
Cura & Ender 3 S1 (Pro): os melhores perfis e configurações

As melhores configurações de temperatura, altura de camada, velocidade de impressão, entre outras. Conheça os melhores perfis do Cura para a Ender 3 S1 e S1 Pro.
A Creality Ender 3 S1 é a versão mais recente da impressora 3D Ender 3 original da Creality, contendo uma variedade de upgrades que suas versões anteriores não tinham. Com um preço mais elevado, de cerca de USD $379, a Ender 3 S1 traz novos hardwares que melhoram o desempenho de impressão e a operabilidade da máquina, como uma plataforma de impressão de aço flexível, uma extrusora direta e sensor de filamento.
No entanto, mesmo com excelentes hardwares em uma impressora 3D, suas impressões só ficam boas se você estiver usando as configurações corretas no seu fatiador. O Ultimaker Cura é o programa de fatiamento 3D mais popular para impressoras 3D FDM, oferecendo muitas configurações que você pode ajustar em perfis de fatiamento considerando novos hardwares, como uma extrusora direta. Além disso, o Cura oferece perfis pré-configurados para muitas das impressoras da Creality, incluindo a Ender 3, e você pode alterar algumas dessas configurações para que ele funcione com a Ender 3 S1.
Neste artigo, vamos falar sobre o melhor perfil de impressão do Cura para a Ender 3 S1, discutindo suas diferentes configurações e as razões por trás delas. As configurações do Cura aqui recomendadas servem como um ótimo ponto de partida para a Ender 3 S1, mas pequenos ajustes podem ser necessários para melhorar ainda mais a qualidade das suas impressões. Aproveite!

Perfis perfeitos
Abaixo nós lhe trazemos os perfis finais para alguns materiais de impressão populares. É importante mencionar que esses perfis servem apenas como pontos de partida que devem funcionar para a maioria dos usuários, embora talvez seja necessário um ajuste mais fino.
PLA
- Temperatura do bico: 210 °C
- Temperatura da mesa: 60 °C
- Altura de camada: 0.2 mm
- Velocidade de impressão: 60 mm/s
- Velocidade na camada inicial: 20 mm/s
- Velocidade de percurso: 110 mm/s
- Retração: 0,8 mm e 45 mm/s
- Aderência à mesa: Brim
- Largura do Brim: 4 mm
ABS
- Temperatura do bico: 235 °C
- Temperatura da mesa: 100 °C
- Altura de camada: 0,2 mm
- Velocidade de impressão: 40-60 mm/s
- Velocidade na camada inicial: 20 mm/s
- Velocidade de percurso: 110 mm/s
- Retração: 0,8 mm e 45 mm/s
- Aderência à mesa: Brim
- Largura do Brim: 4 mm
PETG
- Temperatura do bico: 240 °C
- Temperatura da mesa: 70 °C
- Altura de camada: 0,2 mm
- Velocidade de impressão: 40-60 mm/s
- Velocidade na camada inicial: 20 mm/s
- Velocidade de percurso: 110 mm/s
- Retração: 0,9 mm e 40 mm/s
- Aderência à mesa: Brim
- Largura do Brim: 4 mm
Importando perfis
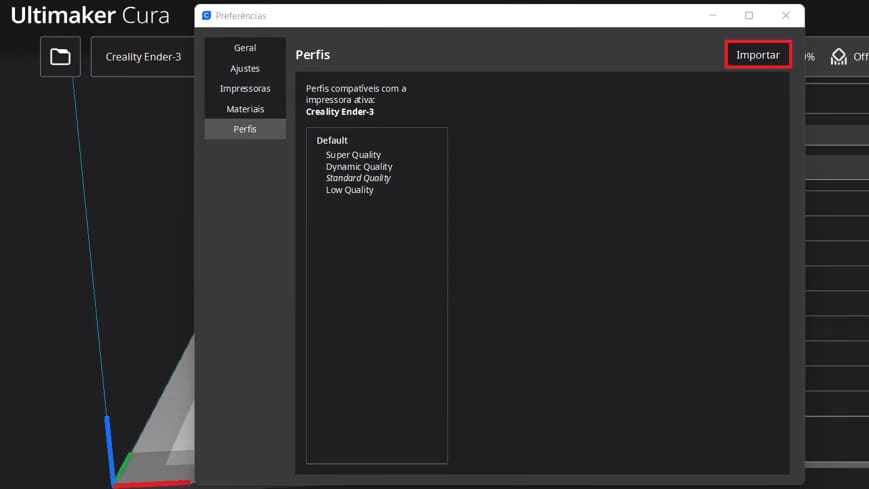
Além dos perfis de fatiamento da Ender 3 S1 e da S1 Pro que vêm pré-configurados no Cura versão 5.3 ou mais recente, você também pode baixar perfis na internet e importá-los no programa fatiador. Mas, infelizmente, pelo fato de a Ender 3 S1 e S1 Pro serem tão novas, não existem mutias opções populares disponíveis. Mesmo assim, você pode baixar um perfil de fatiamento pré-configurado para a Ender 3 (Pro ou V2) de figuras populares como o Chep e fazer alguns pequenos ajustes (como a retração, por exemplo) para que ele funcione com sua impressora.
No mesmo sentido, se você já tem algum perfil de impressão para alguma versão anterior da Ender 3, você pode tentar usá-lo como base para a Ender 3 S1 ou S1 Pro e fazer ajustes a partir dele. Você consegue fazer isso usando o seu antigo perfil da Ender e clicando em “Criar perfil a partir de ajustes/sobreposições atuais…” no Cura para que as configurações originais não sejam perdidas.
Para começar
Antes de começarmos a discutir as diferentes configurações para sua Ender 3 S1 ou S1 Pro, vamos primeiro relembrar como você pode configurar o Cura para sua impressora. A seguir, nós listamos as etapas para baixar o Cura e configurá-lo para a sua Ender 3 S1. Se você já tem o programa instalado, pode pular essas etapas:
- Vá para a página de download da Ultimaker para o Cura. O Cura funciona com Windows, MacOS, e Linux, então ele deve ser compatível com seu dispositivo.
- Clique em “Download for free” e siga as instruções no seu dispositivo para instalar o aplicativo.
- Uma vez instalado, abra o Cura.
- No caso de não ser solicitado ao abrir o programa, clique no botão “Ajustes” no canto superior esquerdo, mova o cursor sobre a guia “Impressora” e clique em “Adicionar impressora”.
- Selecione “Adicionar uma impressora local”.
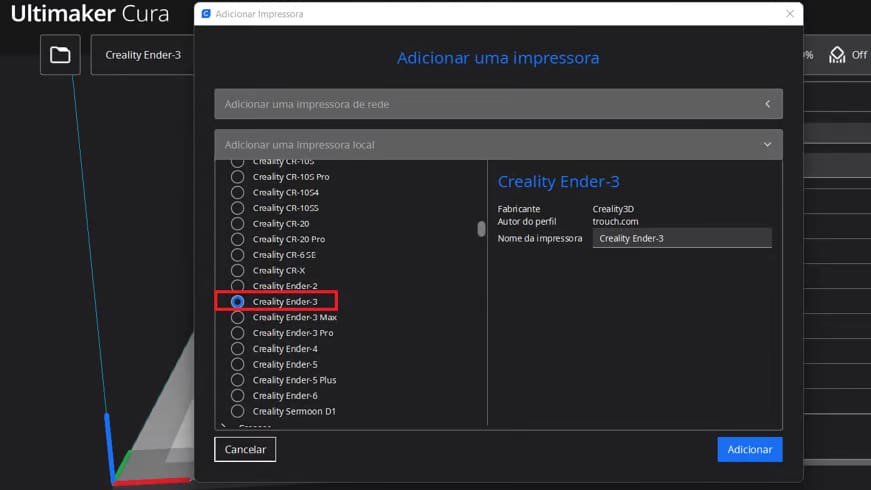
- Procure a opção “Creality3D” e clique nela para abrir o menu.
- Selecione a opção “Creality Ender-3 S1” ou “Creality Ender-3 S1 Pro”. (Se essas opções não estiverem disponíveis, talvez seja melhor atualizar o Cura para a versão 5.3 ou mais recente).
- Clique em “Adicionar” e, então, “Próximo”.
O Cura agora está configurado, mas vamos fazer com que todas as configurações estejam visíveis:
- Clique no menu de “Ajustes de impressão” na área superior direita da interface.
- Clique no ícone de três traços e selecione “All” para ver todas as configurações disponíveis.
Agora que você configurou corretamente o Cura para uma impressora 3D Ender 3, vamos discutir as configurações específicas a serem alteradas para sua Ender 3 S1 ou S1 Pro!
Temperatura do bico

Talvez a configuração mais importante para uma impressora 3D seja a temperatura do bico, às vezes chamada de temperatura do hotend ou temperatura de impressão. Essa configuração define o quão quente o bico da impressora 3D deve estar para derreter o filamento no hotend. A temperatura do bico depende do material do filamento em que você vai imprimir.
Quanto mais alta (mais quente) for a temperatura do bico, mais rápido o filamento pode ser derretido e extrudado. Temperaturas muito altas podem levar a problemas de sobre-extrusão, enquanto temperaturas muito baixas pode resultar em problemas de sub-extrusão.
Para o PLA, considerado o material de filamento de impressora 3D mais comum, nós sugerimos utilizar uma temperatura entre 180-220 °C. Para ABS e PETG, que são duas opções também bastante populares de material de filamento, as faixas de temperatura de 220-250 °C e 220-245 °C devem funcionar muito bem, respectivamente. Geralmente, o fabricante do filamento fornece suas próprias recomendações de temperatura, e você deve levar isso em consideração na escolha da temperatura.
- PLA: 210 °C
- ABS: 235 °C
- PETG: 240 °C
Temperatura da mesa
A temperatura da mesa é outra configuração muito importante para qualquer impressora com mesa aquecida, o que inclui a Ender 3 S1 e a S1 Pro. A temperatura da mesa afeta a aderência da peça, pois, quanto mais quente for a superfície de impressão, mais provável é que o filamento derretido grude nela. Temperaturas muito baixas podem levar a problemas de aderência como deformações, embora uma temperatura muito alta na mesa pode causar outros problemas, como o “pé de elefante” (elephant’s foot) que pioram a qualidade da impressão.
Assim como a temperatura do bico, diferentes materiais de impressão necessitam de diferentes temperaturas da mesa. Nós recomendamos utilizar temperaturas de mesa de 60 °C para PLA, 100 °C para ABS, e 70 °C para PETG.
- PLA: 60 °C
- ABS: 100 °C
- PETG: 70 °C
Altura de camada

A altura de camada é uma configuração que afeta a altura de cada camada impressa. Tecnicamente, alturas de camada mais altas resultam em uma peça mais forte, enquanto alturas de camada menores permitem que mais detalhes sejam impressos simplesmente porque haverá mais camadas no modelo. Essa configuração também afeta o tempo de impressão significativamente, pois alturas de camada maiores significa que menos camadas serão impressas, e portanto devem ser mais rápidas de se imprimir.
Para PLA, ABS, PETG, e praticamente qualquer outro material de filamento, uma altura de camada de 0,2 mm traz um ótimo equilíbrio entre tempo de impressão, resistência mecânica, e detalhes de impressão. Se for alterar essa configuração, tente fazê-la em incrementos de 0,04 mm, pois essa é a distância de um único passo dos motores da Ender 3 S1. Se você quiser impressões mais rápidas, tente usar uma altura de camada de 0,24 mm ou 0,28 mm. Para modelos mais detalhados, uma altura de camada de 0,16 mm ou 0,12 mm deve funcionar bem.
- Detalhado: 0,16 mm
- Média: 0,2 mm
- Resistente: 0,24 mm
Velocidade de impressão
A velocidade de impressão define a rapidez com que sua impressora extrusa o filamento e, quanto maior esse valor, mais rápidas serão suas impressões. Embora todos nós queiramos ter impressões mais rápidas, uma maior velocidade de impressão geralmente não é a melhor opção em se tratando de qualidade. Isso porque o filamento derretido tem menos tempo para se assentar e é empurrado com mais força pelo bico. Além disso, uma alta velocidade de impressão sem uma temperatura de bico suficiente para suportar o aumento da extrusão pode levar a problemas sub-extrusão pois não há tempo suficiente para o filamento derreter.
Velocidades de impressão muito baixas também podem causar problemas, principalmente por causa do calor. “Heat creep” é um problema de impressão em que o calor excessivo do bico “sobe” pelo hotend e derrete o filamento antes do esperado, causando um entupimento no hotend.
A velocidade e a temperatura de impressão ideais variam dependendo do filamento que você estiver usando. Se você estiver utilizando as temperaturas recomendadas algumas seções atrás, uma velocidade de 60 mm/s deve ser a melhor para PLA. ABS e PETG podem levar mais tempo para se estabilizarem e, portanto, velocidades na faixa de 40-60 mm/s são mais adequadas.
Também vale a pena mencionar que você precisa que as primeiras camadas da impressão sejam muito mais lentas do que as restantes para garantir que a base da impressão seja boa. O Cura controla isso através da “Velocidade de Impressão da Camada Inicial”, que recomendamos deixar em 20 mm/s.
Por fim, a velocidade de percurso também é essencial para a Ender 3 S1, pois define a rapidez com que a impressora movimenta seus componentes (cabeça de impressão e mesa) durante os percursos de deslocamento sem impressão. A S1 vem com uma extrusora direta, estando tanto ela quanto o hotend no carro da cabeça de impressão, havendo um peso extra. Por isso, nós recomendamos utilizar uma velocidade de percurso um pouco mais lenta, em torno de 110 mm/s.
- Velocidade de impressão para PLA: 60 mm/s
- Velocidade de impressão para ABS: 40-60 mm/s
- Velocidade de impressão para PETG print: 40-60 mm/s
- Velocidade da camada inicial: 20 mm/s
- Velocidade de percurso: 110 mm/s
Retração

Retração é uma das configurações de impressão mais complicadas no Cura. Em resumo, retração é quando a extrusora puxa o filamento na direção oposta do hotend. Retrações são realizadas geralmente durante para movimentos de percurso, quando a máquina não está imprimindo. Isso evita que excesso de material escorra do bico dada a pressão acumulada no hotend.
Existem duas configurações principais para retrações no Cura: a distância da retração e a velocidade de retração. A primeira trata-se do comprimento de filamento que a extrusora retrai, enquanto a velocidade de retração é a rapidez com que a extrusora se move para realizar o movimento de retração.
Conforme mencionado, a Ender 3 S1 e a S1 Pro possuem uma extrusora direta, que coloca a extrusora diretamente acima do hotend. As extrusoras diretas são mais precisas em seus movimentos quando comparadas com as configurações Bowden de outras versões da Ender 3.
Assim, você pode utilizar uma distância de retração muito menor na Ender 3 S1 e na S1 Pro do que com a Ender 3 original, Pro ou V2. Isso é bom, pois menores distâncias de retração reduzem o tempo de impressão e problemas de “stringing” nas peças.
Para a extrusora da Ender 3 S1 e da S1 Pro, sugerimos usar uma distância de retração de 0,8 mm para PLA e ABS e, para PETG, um pouco maior, com uma distância de retração de 0,9 mm, pois esse material é mais propenso a “stringing”. Para a velocidade de retração, 45 mm/s para PLA e ABS e 40 mm/s para PETG devem funcionar perfeitamente.
- PLA: 0,8 mm e 45 mm/s
- ABS: 0,8 mm e 45 mm/s
- PETG: 0,9 mm e 40 mm/s
Aderência à mesa
A última configuração do Cura sobre a qual entraremos em maiores detalhes para a Ender 3 S1 e S1 Pro é a aderência à mesa. As configurações de aderência à mesa no Cura permitem que você use skirt, brim, ou raft para ajudar a garantir que suas impressões grudem na plataforma de impressão.
A primeira opção é o skirt, que se trata de um perímetro impresso ao redor da área externa de um modelo. O skirt na verdade não faz nada para manter o modelo fixado na superfície de impressão, mas permite que você verifique se a impressora está extrudando corretamente o filamento. O Cura permite você ajustar o comprimento mínimo do skirt e quantas linhas (voltas realizadas pelo bico) utilizadas no skirt.
O brim é como um skirt mas que está preso à base de um modelo. O brim gasta uma pequena quantidade de filamento a mais e aumenta o tempo de impressão, mas pode ajudar a manter a primeira camada de uma impressão fixada à plataforma de impressão.
Por fim, o raft é como uma impressão à parte, feita sob o modelo real e consiste em uma pequena superfície impressa com várias camadas que adere à plataforma de impressão e à parte inferior da sua impressão. O raft utiliza bastante filamento, adicionando uma quantidade razoável de tempo à impressão, podendo ser também difícil de remover do modelo desejado. Entretanto, pelo lado positivo, o raft quase que garante que seu modelo impresso não tenha deformações e se fixe na mesa.
Para a maioria das impressões, para garantir a aderência com baixo uso de filamento e tempo de impressão, sugerimos o uso de brims. No Cura, você pode selecionar “Brim” no menu com algumas outras configurações relevantes. Nós recomendamos utilizar um brim de largura de 4 mm.
- Aderência à mesa: Brim
- Largura do Brim: 4 mm
Outras configurações
Finalmente, existem outras configurações do Cura para a Ender 3 S1 e S1 Pro que valem a pena serem brevemente comentadas. Essas configurações não são tão relevantes para a Ender 3 S1 quanto as outras já mencionadas nesse artigo, mas ainda assim são importantes. A seguir, listamos algumas dessas configurações com uma rápida descrição.
- Paredes, também conhecidas como “shells” em outros fatiadores, definem a espessura geral do espaço entre o preenchimento e a superfície externa do modelo impresso. Quanto mais paredes você tiver, mais resistente será o modelo, mas maior será o tempo de impressão. Nós recomendamos utilizar uma espessura de parede entre 1 e 2 mm, mas veja nossos artigos para saber mais sobre espessura de parede e shells.
- Preenchimento é a estrutura interna das impressões 3D e é controlado por duas configurações principais: densidade do preenchimento e padrão de preenchimento. O primeiro é a porcentagem de preenchimento do interior de um modelo, enquanto o outro é a estrutura do padrão no qual o preenchimento é impresso. O Cura oferece diversos padrões de preenchimento, como por exemplo o “giróide” e “cruzado 3D”, mas os padrões de grade e cúbicos com densidades entre 10-30% são ótimas opções em geral. Você pode dar uma olhada em nossa análise dos padrões de preenchimento do Cura e preenchimento em geral para saber mais sobre essas configurações de fatiadores.
- Combing é uma configuração de fatiador não tão popular que controla o caminho no qual a cabeça de impressão percorre de um ponto para o próximo. Existem diferentes modos de combing que podem influenciar onde anomalias de impressão como o “stringing” são mais prováveis de ocorrer, mas a opção “Dentro do preenchimento” é uma excelente escolha. Se você estiver interessado nessa configuração, nosso guia de modos de combing do Cura traz uma ótima explicação de cada um e de seus benefícios.
- “Passar a ferro” é outra configuração mais exclusiva do Cura. É um modo de impressão especial que utiliza do calor do bico para dissipar as linhas de camada nas superfícies superiores de um modelo para um melhor acabamento superficial. Passar a ferro não costuma estar ativado, mas se você estiver imprimindo modelos que deseja que tenham acabamentos lisos, pode ser uma boa ideia usá-lo. Saiba mais sobre essa configuração em nosso artigo explicativo sobre passar a ferro do Cura.
- As seções de Modos Especiais e Experimental no Cura trazem configurações mais únicas e exclusivas. Essas configurações geralmente têm aplicações mais especializadas, no entanto ainda podem ser muito úteis. Por exemplo, “Expiralizar o Contorno Externo” (também conhecido como modo vaso) produz impressões de parede única para vasos e modelos semelhantes. Você pode testar esses modos e configurações se quiser se divertir com sua Ender 3 S1 ou S1 Pro e seus recursos de impressão.
Licença: O texto "Cura & Ender 3 S1 (Pro): os melhores perfis e configurações", da All3DP, é licenciado pela licença Creative Commons Atribuição 4.0 Internacional (CC BY 4.0)