Warping (3D-Druck-Problem): 4 einfache Lösungen

Wenn sich 3D-Drucke ungleichmäßig auf der Druckplatte abkühlen, kann sich das Material verziehen (warping). Hier sind vier einfache Lösungen!
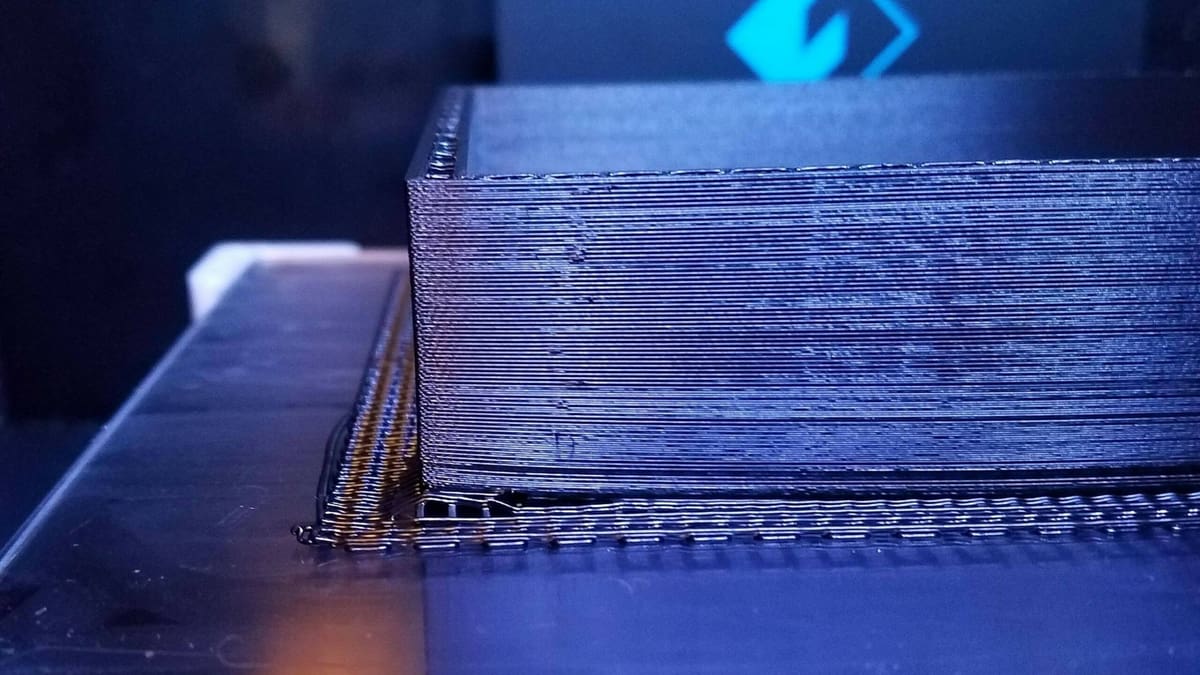
Leider tritt ein Materialverzug während des Druckens mit einem FDM-3D-Druckers auch bei den Besten unter uns gelegentlich auf. Wann immer sich ein Teil Ihres 3D-Drucks nach oben krümmt, handelt es sich Materialverzug.
Das Problem tritt auf, wenn das extrudierte Filament zu schnell abkühlt und schrumpft. Dadurch entsteht Spannung, die auf die darunterliegende Schicht wirkt. Diese wiederum wirkt auf die darunterliegende Schicht, bis hin zur ersten Schicht. Bei unzureichender Haftung auf dem Druckbett hebt sich die erste Schicht vom Druckbett ab, was zu Verformungen führt. Dieses Problem tritt daher verstärkt bei Kunststoffen auf, die für höhere Temperaturen ausgelegt sind und zur Schrumpfung neigen, wenn die Temperatur in der Kammer zu niedrig ist. Selbst wenn keine Verformung zu beobachten ist, verursacht dies dennoch Spannungen innerhalb des Teils (und zwischen den Schichten), was zu einer geringeren Zug- und Stoßfestigkeit führt.
Zum Glück gibt es aber verschiedene Methoden, mit denen Sie eine solche Verwölbung bei Ihren Drucken verhindern können. Sehen wir uns einmal einige der möglichen Lösungen an!
Warum kommt es zu Warping?

Die beim FDM-3D-Druck verwendeten Filamente sind häufig aus Thermokunststoff, einem Material also, das schmelzen (bzw. flüssig werden) und abkühlen (bzw. fest werden) kann und dabei weiterhin seine Eigenschaften beibehält.
Thermoplaste dehnen sich beim Erhitzen aus und schrumpfen beim Abkühlen, wobei sie wieder in einen festen Zustand übergehen. Diese Umwandlung verursacht Bewegungen in extrudierten Kunststoffen, was die Ursache für Warping beim 3D-Druck ist: Heißere Schichten ziehen an kühleren Schichten, wenn diese abkühlen und sich zusammenziehen. Wenn die früheren Schichten eines gedruckten Objekts schneller abkühlen und somit schrumpfen, als die neuen geschmolzenen Schichten mithalten können, verliert das Objekt seinen Halt auf der Baufläche und wellt sich.
Und um das Ganze noch zu verschlimmern, kann dieses Problem auch ganz plötzlich auftreten, selbst wenn schon ein großer Teil des 3D-Drucks erledigt ist.
Somit ist dann ein ansonsten perfektes Modell ruiniert! Wenn wir die Temperatur des 3D-gedruckten Modells jederzeit gleichhalten könnten, würde sich nicht einmal eine winzig kleine Ecke des Modells wölben. Dieses Ideal ist aber leider lediglich Wunschdenken.Was wir allerdings tun können, ist zu versuchen, die Temperatur des 3D-gedruckten Modells so gleichmäßig wie möglich zu belassen. Und wir können außerdem alles daran setzen, das Modell davon zu überzeugen, sich an der Druckplatte festzuhalten, als ginge es um Leben und Tod!
Ein seltenes Problem: Druckbett- Warping
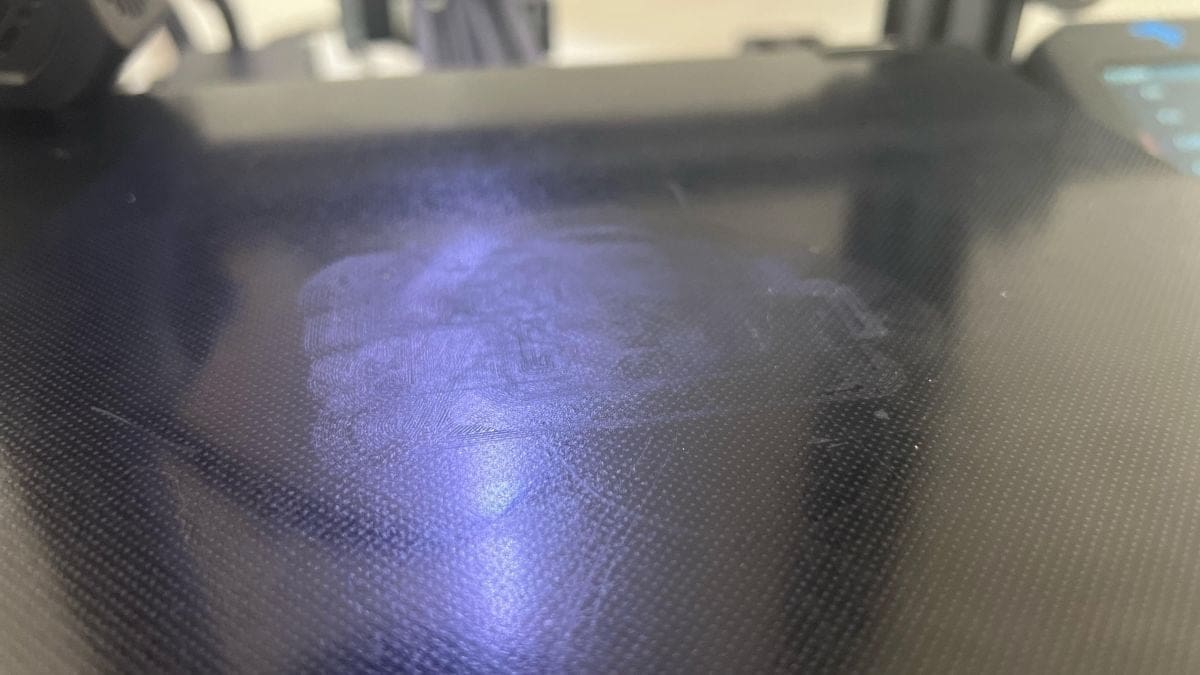
Manche Hobbyisten berichten, dass sich das Druckbett zusammen mit dem Druck verzogen hat. Dieses Problem tritt vor allem bei größeren Drucken (mit breiten Grundschichten) auf Federstahloberflächen auf. Der große Druck entwickelt höhere Verformungskräfte, und die Haftung auf dem Bett ist stärker als die magnetische Anziehungskraft der Bauplatte (aufgrund der großen Fläche der ersten Schicht). Daher verformt sich die flexible Bauplatte – obwohl sie gut am Druck haftet – vom Magneten weg. Wenn dieses Problem auftritt, benötigen Sie eine höhere Kammertemperatur, um Schrumpfung und innere Spannungen zu verringern.
Regulieren Sie die Temperatur

Die Temperatur, nicht nur die des Filaments, sondern auch die des Betts und der Umgebungsluft, ist vermutlich der wichtigste Faktor, wenn man einen Materialverzug vermeiden möchte. Hier sind ein paar Tipps, mit denen Sie die optimalen Temperaturbedingungen schaffen können:
- Verwenden Sie ein beheizbares Druckbett: Eine beheizbare Bauplatte hilft bei der Haftung des Druckbettes und hält die erste (oder die ersten) Schicht(en) in einem halbfesten Zustand. In der Regel gibt der Hersteller des Filaments die idealen Druckbetttemperaturen für jedes Filament an. Wenn Sie Warping bemerken, sollten Sie versuchen, die Temperatur des beheizbaren Druckbetts zu erhöhen, um eine bessere Haftung der ersten Schicht zu erreichen. Wenn Sie jedoch die Empfehlungen des Herstellers oder für das Material um mehr als 15 °C überschreiten, liegt das Problem wahrscheinlich nicht an Ihnen.
- Verwenden Sie eine beheizbare, geschlossene Druckkammer: Eine beheizbare Druckkammer trägt dazu bei, während des gesamten Druckvorgangs eine hohe, konstante Umgebungstemperatur aufrechtzuerhalten, wodurch plötzliche Abkühlung und Schrumpfung vermieden und innere Spannungen sowie Verformungen verringert werden. Dies ist besonders wichtig für technisch ansprichsvollere Filamente, da dadurch auch die mechanischen Eigenschaften der Drucke verbessert werden. Wenn Ihr Drucke über kein Gehäuse verfügt, informieren Sie sich darüber, wie Sie selbst ein Gehäuse bauen können.
- Achten Sie bei Materialien wie PLA oder PETG (die für gewöhnlich ohne Gehäuse gedruckt werden) darauf, dass die Temperatur in der Kammer relativ niedrig ist, um ein Aufheizen der Düse zu vermeiden (was zu Verstopfungen führen kann, insbesondere wenn bei langsamen Druckvorgängen). Bei PLA sollte die Kammertemperatur in der Regel 35 °C nicht überschreiten, bei PETG 45 °C.
- Wenn Sie keine geschlossene Konfiguration wünschen, regulieren Sie die Raumtemperatur, indem Sie Fenster und Türen geschlossen halten, damit keine kalte Luft den 3D-Druck beeinträchtigt.
- Passen Sie die Abkühlung an. Dies kann sich als knifflig herausstellen, da Sie das Filament ja für ein besseres Bridging und weniger Fadenbildung (Stringing) weiterhin abkühlen müssen. Außerdem muss das geschmolzene Filament eine präzise Geometrie einhalten.

Verwende Klebstoffe

Wie bereits erwähnt kann es bereits genügen, die Haftkraft der untersten Schicht zu erhöhen, um das Druckbett davon abzuhalten, sich an den Ecken zu verbiegen. Dies geschieht üblicherweise, indem Sie das Druckbett vor dem Drucken mit einem Klebstoff beschichten.
Wie bei jedem Klebstoff gilt aber auch hier, dass Sie ihn zunächst mit einem kleinen Druck testen sollen, um sicherzustellen, dass er nicht zu gut funktioniert. Sie wollen ja schließlich vermeiden, dass er so gut klebt, dass Sie beim Entfernen Ihren Druck (oder sogar Ihr Druckbett) beschädigen!
- Verwenden Sie Haarspray. Damit erzeugen Sie ausreichend Halt für die meisten Filamentarten. Sie können aber auch ein spezielles Druckbettspray wie 3DLac verwenden.
- Verwenden Sie einen PVA-Klebestift. Ein guter alter Klebestift ist eine weitere beliebte Option. Es gibt auch speziell für die Haftung auf Druckbetten entwickelte Produkte, wie zum Beispiel von Magigoo. Mit diesem Klebstoff bleiben PLA und andere Filamente an der Druckplatte haften. Egal, wofür Sie sich entscheiden, Sie sollten nur eine dünne, gleichmäßige Lage direkt auf der Druckplatte auftragen.

Passen Sie Ihre Slicer-Einstellungen an
Einige Slicer-Einstellungen können dabei helfen, Warping vorzubeugen und den Druck auf dem Druckbett zu fixieren:
- Druckgeschwindigkeit reduzieren: Sie werden überrascht sein, wie schnell sich hartnäckige Druckprobleme wie Warping und Curling durch eine Reduzierung der Druckgeschwindigkeit beheben lassen. Dies gilt insbesondere für die erste Schicht, die deutlich langsamer gedruckt werden sollte als die folgenden Schichten, um eine gute Haftung auf der Bauplatte zu gewährleisten.
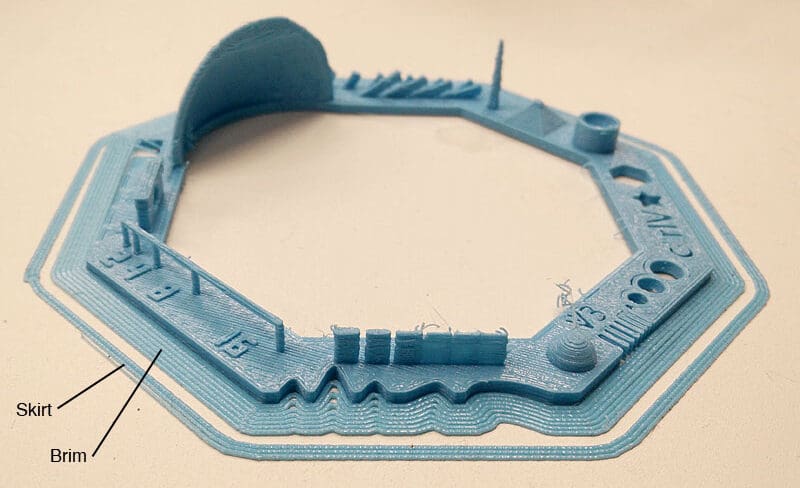
- Fügen Sie in Ihrem Slicer eine Krempe oder einen Rock hinzu: Ein Rock (Skirt) ist ein von der Kante des Teils abgesetzter Rand, während eine Krempe (Brim) eine oder mehrere zusätzliche Schichten von Umrissen ist, die an der Kante der Basis angebracht sind. Dadurch erhält Ihr Modell eine breitere Basis, was den Halt auf der Baufläche verbessert.
- Fügen Sie ein Floß hinzu: Ein Floß (Raft) ist eine Struktur, die die Basis Ihres 3D-Druckmodells vergrößert, ähnlich wie eine Krempe. Sie setzt sich jedoch auch unterhalb der gesamten Basis des Teils fort. Dies sorgt für einen besseren Halt auf der Oberfläche, sollte sich aber leichter vom Modell lösen lassen.
- Fügen Sie Mausohren hinzu: Mausohren, auch als Brim-Ohren bekannt, sind kleine Scheiben, die ein paar Schichten hoch sind und unter Ihrem Modell gedruckt werden, um die Haftung an den Ecken zu verbessern. Platzieren Sie die Scheiben so auf der Bauplatte in Ihrem Slicer, dass sie die Ecken des Modells gerade so berühren. Nach Abschluss des Druckvorgangs lassen sie sich ganz einfach vom Modell entfernen. Sie können entweder fertige Mausohren von tugeagon auf Thingiverse herunterladen oder mit einer CAD-Software Ihre eigenen zeichnen, oder Sie können mit Slicern – wie Orca Slicer – arbeiten, die diese Funktion bereits enthalten. Bei Programmen wie PrusaSlicer können Sie einlagige Zylindermodifikatoren an den Ecken Ihres Teils hinzufügen, die als Mausohren dienen.
Halten Sie Ihr Druckbett sauber
Zu guter Letzt könnte das Problem auch an etwas ganz Einfachem liegen: Kleine Fett- oder Staubpartikel auf Ihrer Bauplatte können zu einer schlechteren Haftung auf dem Druckbett und damit zu Warping führen. Diese Fremdkörper können von Ihren Händen stammen, wenn Sie die Bauplatte berühren, beispielsweise nachdem Sie den vorherigen Druck entfernt haben! Oder wenn Sie Klebstoff oder andere Klebemittel, sogar Klebeband, verwendet haben, können unerwünschte Rückstände zurückbleiben, die den nächsten Druck beeinträchtigen.
Vor jedem Druck sollten Sie Ihr Druckbett gründlich mit Wasser und Seife reinigen, um sicherzustellen, dass es sauber ist und eine starke Haftung der ersten Schicht gewährleistet ist – und achten Sie darauf, die Druckoberfläche danach nicht mehr zu berühren. Wenn Ihnen das zu umständlich ist, können Sie die Bauplatte auch mit Isopropylalkohol (IPA) abwischen, was für eine schnelle Zwischenreinigung sehr effektiv ist. Achten Sie jedoch je nach Material der Bauplatte auf die Verträglichkeit, um Beschädigungen zu vermeiden.

Lizenz: Der Text von "Warping (3D-Druck-Problem): 4 einfache Lösungen" von All3DP unterliegt der Creative Commons Attribution 4.0 International License.