
Cura & Infill patterns: os melhores tipos de preenchimento

O tipo de preenchimento tem reflexos na resistência e na economia das peças. Descubra os melhores padrões de preenchimento do Cura para a sua impressão 3D.
Muitas vezes, a impressão 3D é utilizada para produzir peças que poderiam ser tranquilamente fabricadas por outras técnicas de manufatura. Embora os resultados finais possam parecer os mesmos, é o que está por dentro que conta.
Um dos grandes benefícios da impressão 3D é a sua capacidade de controlar o preenchimento interno de uma peça. Em termos de fabricação, uma peça oca necessita de menos tempo e material do que uma peça sólida, reduzindo assim o peso e o custo total!
A parte interior de uma peça fabricada por impressão 3D é chamada de preenchimento, que pode ser ajustado em termos de densidade – 0% é totalmente oco enquanto 100% é totalmente sólido. Além disso, a forma como uma peça é preenchida pode ser controlada por uma grande variedade de padrões, cada um com seus pontos fortes e vantagens.
Neste artigo, nós vamos dar uma olhada em uma variedade de diferentes padrões de preenchimento, especificamente aqueles disponíveis no Cura. Então, vamos lá!
Que padrões de preenchimento estão disponíveis?
Na versão 5.6 do Cura existem um total de 14 tipos de preenchimento disponíveis para uso. Nós os classificamos conforme sua melhor adequação:
- Modelos e estatuetas: Relâmpago, Linhas, Ziguezague
- Impressões 3D “comuns”: Grade, Triângulos, Tri-Hexágono
- Impressões 3D funcionais: Cúbico, Subdivisão Cúbica, Octeto, Quarto Cúbico, Giróide
- Impressões 3D flexíveis: Concêntrico, Cruzado, Cruzado 3D
Desde a versão 5.5 do Cura há ainda a possibilidade de gerar preenchimentos personalizados em mosaicos, incluindo o de Honeycomb (favo de mel), mas trataremos disso mais adiante. Por agora, vamos dar uma olhada nos padrões mais comuns que podem ser encontrados no Cura.

Modelos e estatuetas
Densidade típica do preenchimento: 0-15%
Se forem utilizadas como modelos ou estatuetas, as impressões 3D geralmente não exigem muita resistência mecânica. Isso porque elas não estão sujeitas a um pesado manuseio ou colocadas sob carga.
Para essas aplicações, os padrões de preenchimento Relâmpago, Linhas ou Ziguezague são os melhores porque produzem impressões mais rápidas.
- Linhas: semelhante ao padrão “retilíneo” (rectilinear) de outros fatiadores, trata-se de uma grade 2D de linhas não-contínuas onde apenas um eixo é impresso por camada.
- Ziguezague: essencialmente igual ao preenchimento de linhas se a opção “Conectar linhas de preenchimento” estiver selecionada. Em outras palavras, é uma linha contínua por camada, orientada em uma direção.
- Relâmpago: uma estrutura de suporte interna que se assemelha a um relâmpago, ficando mais densa em direção à parte superior do modelo. Por ele conseguir reduzir o uso de material em 90%, este preenchimento é excelente para impressões mais rápidas.

Impressões 3D comuns
Densidade do preenchimento típica: 15-50%
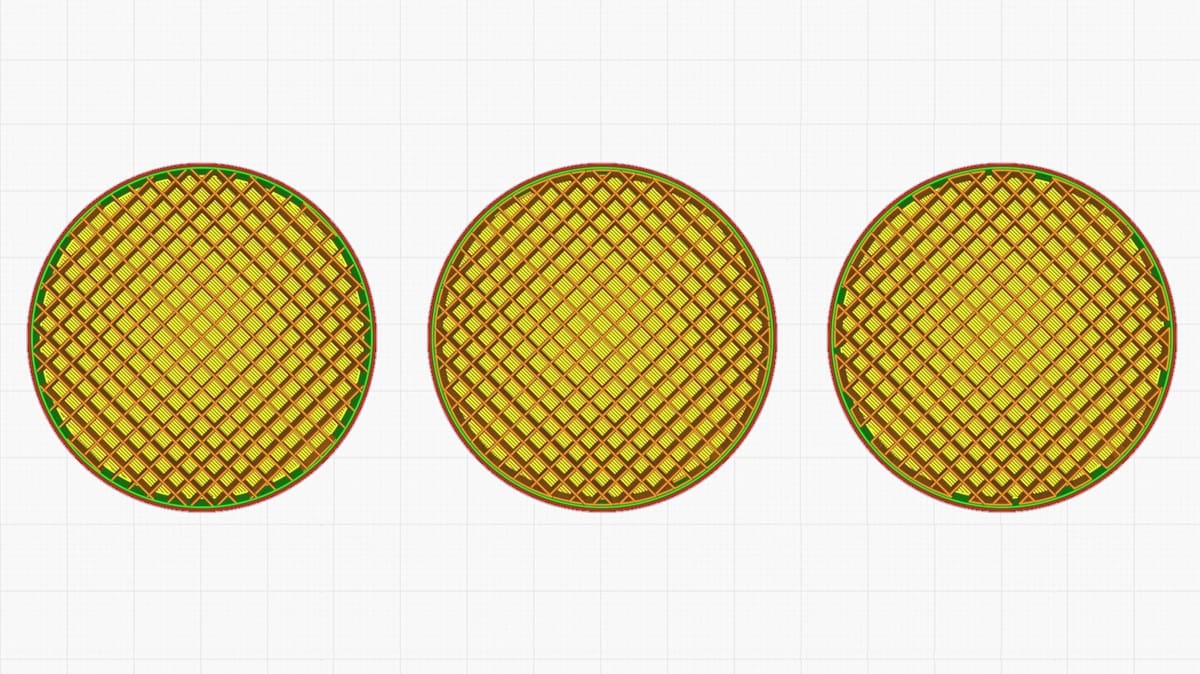
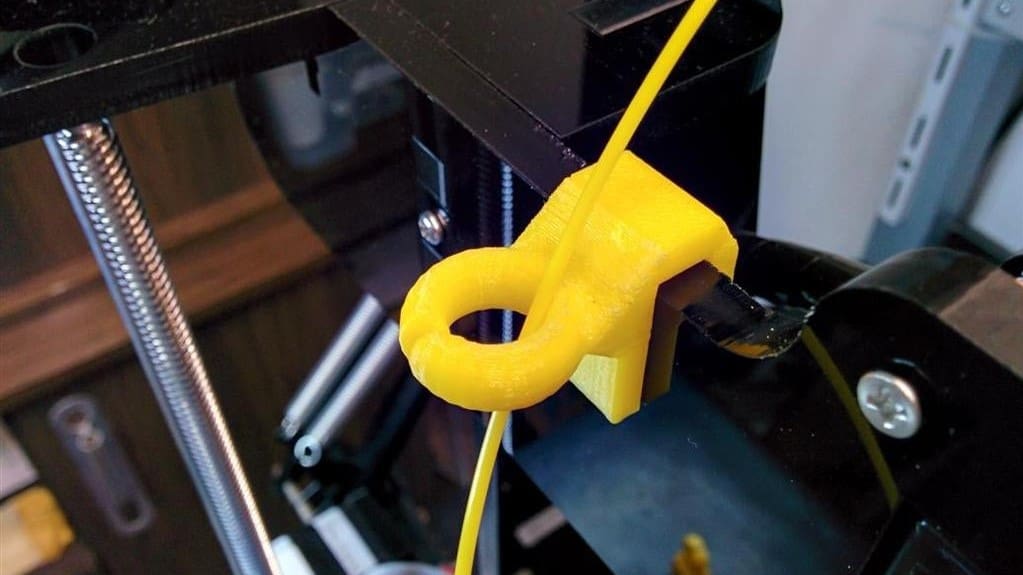
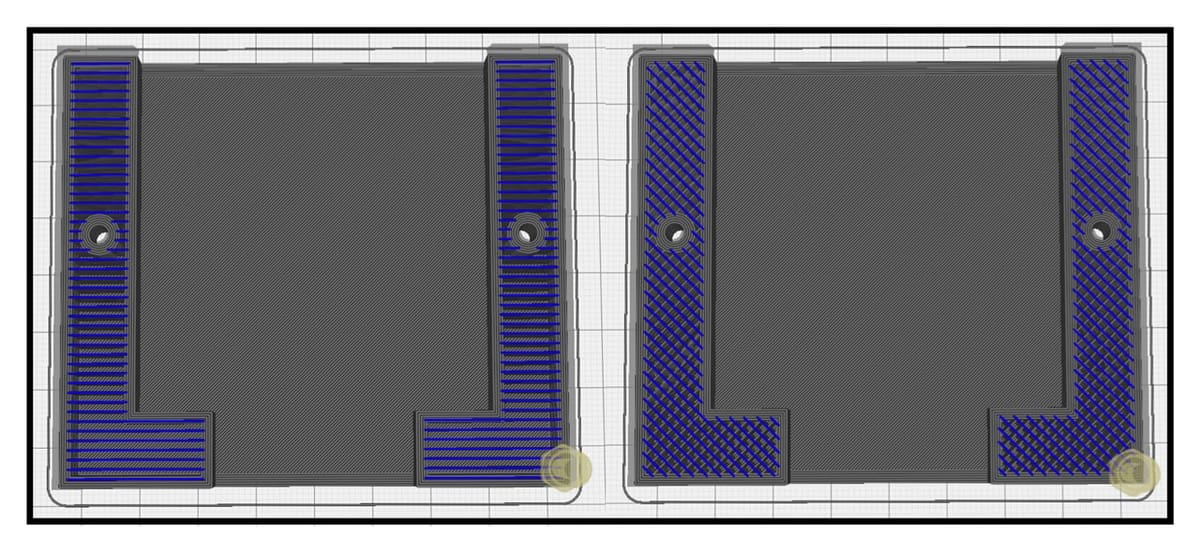
Para impressões 3D sujeitas a baixos níveis de tensão, como o guia de filamento acima, um padrão de preenchimento de força média pode ser utilizado. Padrões de preenchimento como Grade, Triângulos ou Tri-Hexágono também são apropriados. Note, no entanto, que esses padrões podem aumentar o tempo de impressão em até 25% em comparação com o padrão Linhas.
- Grade: um padrão 2D autoexplicativo, sendo sua principal vantagem a velocidade de impressão por ser o menos complexo dos três.
- Triângulos: uma malha 2D feita de triângulos, esse padrão possui uma vantagem inerente em resistência mecânica quando uma carga é aplicada perpendicularmente à face do objeto. Ele também é adequado para peças com detalhes finos e retangulares, que podem apresentar poucas conexões entre as paredes.
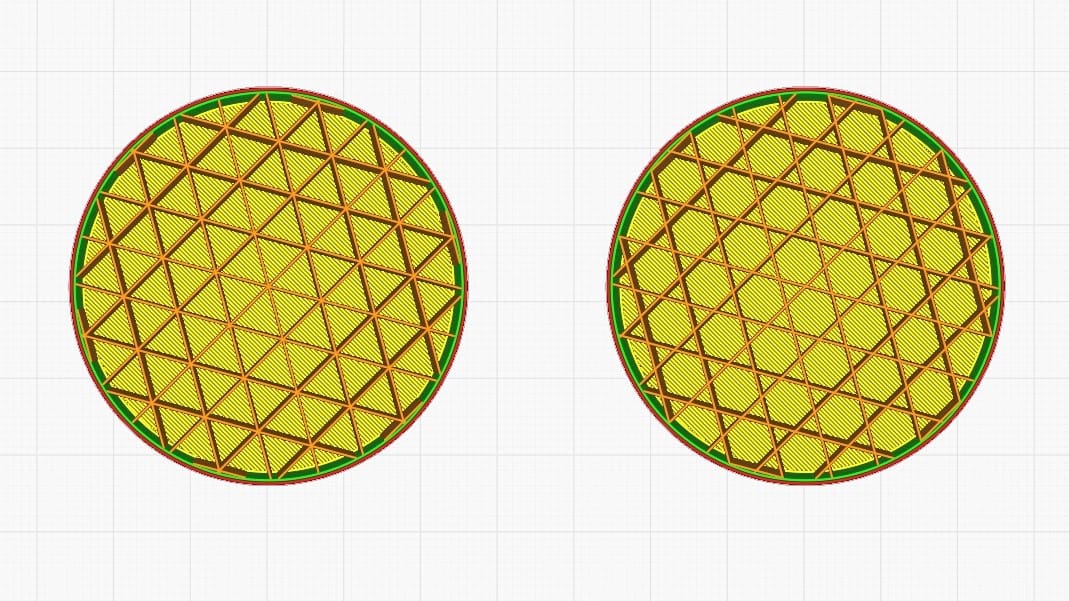
- Tri-Hexágono: este padrão 2D produz hexágonos intercalados com triângulos. Uma vantagem está no fato de hexágonos terem um formato eficiente, o que o torna um padrão de preenchimento forte com relação à quantidade de material. No mais, o preenchimento Tri-Hexágono tem linhas mais curtas para conectar cada lado, o que gera menos problemas de curvatura por falta de resfriamento na impressão.
Impressões 3D funcionais

Densidade típica do preenchimento: >50%
Impressões 3D funcionais, como o suporte de prateleira acima, exigem alta resistência mecânica em diversas direções. Fortes candidatos para padrões de preenchimento incluem o Cúbico, Subdivisão Cúbica, Quarto Cúbico, Octeto e Giróide.
- Cúbico: trata-se de um padrão 3D de cubos empilhados e inclinados.
- Subdivisão Cúbica: uma variação do padrão Cúbico, mas que usa menos material.
- Octeto: também conhecido como preenchimento tetraédrico, esse padrão empilha formas de pirâmide.
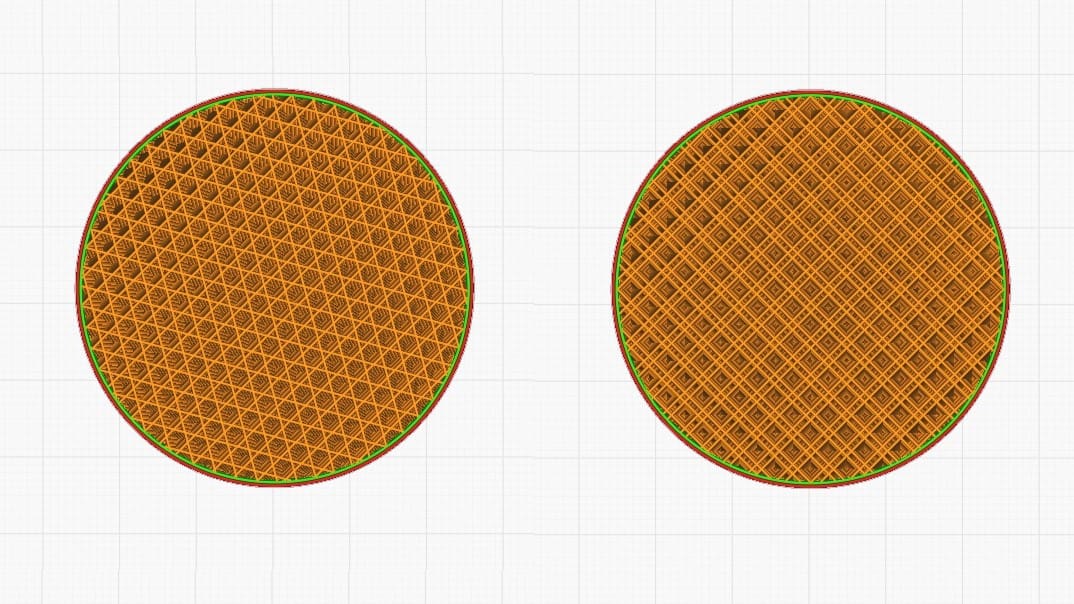
- Quarto Cúbico: esse padrão 3D é parecido com o Octeto, mas metade das formas da pirâmide são deslocadas em relação à outra metade.
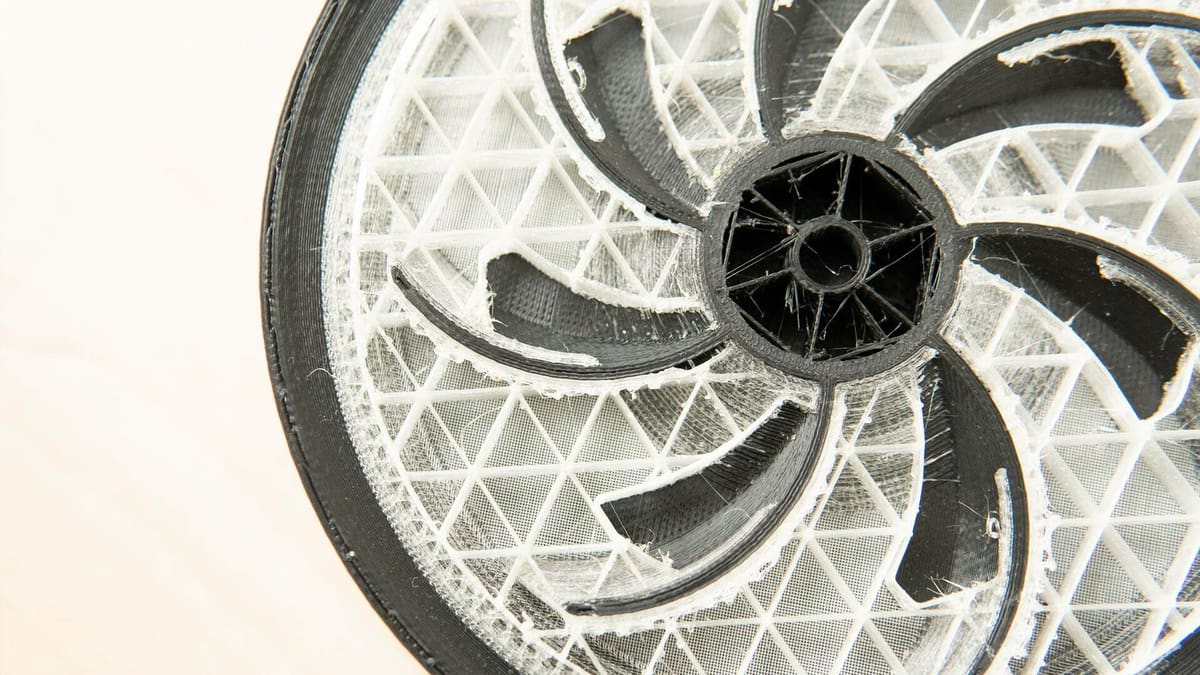
- Giróide: um padrão 3D particularmente único, que dá a impressão de ondas. Isso gera uma impressão igualmente forte em diversas direções. Logo, esse padrão de preenchimento seria uma ótima escolha para peças sujeitas a cargas de várias maneiras.
Os padrões acima são muitas vezes utilizados com baixas densidades de preenchimento dado seu apelo estético. Alguns makers adoram esse efeito, como visto neste vaso giróide.

Impressões 3D flexíveis

Densidade tópica do preenchimento: 0-100% (dependendo do quão elástica você deseja que sua impressão seja)
Filamentos flexíveis devem ser usados com padrões de preenchimento flexíveis para preservar a natureza flexível da impressão. Padrões de preenchimento como o Concêntrico, Cruzado, e Cruzado 3D funcionam melhor para esse tipo de impressão.
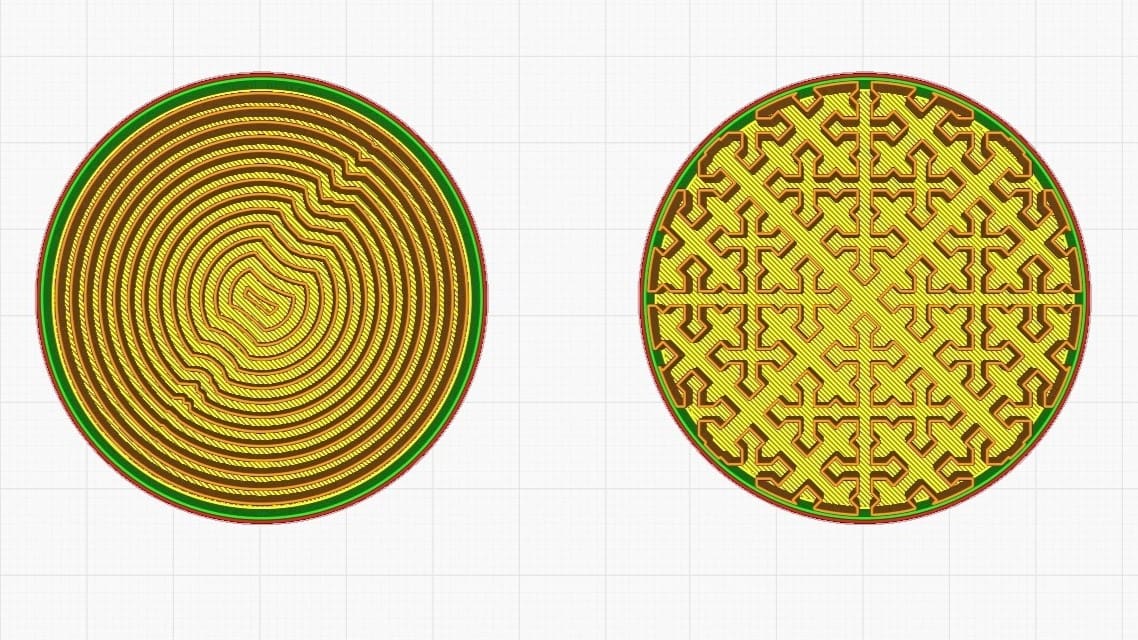
- Concêntrico: esse padrão 2D produz “ondas” pelo interior da impressão, imitando o formato das paredes externas. Isso lembra a uma pedra jogada na água que gera ondulações circulares concêntricas na sua superfície.
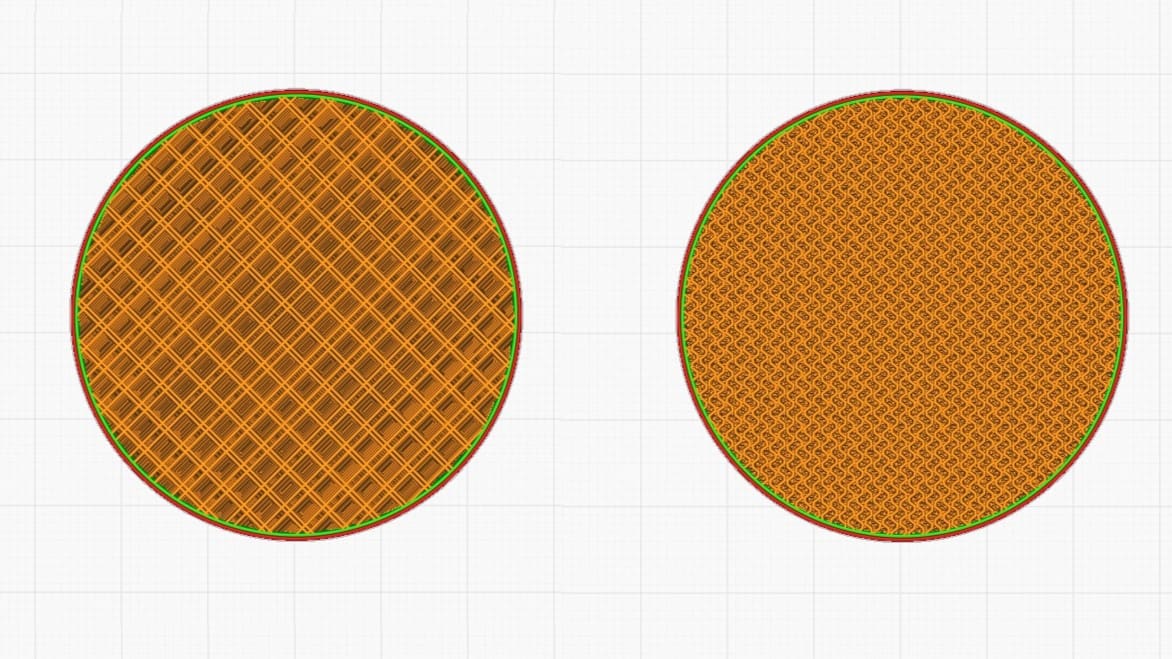
- Cruzado: outro padrão 2D, o Cruzado produz grades que parecem ser cruzes bem extravagantes. Os espaços entre as cruzes permitem a dobra e torção das peças.
- Cruzado 3D: esse padrão 3D é semelhante ao Cruzado, mas à medida que a impressão cresce, as linhas se movem em inclinações. O resultado final é um objeto com uma rigidez um pouco maior.
Dicas e truques
A escolha do padrão de preenchimento é importante, mas há mais do que isso. Aqui estão alguns detalhes a serem considerados na próxima vez que você estiver ajustando as configurações de impressão no Cura.
Direções de filetes de preenchimento
Uma configuração de preenchimento geralmente ignorada é a chamada Direções de Filetes de Preenchimento. Ela é definida em 45° por padrão para que os motores X e Y trabalhem juntos para imprimir o preenchimento na velocidade máxima. Entretanto, pode ser vantajoso orientar o preenchimento em ângulos diferentes para fornecer máxima resistência mecânica ou flexibilidade à peça, especialmente se as paredes estiverem alinhadas diagonalmente.
Gradiente de preenchimento vs. Passos graduais de preenchimento
Quando se trata de preenchimento, geralmente pensamos nele como sendo uniforme em todo o interior de uma peça. Entretanto, isso não precisa ser assim.
Ao utilizar um gradiente de preenchimento, você pode configurar a impressão para aumentar a densidade de preenchimento em direção aos perímetros. De modo geral, isso deve aumentar a resistência mecânica e rigidez efetivas de uma peça ao mesmo tempo que utiliza menos material. Essa configuração não é nativa do Cura, mas pode ser feita com relativa facilidade através de um script Python.
O gradiente de preenchimento não deve ser confundido com o passos graduais de preenchimento (gradual infill steps), que faz algo semelhante para o eixo Z ao invés vez dos eixos X e Y. Em outras palavras, essa configuração produz um preenchimento mais denso próximo à parte superior da impressão quando comparado com a parte inferior. Isso pode economizar material e tempo enquanto fornece uma maior resistência mecânica para uma extremidade que requer rigidez.
Preenchimentos personalizados em mosaicos
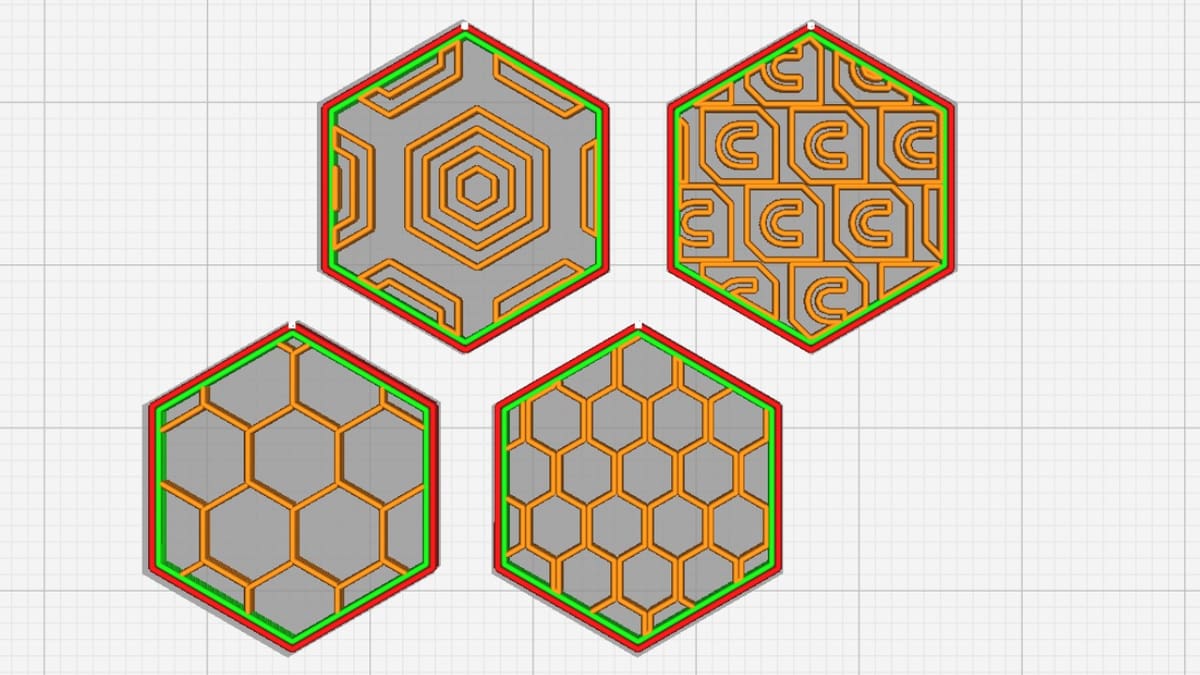
Os que sentem falta do preenchimento Honeycomb, muito popular em outros fatiadores como o PrusaSlicer, não precisam se preocupar mais, já o Cura melhorou seus recursos de plug-ins na versão 5.5. Essa atualização permite o uso de um plug-in para criação de padrões de preenchimento personalizados.
Os usuários têm a opção de adicionar seus próprios padrões de preenchimento customizados diretamente no menu suspenso “Padrão de preenchimento”. Observe que os padrões devem estar no formato *.wtk e serão colocados em mosaico, portanto, você ainda não tem total liberdade de projeto. De qualquer forma, ele é ótimo para criar preenchimentos estéticos, como de saboneteira, como a maker chamada “3d prints, and leaves” mostra. Você pode encontrar mais informações na documentação do GitHub.
Múltiplas densidades de preenchimento
Desde que a quarta versão do Cura foi lançada, existe a possibilidade de se definir densidades de preenchimento “por modelo”. Isso é vantajoso pois permite que alguns truques de design sejam feitos, como o uso de diversas densidades e padrões de preenchimento em uma mesma impressão como visto no vídeo abaixo. Embora possa não haver um grande número de casos de uso para esse tipo de configuração de preenchimento plana, nós pensamos haver algumas boas possibilidades interessantes.
Com a capacidade de definir configurações personalizadas para cada modelo importado e a capacidade do Cura de mesclá-los perfeitamente, parece possível fornecer suporte especializado em áreas específicas, embora isso certamente seja muito trabalho para ser feito manualmente.
Superfície (Superior/Inferior)
A superfície refere-se à camada superior e inferior. Ela pode afetar não só a quantidade de material e o tempo de impressão necessários, mas também a resistência e o peso dos modelos. Como está relacionado com o preenchimento, um ajuste que pode ser mudado é a “Porcentagem de Sobreposição do Contorno”, que controla quanto as paredes se sobrepõem com o preenchimento interno. Quanto maior for essa porcentagem, mais o preenchimento estará mais preso à parede externa e menos frágil será o modelo.
Se você quiser seguir pelo caminho de reduzir camadas, você pode mexer no ajuste “Largura de Remoção de Contorno”. O valor que você introduzir será removido das camadas superior e inferior. Isso pode ser visto, por exemplo, em designs mais finos ou menores ou em detalhes nos quais a robustez não é uma necessidade.
Impressões rápidas
Existem algumas maneiras de reduzir os tempos de impressão ajustando suas configurações de preenchimento. Por exemplo, as linhas de preenchimento são impressas tipicamente em um ângulo de 45 graus, o que permite que os motores em X e Y atinjam a velocidade máxima. A altura de camada do preenchimento também pode influenciar a velocidade. Você pode ajustar essa configuração para uma altura de camada mais grossa e reduzir o tempo de impressão.
Você também pode testar os diferentes padrões de preenchimento para reduzir o tempo de impressão. Geralmente, o padrão de Relâmpago propicia as impressões mais rápidas. Se sua impressão não exigir estabilidade mecânica, você pode usar esse preenchimento para ter velocidades 25% maiores. O Concêntrico, Grade e Triângulos também são padrões relativamente simples que devem resultar em impressões mais rápidas.
Licença: O texto "Cura & Infill patterns: os melhores tipos de preenchimento", da All3DP, é licenciado pela licença Creative Commons Atribuição 4.0 Internacional (CC BY 4.0)