
Tape, Brims, and Heat: The Secret to Perfect Polypropylene Prints

Master Polypropylene 3D printing. Stop warping, fix bed adhesion, and learn the secrets to printing parts with exceptional fatigue resistance.
Looking for a material that is durable, chemically resistant, and can flex thousands of times without snapping? That’s the power of printing with polypropylene (PP), the world’s favorite “tough” plastic.
You’ll find PP all around you, in everything from automotive parts to water bottle caps because it’s cheap, widely available, and has outstanding material properties. As a 3D printing material, however, it’s pricer than PLA, PETG, and ASA, starting at around $50 per kilo in filament form, so you should be sure you need it.
Professionals often turn to PP in powder form using MultiJet Fusion or SLS 3D printing for its sought-after properties for use in orthotics, auto parts, and housings for electronics.

Here though, we’re going to focus on PP as a filament in FDM and pellet 3D printing where it’s often the material of choice for applications like these:
The excellent mechanical properties of PP come with the downside of being somewhat challenging to print with, namely its unmerciful warping and challenging bed adhesion. However, the landscape is changing and printing with polypropylene is slowly catching up with traditional manufacturing industries. Whether you are prototyping functional parts for mass production or building lightweight, fatigue resistant gear, polypropylene is now more accessible than ever.
In this guide, we’ll move past the frustration. From understanding why the “packing tape trick” works over other tape hacks, to learning when to tweak the bed temperature for better adhesion, here is how to finally master PP 3D printing and unlock its exceptional potential.
First let’s take a look at the polymer itself, then dive into how and why to 3D print with it, and end up with some services specializing in 3D printing polypropylene.
You May Also Like:



The Polypropylene You Know

Material Properties
Polypropylene has become a popular choice for parts because of its low cost and many favorable chemical properties with the most important ones listed below.
- Strength: Polypropylene is known for its excellent strength-to-weight ratio, making it a strong yet lightweight material. It has good tensile strength, impact resistance, and flexural strength, which will all depend on the specific material you use, the part you print, and your printing technology.
- Water resistance: Polypropylene is highly impermeable. This property is essential for total immersion applications in medical and industrial products, as well as fishtanks and pools.
- High melting point: Compared to other plastics in the market, polypropylene’s high melting point (~165 °C) makes it an excellent option for anywhere high temperatures are required. Note though that it is not very UV-resistant so not ideal for outdoors. It has a typical heat deflection temperature of around 85°C – 110°C.
- Chemical resistance: The chemical and solvent resistance of semi-crystalline polymers is usually much better than that of competing amorphous materials since their densely packed crystalline structures protect them against dissolution.

- Biological resistance: It does not mold or deteriorate by biological factors, such as bacteria or fungi (in the short term).
- Insulation: Given its high resistance to electricity it is commonly used in electronic components.
- Non-toxicity: According to the Food and Drug Administration, polypropylene is generally considered safe for food and human contact and does not include the controversial additive Bisphenol A (BPA). (However, depending on the mixture used, current research suggests that endocrine-disrupting chemicals found in the plastic could still be at risk of leaching into foods and drinks under certain conditions.)
- Recyclability: In theory, polypropylene is both chemically and mechanically recyclable. There are several options of recycled polypropylene available for 3D printing.
- Fatigue resistance: This property is the reason why your shampoo lid is made from polypropylene. It retains its shape after being bent or subjected to torsion. This makes it suitable for living hinges which are usually not achievable with more familiar 3D printing materials like PLA, ABS, or nylon.
As good as all of this sounds, the chemical composition of polypropylene also has a number of drawbacks.
The downside of polypropylene:
- Made from fossil fuels: Polypropylene is derived from fossil fuels, specifically from the polymerization of propylene, a byproduct of oil and natural gas refining.
- High flammability: This material can burn easily, but there are grades that are more flame-resistant.
- UV degradation: It’s prone to sunlight damage, degrading the polymer bonds holding it together. Therefore, in its pure form, it is not an ideal choice for long-term outdoor light exposure, yet this can be improved with pigments and other additives.
- Poor bonding properties: This makes it challenging to paint and affects its compatibility with certain glues.
- Susceptibility to oxidation. Polypropylene is susceptible to thermo-oxidative degradation, but most commercial PP (including most 3D printing filaments) typically contains stabilizers that alleviate this issue.
Polypropylene 3D Printers
Although we’re focusing primarily on FDM, if you’re looking for higher volume parts, ones with similar mechanical properties to injection molding, or a smoother surface finish, you can also turn to selective laser sintering (SLS), Multi Jet Fusion (MJF), or Selective Absorption Fusion (SAF) from Stratasys, which are all powder-based technologies and available via 3D printing services if you’re not in the market to own your own industrial 3D printer.
When it comes to FDM, you’d use filament or pellets. In fact, almost any desktop fused deposition modeling (FDM) machine can 3D print with polypropylene filament as long as the nozzle can reach around 265 °C – 275 °C, you can heat the bed to between 80 °C – 100 °C, and you can control the fan speed. The print bed is also important and some manufacturers offer specialized polypropylene print plates to increase the chances of printing success.
To Print PP Your FDM Needs:
- Nozzle temp to 265 °C – 275 °C
- Heated bed temp between 80 °C – 100 °C
- Polypropylene print plate or specialized tape/glue
- Enclosure recommended
Industrial FDM machines (MiniFactory, Roboze, Apium, Aon3D, Stratasys, etc.) also process polypropylene as either a filament or pellets. These machines offer more control of the print parameters and established print profiles for polypropylene. Some industrial FDM 3D printer makers also offer their own polypropylene material tuned to their machines.
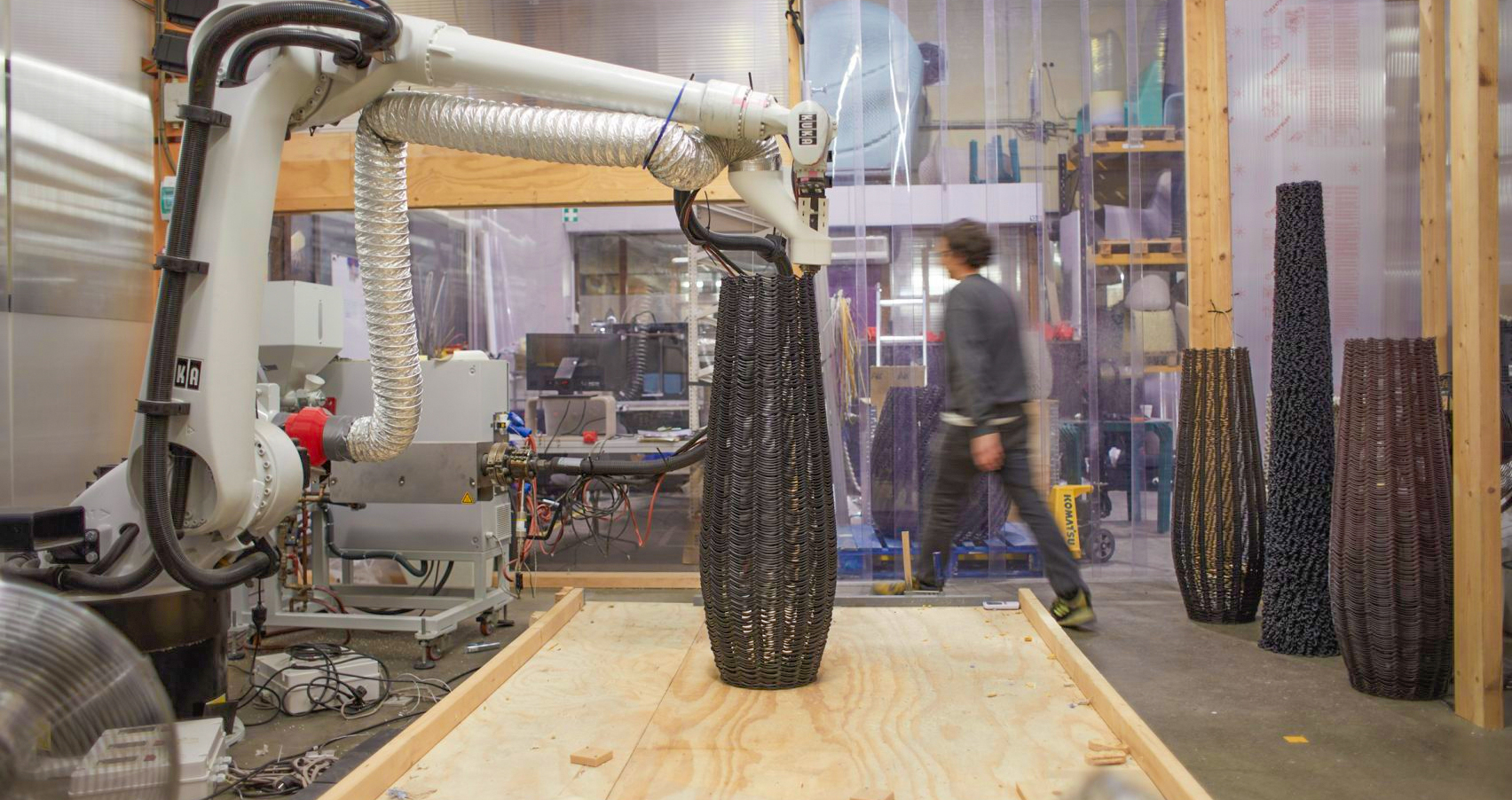
Large-scale robotic arm 3D printers that use material in pellet form can often 3D print with polypropylene shreds made from post-consumer waste.
How to 3D Print with Polypropylene

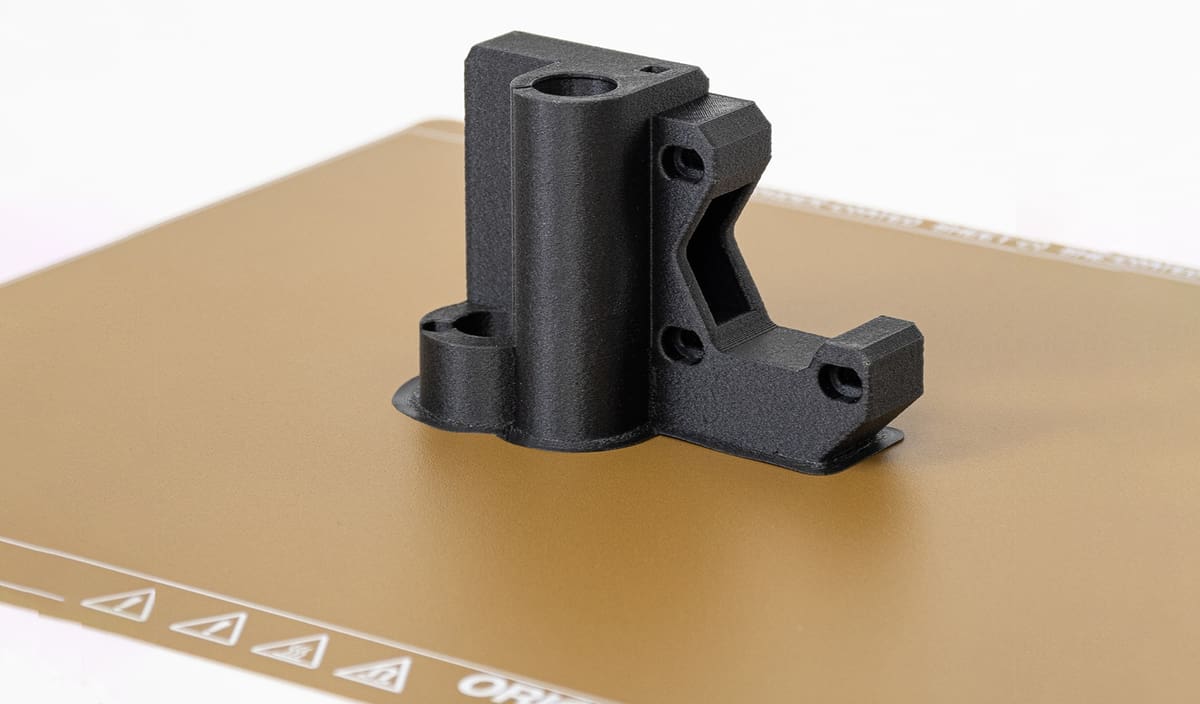
Merging the versatility of FDM 3D printing with polypropylene’s material characteristics is ideal for a wide range of products, such as orthopedic devices, auto parts, and sports equipment.

PP filament is widely available in a range of formulations, but the opportunity to 3D print with PP in pellet form is gaining traction as a far more economical alternative for larger projects. In most cases, you can 3D print with the same PP pellets used in the injection molding industry with a pellet 3D printer.
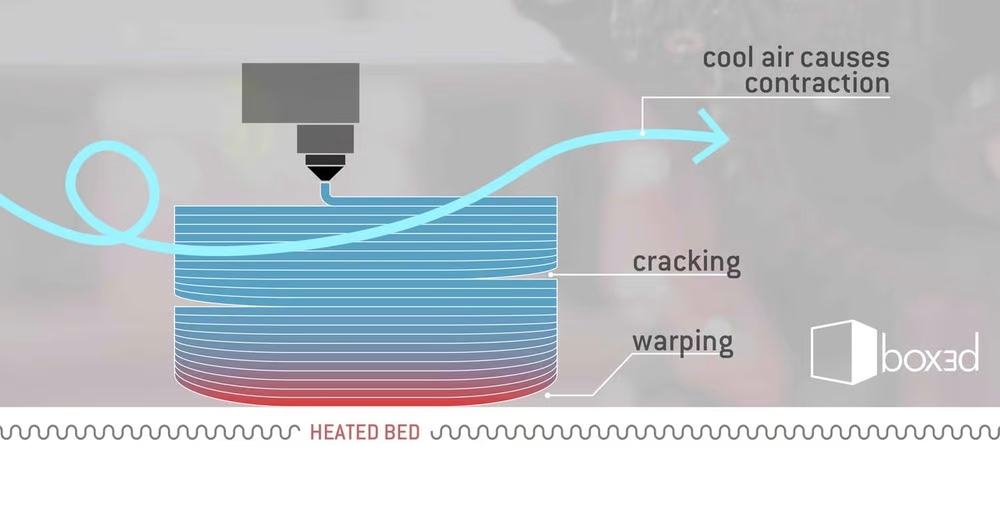
Whether filament or pellets, the semi-crystalline structure of polypropylene comes with its own challenges. High warping stresses are generated as it cools down, often peeling off any first layers that might have had the luck of sticking to your print bed. As bed adhesion and warping are our primary enemies, we’ll run through how you can address them for printing success.
Print Profile for PP
Every brand of printer differs, but good starting values are:
- Nozzle: 220 °C – 250 °C
- Bed: 90 °C – 105 °C. If adhesion is weak, increase bed temp slightly. If using bed tape, no heat may be required.
- Chamber temp: 30 °C – 50 °C
- Fan: off or very low (0–20%)
- First layer: slow and hot
Tip #1: Use Tape or Special PP Glue

Polypropylene prints adhere best to polypropylene surfaces. Printing onto a PP sheet or polypropylene packing tape can improve bed adhesion, but tape may degrade at high bed temperatures and results depend on the specific tape used (make sure it’s made of PP). If using tape, you may not need to heat your bed at all but follow the directions that come with your filament.
3D printing adhesive maker Magigoo offers a special glue for your print bed, Pro PP, specifically designed for 3D printing in polypropylene plastics.
Tip #2: Use a Large Brim
Try printing with a large brim or raft to combat polypropylene’s high warping stresses. Both methods increase the surface area of the first layers of your prints, reducing concentrated points of warping stresses and increasing the likelihood of your prints succeeding. After printing, they simply snip or peel off.
With PP, you may have to increase the brim or raft size beyond what you might typically use for other materials. Generally, the two can be used interchangeably, though you may find yourself preferring one over another.
First layer brim settings that maximize bonding:
- First layer speed: 15 – 25 mm/s
- First layer height: 0.2 – 0.3 mm
- First layer flow: 105% – 110%
- Wide brim (8–20 lines recommended)
Tip #3: Turn Up the Heat
Another way to mitigate warping is to turn up the bed temperature. This will prevent the PP from cooling down too much, thus reducing the amount of contraction. By keeping contraction down, you can reduce the warping stresses that are generated.
A good place to start is your printer or filament manufacturer’s default settings for PP, if available. Otherwise, start at 85 °C and turn up the bed temperature 5 °C at a time until you find an optimal temperature. The sweet spot should be somewhere between 85 °C and 100 °C.
Let parts cool completely before removal. PP contracts strongly during cooling so be sure to wait until bed is near room temperature. This will also help with removal and prevent damage to surfaces.
Order Polypropylene 3D Printed Parts

If you’re just getting started with polypropylene 3D printing, ordering a few parts from a third-party 3D printing service is a great way to evaluate if the material fulfills your requirements. It’s also the obvious choice if you’re not yet prepared to invest in your own 3D printers.
Services, such as Craftcloud, offer several types of materials in all the relevant technologies so you can compare. For example, upload the digital file of your factory fixture to a service provider, select one printed in polypropylene using FDM and another printed in SLS with glass-filled polypropylene, then put both to the test.
Top 3D Print Services Offering Polypropylene
The Environmental Impact of Polypropylene

As we mentioned polypropylene is made from fossil fuels, a finite resource with a tremendous impact on the environment, but that doesn’t mean you should write off the material as an unsustainable option because progress is rapid on recycled polypropylene as a 3D printing material.
Polypropylene has the resin recycling code 5 and theoretically offers good chemical and mechanical recyclability relative to other plastics, meaning products made from recycled PP have excellent mechanical qualities. Chemical or solvent-based recycling of polypropylene is known as the Dissolution / Reprecipitation Technique and yields more homogonous recyclate due to the improved capability to remove contaminants. On the downside, this technique is quite energy-intensive, resulting in higher costs and making it difficult for the recyclate to compete with the low price point of virgin material.
US-based PureCycle Technologies is a start-up company with a production facility in Ironton, Ohio, that is developing recycled PP pellets made from post-industrial recycled material, such as reclaimed consumer packaging and other discarded products traditionally destined for a landfill. Once fully operational, the company’s facility will produce 107 million pounds Ultra-Pure Recycled PP pellets that are easily colorable and 3D printable. PureCycle will be offering multiple PureFive grades to customers that include a blend of PureCycle resin and varying levels of post-industrial recycled material or virgin polypropylene.
In fact, recycled pellet materials for extrusion FDM 3D printing, typically with a robotic arm 3D printer, are far more widely available than just five years ago.
The priority, however, when it comes to using polypropylene, or any polymer for that matter, is to think before you 3D print and always keep the waste hierarchy (reduce, reuse, recycle) in mind to avoid unnecessary waste.
Lead image source: Lead image credits: HP, PPprint, Materialise, 3DFilaPrint, Fillamentum
License: The text of "Tape, Brims, and Heat: The Secret to Perfect Polypropylene Prints" by All3DP Pro is licensed under a Creative Commons Attribution 4.0 International License.