
Desktop Metal Production System: Review the Specs

Desktop Metal’s Production System is likely the fastest and most interesting industrial metal 3D printer around. Let’s review its specs and its actual price.
Boston-based startup Desktop Metal is bent on disrupting the metal 3D printing industry and manufacturing at large. As one of the industry’s highest valued ($1B+) and most publicly backed startups (GE, Aramco, BMW, Google), Desktop Metal has had dramatic success in only a short few years since its formation in 2015. Even more impressive, these achievements are buoyed by the announcement of only two 3D printers: Desktop Metal’s smaller Studio System and the industrial-sized Desktop Metal Production System.
Without the decades of product stability or sizable market shares that many of its competitors claim, Desktop Metal has earned investor confidence based largely on two factors: an all-star crew of 3D printing scientists and the superlative new technologies they’ve announced. Their roster includes Ely Sachs, who invented the paradigm-shifting “binder jetting” process in 1988, Paul Hoisington, who invented the similarly transformative “single-pass inkjet” technique for the 2D printing industry, and leading metallurgy experts Chris Schuh and Aminesh Bose. Altogether, they hold hundreds of patents and a dizzying number of PhDs and professorships—precisely the sort of dream team that can tackle making a better metal 3D printer.
Desktop Metal’s Production System industrial sized 3D printer is the culmination of that substantial expertise. It’s driven by a new printing process the startup calls Single Pass Jetting (SPJ), a faster version of the typical binder jetting process found in current powder-based ceramic and metal printers. Harnessing SPJ and other optimizations in materials and post processing, Desktop Metal claims the Production System is up to 100x faster than the most common method for metal 3D printing (SLS) and up to 20x cheaper. Despite being announced in 2017, the Production System is still commercially unavailable and the manufacturer expects to ship beta units by Q1 2019. The final price also has yet to be listed, however, the company’s early estimate was $420,000 for the printer and furnace.
If it holds, the price is competitive and slightly below average for industrial metal 3D printers, which makes Desktop Metal’s speed and efficiency claims especially appealing. Let’s take a closer look and review the specs of the Desktop Metal Production System.
Technology and Workflow
Metal 3D printers break down into two umbrella categories: ones that sinter or melt metal powder with high heat, and ones that spray “binder” onto metal powder. Binder jetting printers roll layers of metal powder across a bed, then pass over it with thousands of tiny binder-spraying inkjets, similar to what’s found in high-resolution 2D printers. The Desktop Metal Production System uses binder jetting – but instead of layering powder in one step then spraying binder in another, and doing each from a fixed left-to-right direction, SPJ combines each process in one pass and can print across the bed in both directions.
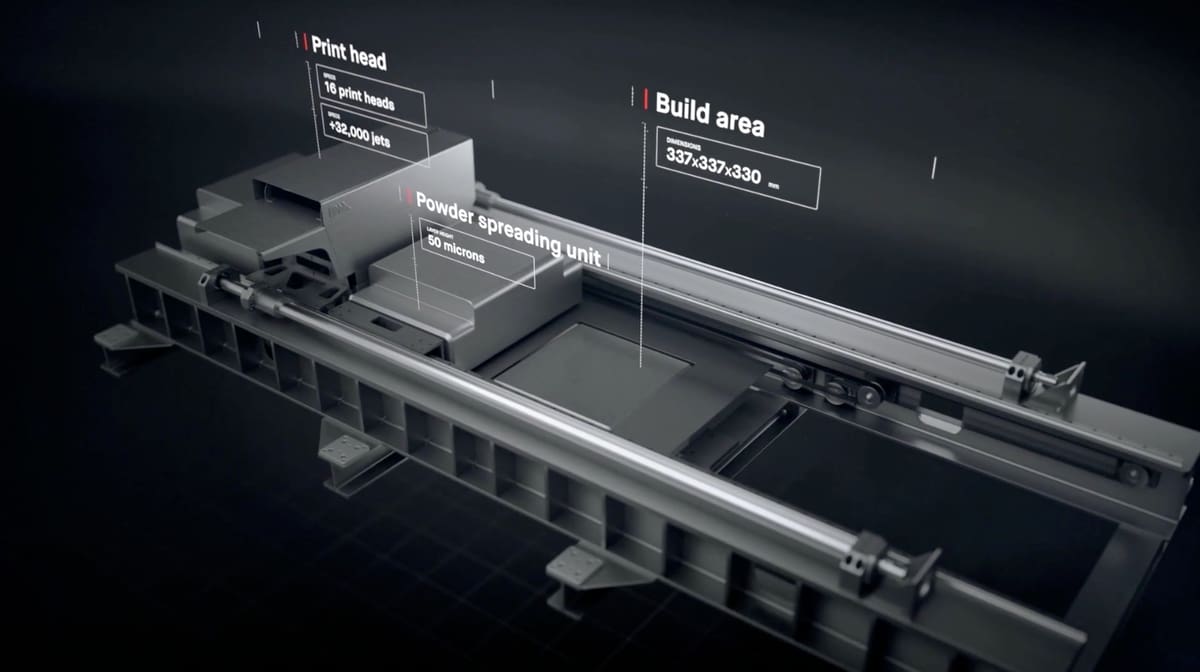
The system is symmetrical, with a single print head sandwiched between two powder spreaders that enable it to print in a sort of pendular motion across the X-axis. First, the spreaders meter out and compact metal powder into 50-micron layers. Then, a print head with two bars, one for binder and one for anti-sintering, sprays droplets at a 50×50 micron resolution on the XY plane. The anti-sintering agent creates an “interface layer” that won’t fuse during post-processing, enabling users to add breakaway supports. Overall, the consolidated and bi-directional system enables high-resolution printing at 8,200 cm3/hr, which is orders of magnitude faster than prevailing sintering methods (SLS, DMLS, SLM) and gives it a substantial edge over other binder jetting printers that have less efficient movement and processes. Desktop Metal estimates printing a full build chamber (337 x 337 x 330 mm) takes just four hours, which is strikingly fast for any industrial metal 3D printer.
After the printer finishes, the freshly bound “green” parts still have two post-processing steps to go through. First, the parts are automatically de-powdered while still on the print bed to remove any unadhered material. Desktop Metal says this removes around 90% of the loose material, but the final 10% has to be removed manually (likely with a combination of shaking, brushing, and picking) at a depowdering station. Saving unused powder is an important cost-saving measure, and the Production System can reuse a noteworthy 80% while other powder systems typically max out at 50% used powder. The build chamber is gas-sealed and can be easily removed and transported to different stations using a cart system.
Once they’re powder free, parts go through a “thermal treatment” that removes solidified binder to create a “brown part.” It’s unclear if this occurs while the parts are still in the printer after they’re moved to the furnace, or if it takes an unspecified piece of hardware. Finally, parts are placed on sintering trays and fitted into a furnace that heats them to near-melting temperatures, burning away any remaining binder and fusing the bound metal powder into fully dense, solid metal.
As far size, the DM Production System is big: just under 5m long and likely weighing more than 300kg. Considering the printer, build chamber carts, depowdering stations, and the standalone furnace, users will need some serious space to take full advantage of the device’s throughput and speed. Plus, the Production System calls for 480V 3-phase power, which is the sort of juice larger workshop and lab devices require.
For an overview of the metal 3D printing industry, visit our 2018 Metal 3D Printer Guide: 2018 Metal 3D Printer Guide – All About Metal 3D Printing
Software and Materials
The Production System uses Desktop Metal’s custom software Fabricate. In addition to the typical “slicer” features that convert models into printable files (like support and infill generation, present material profiles, etc.), Fabricate adds toggles that simplify user input for the most common tradeoffs in 3D print preparation: surface quality, print time, and material usage. This is an impressive step for any technology hoping to break through from esoteric prototyping into high ease-of-use manufacturing. Instead of manually testing a dozen different orientations, print speeds, and other slicer minutiae, users can make decisions based on their priorities and let the software take care of the finer tuning.
For materials, the Production System uses the powderized metals made for prevailing metal injection molding (MIM) techniques. Because MIM materials are common, and support an already mature injection molding supply chain, they offer a broader range of material properties at a much lower cost the than powders formulated specifically for metal 3D printing. The company’s smaller Studio System launched with 6 supported materials and 30 more in development—so we’re likely to see a similar set of steels and exotic alloys to roll out with the Production System. The startup’s choice to use an industry standard format of metal powder, instead of creating their own, is a clever case of future-proofing that will make it easy to offer new materials by removing one of the biggest barriers to development.
Desktop Metal’s Production System maximizes the efficiencies that binder jetting has over sintering methods, and it adds substantial speed over other binder jetting devices with its novel SPJ technique. If the manufacturer’s production speed claims are proven over the course of beta and commercial releases, the Production System will have earned its title as the fastest, most disruptive metal 3D printer available.
Desktop Metal Production System Tech Specs

These are the current technical specifications (October 2018) of the Desktop Metal Production System:
- Print Engine: Binder Jetting, Single Pass Jetting (SPJ)
- Build Volume: 337 x 337 x 330 mm (13.3 x 13.3 x 13.0 in)
- Print System: SPJ, 2 powder spreaders and 1 print head
- Print Head: 1 binder bar with 16,000+ nozzles, 1 anti-sintering bar with 16,000+ nozzles
- Resolution: 50 micron voxels
- Print Speed: 8,200 cm3/hr
- Connectivity: Ethernet or Wi-Fi
- Power Requirements: 480V 3-phase
- Supported Materials: (predicted based on existing Studio System) 17-4 PH, AISI 4140, H13, 316 L, Copper, Inconel 625
- Materials in Development: Alloy Steel 4605, Aluminum (2024, 6061), Carbide (WC-3C), Bronze, Heavy Alloys (Tungsten, Veloxint HardMetal), CarTech (Invar 36, Kovar, BioDur 108, Hiperico 50) Cobalt Chrome F75, Hastelloy X, MP35N (Ni Co Cr Mo), Stainless Steel (15-5 PH, 303, 316L, 410, 420, 430, 440, HK30Nb, Nitronic19), High Performance Steel (Maraging Steel 18Ni300, Veloxint Stainless), Tatanium (Ti64, Commercially Pure), Tool Steel (A-2, D-2, M2, S7), BASF Catamold
- Supports: Metal
- Interface Layer: Anti-sintering agent
- Print Preparation: Fabricate software
- ThFile Types: STL, IGES, JT, STEP, VDA-FS, U3D, VRML and native file types (SolidWorks, ProE, etc)
Where to Buy
For more info, samples, or to reserve your own Desktop Metal Production System, visit their website or request a quote directly at the link below.
License: The text of "Desktop Metal Production System: Review the Specs" by All3DP is licensed under a Creative Commons Attribution 4.0 International License.