts are laminated, a laser then cuts or machines the desired shape, which leads to more waste than in other 3D printing technologies.
Manufacturers use sheet lamination to produce cost-effective, non-functional prototypes at a relatively high speed. It’s also a promising electric battery technology and can be used to produce composite items, as the materials used can be swapped around during the printing process.
- Types of 3D Printing Technology: Laminated Object Manufacturing (LOM), Ultrasonic Consolidation (UC)
- Materials: Paper, polymer, and metal in sheet forms
- Dimensional Accuracy: ±0.1 mm
- Common Applications: Non-functional prototypes, multi-color prints, casting molds.
- Strengths: Quick production possible, composite prints
- Weaknesses: Low accuracy, more waste, and post-production work required for some parts
Laminated Additive Manufacturing

Laminating is a 3D printing technology where sheets of material are layered on top of each other and bonded together using glue, then a knife (or laser, or CNC router) is used to cut the layered object into the correct shape.
The technology is less common today because the cost of other 3D printing technologies has fallen while the size, speed, and ease-of-use of 3D printers in other technology categories have dramatically increased.
Viscous Lithography Manufacturing (VLM)
VLM is a patented 3D printing process from a spin-off of 3D printer manufacturer BCN3D called Supernova that laminates thin layers of high-viscosity photosensitive resins onto a transparent transfer film. The mechanical system allows the resin to be laminated from both sides of the film, making it possible to combine different resins to get multi-material parts and easy-to-remove support structures.
This technology, not yet launched commercially, could just as well reside under one of the resin 3D printing technologies.
Composite Based Additive Manufacturing (CBAM)
Startup Impossible Objects patented this technology that fuses mats of carbon, glass, or Kevlar with a thermoplastic to create parts.
Evolving 3D Printing Technologies
Our guide does not cover every take on the seven major categories of 3D printing; there are just too many, with new ones debuting all the time. Are they truly new technologies or proprietary enhancements of an established technology?
In any case, this guide will evolve with the industry and be updated every six months, so stay tuned!
License: The text of "Complete Overview of the Types of 3D Printers" by All3DP Pro is licensed under a Creative Commons Attribution 4.0 International License.