
Cura & Ender 3 S1 (Pro): los mejores perfiles y ajustes

Los mejores ajustes de temperatura, altura de las capas, velocidad, entre otros. Aquí tienes las mejores configuraciones de Cura para Ender 3 S1 y S1 Pro.
La Creality Ender 3 S1 es la versión más reciente de la impresora 3D Ender 3 original, con una serie de mejoras que no estaban presentes en las versiones anteriores. Con un precio más elevado, de unos 375 €, la Ender 3 S1 incorpora numerosas novedades de hardware que mejoran el rendimiento de impresión y la operabilidad de la máquina, como una placa de construcción de acero para muelles, un extrusor de accionamiento directo y un sensor de fin de filamento.
No obstante, aunque dispongas de una impresora 3D con un hardware excelente, tus impresiones solo serán óptimas si utilizas los ajustes correctos en tu programa de corte 3D. Cura de Ultimaker es el programa de corte 3D más popular para las impresoras 3D de modelado por deposición fundida (FDM), con un gran número de ajustes configurables que puedes cambiar en una configuración del programa de corte para que se tenga en cuenta el nuevo hardware, como el extrusor de accionamiento directo. Además, Cura ofrece configuraciones básicas del programa de corte preconfigurados para una amplia gama de impresoras de Creality, entre las que se encuentra la Ender 3. Para que funcione con la Ender 3 S1, solo tendrás que cambiar algunos ajustes.
En este artículo analizaremos la configuración del programa de corte Cura perfecta para la Ender 3 S1, indicaremos los ajustes utilizados y explicaremos los motivos para ello. Nuestros ajustes de Cura recomendados son un buen punto de partida para la Ender 3 S1, pero puede que tengas que adaptarlos ligeramente para aumentar aún más la calidad de tus impresiones. ¡Diviértete!

Las configuraciones perfectas
A continuación te mostramos un resumen de las configuraciones finales para algunos de los materiales de impresión más populares. Es importante mencionar que estas configuraciones solo son un punto de partida que debería funcionar para la mayoría de usuarios, aunque es posible que tengas que modificarlas ligeramente.
PLA
- Temperatura del cabezal: 210 °C
- Temperatura de la cama de impresión: 60 °C
- Altura de capa: 0,2 mm
- Velocidad de impresión: 60 mm/s
- Velocidad de la capa inicial: 20 mm/s
- Velocidad de desplazamiento: 110 mm/s
- Retracción: 0,8 mm a 45 mm/s
- Adherencia de la placa de construcción: Borde
- Ancho del borde: 4 mm
ABS
- Temperatura del cabezal: 235 °C
- Temperatura de la cama de impresión: 100 °C
- Altura de la capa: 0,2 mm
- Velocidad de impresión: 40-60 mm/s
- Velocidad de la capa inicial: 20 mm/s
- Velocidad de desplazamiento: 110 mm/s
- Retracción: 0,8 mm a 45 mm/s
- Adherencia de la placa de construcción: Borde
- Ancho del borde: 4 mm
PETG
- Temperatura del cabezal: 240 °C
- Temperatura de la cama de impresión: 70 °C
- Altura de capa: 0,2 mm
- Velocidad de impresión: 40-60 mm/s
- Velocidad de la primera capa: 20 mm/s
- Velocidad de desplazamiento: 110 mm/s
- Retracción: 0,9 mm a 40 mm/s
- Adherencia de la placa de construcción: Borde
- Ancho del borde: 4 mm
Cómo importar configuraciones
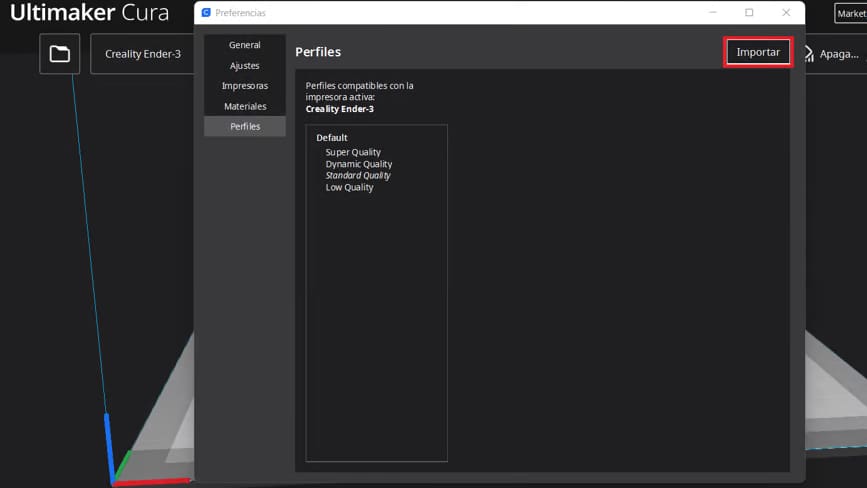
Aparte de la configuración del slicer para la Ender 3 S1 o S1 Pro que viene precargada en Cura 5.3 y versiones posteriores, también puedes descargar configuraciones en línea e importarlas al programa de corte. Lamentablemente, la Ender 3 S1 y la S1 Pro son impresoras muy recientes, por lo que no disponemos de tantas opciones populares disponibles por el momento. Aun así, puedes descargar una configuración de slicer precreada para la Ender 3 (Pro o V2) de populares aficionados como Chep y hacer unos pequeños ajustes (por ejemplo, la retracción) para que funcione en tu impresora.
De manera similar, si ya dispones de una buena configuración para tu programa de corte para una versión anterior de la Ender 3, puedes intentar utilizarla como tu configuración básica para la Ender 3 S1 o S1 Pro y llevar a cabo las adaptaciones a partir de aquí. Para ello, puedes utilizar tu configuración antigua de la Ender 3 y hacer clic en «Crear configuración a partir de ajustes actuales/prevalece sobre…» en Cura para asegurarte de que los ajustes originales no se perderán.
Primeros pasos
Antes de ocuparnos de los diferentes ajustes para tu Ender 3 S1 o S1 Pro, analicemos cómo puedes configurar Cura para tu impresora. A continuación te mostramos los pasos que debes seguir para descargar Cura y realizar la configuración desde el inicio para tu Ender 3 S1 o S1 Pro. Si ya tienes la aplicación instalada, puedes omitir estos pasos:
- Ve a la página de descarga de Cura de UltiMaker. Cura es compatible con Windows, MacOS y Linux, así que debería funcionar con tu dispositivo.
- Haz clic en «Descargar gratis» y sigue los pasos indicados en tu dispositivo para instalar la aplicación.
- Una vez instalada, abre Cura.
- Si no se te solicita al abrir el programa, haz clic en el botón «Ajustes» situado en la esquina superior izquierda de la interfaz, mueve el cursor sobre la pestaña «Impresora» y, a continuación, haz clic en «Agregar impresora».
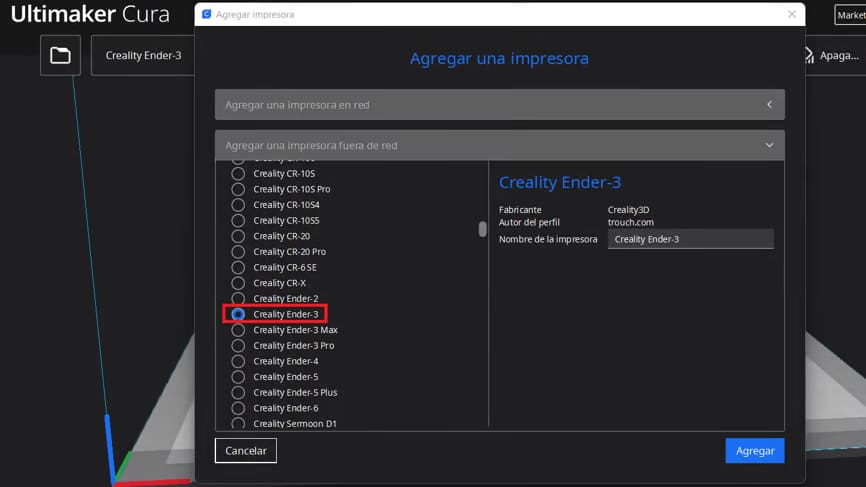
- Selecciona «Agregar una impresora fuera de red».
- Desplázate hacia abajo hasta la opción «Creality3D» y haz clic en ella para abrir el menú desplegable.
- Selecciona la opción «Creality Ender-3 S1» o «Creality Ender-3 S1 Pro». (Si estas opciones no están disponibles, quizás te interese actualizarte a Cura 5.3 o una versión más reciente).
- Haz clic en «Agregar» y, a continuación, en «Siguiente».
Cura ya está configurada, ahora debemos asegurarnos de que todos los ajustes estén visibles:
- Haz clic en el menú desplegable de los ajustes de impresión, en la esquina superior derecha de la interfaz.
- Haz clic en el icono de los tres guiones y, a continuación, selecciona «Todo» («All») para ver todos los ajustes disponibles.
Ahora que ya has configurado correctamente Cura para una impresora 3D Ender 3, veamos los ajustes específicos que debes cambiar para tu Ender 3 S1 o S1 Pro.
Temperatura del cabezal

Puede que el ajuste más importante para una impresora 3D sea la temperatura del cabezal, también denominada temperatura del hotend o temperatura de impresión. Este valor determina qué temperatura alcanza el cabezal de la impresora 3D para fundir el filamento que fluye en el hotend. La temperatura del cabezal que deberías utilizar varía en función del material del filamento con el que estés imprimiendo.
Cuanto más alta (más caliente) es la temperatura del cabezal, más rápido se puede fundir y extrudir el filamento. Una temperatura demasiado caliente puede producir problemas de extrusión excesiva, mientras que si la temperatura es demasiado baja, pueden generarse problemas de subextrusión.
Para PLA, el material de los filamentos más habituales en la impresión 3D, recomendamos utilizar una temperatura de entre 180 y 220 °C. Para ABS y PETG, dos materiales de filamentos que también son muy populares, recomendamos rangos de temperatura de entre 220 y 250 °C y 220 y 245 °C respectivamente. Por lo general, el fabricante del filamento facilita sus propias recomendaciones de temperatura, que siempre debes tener en cuenta antes de tomar una decisión.
- PLA: 210 °C
- ABS: 235 °C
- PETG: 240 °C
Temperatura de la cama de impresión
La temperatura de la cama de impresión es otro ajuste esencial para cualquier impresora con una cama caliente, como la Ender 3 S1 y la S1 Pro. La temperatura de la cama de impresión afecta a la adherencia de una impresión ya que, cuanto más caliente esté la superficie de impresión, más probable es que se adhiera el filamento fundido. Una temperatura demasiado baja puede provocar problemas de adherencia, como la deformación, pero una temperatura demasiado alta puede generar otros problemas, como el efecto «pie de elefante». En ambos casos, bajará la calidad de la impresión.
Igual que ocurre con la temperatura del cabezal, los diferentes materiales de impresión requieren temperaturas de la cama distintas. Recomendamos utilizar una temperatura de la cama de 60 °C para PLA, 100 °C para ABS y 70 °C para PETG.
- PLA: 60 °C
- ABS: 100 °C
- PETG: 70 °C
Altura de las capas

La altura de las capas es un ajuste de impresión que afecta a la altura de cada capa de filamento impresa. Técnicamente, una mayor altura de las capas se traducirá en una impresión más resistente, mientras que una altura de las capas menor permitirá obtener impresiones con más detalles, ya que el modelo contendrá más capas. Este ajuste también afecta significativamente al tiempo de impresión, ya que una mayor altura de las capas implica menos capas. Por consiguiente, las impresiones serán más rápidas.
Para PLA, ABS, PETG y prácticamente cualquier otro material de filamento, una altura de las capas de 0,2 mm permite lograr en las impresiones el equilibrio perfecto entre tiempo de impresión, dureza y detalle. Al cambiar el valor, intenta ajustarlo en incrementos de 0,04 mm, ya que esta es la distancia de un paso de los motores paso a paso de la Ender 3 S1. Si deseas que las impresiones sean más rápidas, intenta trabajar con una altura de las capas de 0,24 mm o 0,28 mm. Si lo que buscas son modelos más detallados, una altura de las capas de 0,16 mm o 0,12 mm debería funcionar.
- Detallada: 0,16 mm
- Media: 0,2 mm
- Resistente: 0,24 mm
Velocidad de impresión
La velocidad de impresión indica con qué rapidez extrude el filamento la impresora. Por consiguiente, cuanto más alto es este valor, más rápido imprime la impresora. Aunque todos queramos tiempos de impresión cortos, una velocidad de impresión más rápida no tiene por qué ser la mejor opción si tenemos en cuenta la calidad de la impresión, ya que el filamento fundido tiene menos tiempo para depositarse y se empuja hacia fuera con más fuerza. Asimismo, una velocidad demasiado rápida sin una temperatura del cabezal lo suficientemente alta para el aumento de la extrusión puede provocar una subextrusión, ya que el filamento no dispone de tiempo suficiente para fundirse.
Una velocidad de impresión demasiado baja también puede causar problemas, principalmente de deformación por el calor. La deformación por el calor es un problema que surge cuando el calor adicional del cabezal «deforma» el hotend y funde el filamento antes de tiempo, provocando una obstrucción en el hotend.
La velocidad de impresión óptima depende del filamento que estés utilizando, así como de la temperatura. Si estás utilizando las temperaturas que hemos sugerido en la sección anterior, recomendamos una velocidad de 60 mm/s para PLA. ABS y PETG pueden necesitar más tiempo para depositarse, así que la velocidad que mejor se ajusta estaría entre los 40 y los 60 mm/s.
Vale la pena mencionar que es recomendable que las primeras capas de una impresión sean bastante más lentas que el resto para garantizar una buena base. Cura te permite controlar este parámetro gracias a la «Velocidad de capa inicial», para la que te sugerimos un valor de 20 mm/s.
Finalmente, la velocidad de desplazamiento también es esencial para la Ender 3 S1. Define con qué rapidez debe mover la impresora sus componentes (cabezal de impresión y cama) durante los movimientos de desplazamiento que no son de impresión. La S1 dispone de un extrusor de accionamiento directo, con el extrusor y el hotend en el soporte del cabezal de impresión, lo que implica un cierto peso adicional. Por este motivo, recomendamos utilizar una velocidad de desplazamiento ligeramente inferior a la estándar, de unos 110 mm/s.
- Velocidad de impresión de PLA: 60 mm/s
- Velocidad de impresión de ABS: 40-60 mm/s
- Velocidad de impresión de PETG: 40-60 mm/s
- Velocidad de capa inicial: 20 mm/s
- Velocidad de desplazamiento: 110 mm/s
Retracción

La retracción es uno de los ajustes más complicados de Cura. Básicamente, se produce cuando el extrusor desplaza el filamento hacia atrás desde el hotend. La retracción suele realizarse para los movimientos de desplazamiento cuando la máquina no está imprimiendo. Así se evita el exudado del exceso de material desde el cabezal debido a la presión generada en el hotend.
Los dos ajustes principales para la retracción que ofrece Cura son la distancia de retracción y la velocidad de retracción. La primera es la distancia de filamento que el extrusor debe retraer, mientas que la velocidad de retracción es la rapidez con la que el extrusor se mueve para realizar el movimiento de retracción.
Como ya hemos mencionado, la Ender 3 S1 y la S1 Pro están equipadas con un extrusor de accionamiento directo que sitúa el extrusor directamente encima del hotend. Los extrusores de accionamiento directo tienen unos movimientos más precisos, en comparación con las configuraciones con sistema Bowden de las demás versiones de la Ender 3.
Por ello, puedes utilizar una distancia de retracción mucho menor en la Ender 3 S1 y la S1 Pro que en la Ender 3 original, Pro o V2. Esto es una ventaja, ya que una distancia de retracción más corta se traduce en un tiempo de impresión más bajo y además reduce el encordado en las impresiones.
Para el extrusor de la Ender 3 S1 y de la S1 Pro, recomendamos utilizar una distancia de retracción de 0,8 mm para PLA y ABS, y un poco superior para PETG, de 0,9 mm, ya que este material es más propenso al encordado. En cuanto a la velocidad de retracción, recomendamos 45 mm/s para PLA y ABS y una velocidad de 40 mm/s para PETG.
- PLA: 0,8 mm a 45 mm/s
- ABS: 0,8 mm a 45 mm/s
- PETG: 0,9 mm a 40 mm/s
Adherencia de la placa de construcción
El último ajuste de Cura para la Ender 3 S1 y S1 Pro del que nos ocuparemos es la adherencia de la placa de construcción. Los ajustes de la adherencia de la placa de construcción en Cura te permiten utilizar una falda, un borde o una balsa para garantizar que las impresiones se adherirán a la placa de construcción.
La primera opción es una falda, es decir, un perímetro alrededor de la parte exterior del área de un modelo. La falda en sí no provoca que el modelo impreso se mantenga adherido a la superficie de impresión, pero te permite comprobar que tu impresora está extrudiendo el filamento correctamente. En Cura puedes ajustar la longitud mínima de la falda y controlar cuántas líneas (vueltas del cabezal) deben utilizarse para dicha falda.
El borde es parecido a la falda, pero no está unido a la base de un modelo. El borde utiliza más filamento y su tiempo de impresión es más largo, pero puede ayudar a que la primera capa de la impresión se mantenga adherida a la placa de construcción.
Por último, la balsa es una especie de impresión separada bajo la impresión real y consta de una pequeña superficie impresa de varias capas que se adhiere a la placa de construcción, así como a la parte inferior de tu impresión. La balsa utiliza mucho más filamento, también añade bastante tiempo al trabajo de impresión y puede resultar complicado quitarla del modelo deseado. No obstante, podemos decir a su favor que, gracias a ella, tu modelo impreso no presentará deformaciones en los lados y se adherirá a la cama.
Para la mayoría de impresiones, si lo que quieres es garantizar la adherencia y mantener un uso de filamento y un tiempo de impresión bajos, te recomendamos utilizar el borde. En Cura, puedes seleccionar «Borde» en el menú desplegable, junto con otros ajustes relevantes. Recomendamos utilizar una anchura de borde de 4 mm.
- Adherencia de la placa de construcción: Borde
- Ancho del borde: 4 mm
Otros ajustes
Para terminar, analizaremos brevemente otros ajustes de Cura para la Ender 3 S1 y la S1 Pro. Estos ajustes no son tan específicos para la Ender 3 S1 y la S1 Pro como los ajustes de los que ya hemos hablado en este artículo, pero también son importantes. A continuación te mostramos algunos de estos ajustes acompañados de una breve descripción.
- Las paredes, también denominadas carcasas en otros programas de corte, representan el grosor total de la capa que se encuentra entre el relleno y la superficie exterior de un modelo impreso. Cuantas más paredes tengas, más resistente será el modelo, pero también necesitarás más tiempo para imprimirlo. Recomendamos utilizar un grosor de pared entre 1 y 2 mm. Puedes consultar nuestros artículos sobre el grosor de las paredes y las carcasas si quieres profundizar en este tema.
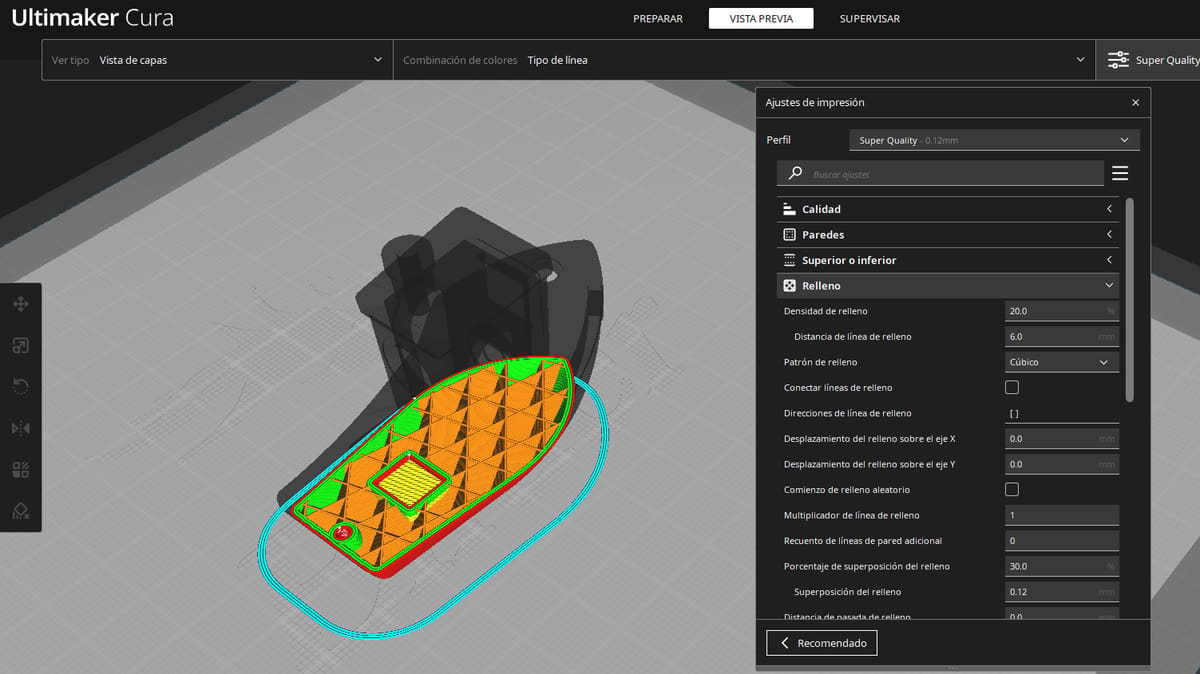
- El relleno es el relleno interno de las impresiones 3D y está controlado por dos ajustes principales: la densidad de relleno y el patrón de relleno. El primero es el porcentaje de relleno del interior de un modelo, mientras que el segundo es el patrón con el que se imprime el relleno. Cura ofrece una amplia gama de patrones de relleno, como los patrones giroides y en cruz 3D, pero los patrones de rejilla y cúbicos con una densidad del 10-30 % son, por lo general, las mejores opciones. Para obtener más información sobre estos ajustes del programa de corte, puedes consultar nuestro análisis de los patrones de relleno de Cura y de relleno en general.
- La peinada es un ajuste del programa de corte menos habitual que controla la trayectoria del cabezal de impresión para desplazarse de un punto de impresión al siguiente. Existen distintos modos de peinada que pueden determinar en qué parte del modelo es más probable que se produzcan deformaciones, como el encordado, pero la mejor opción es «Sobre el relleno». Si estás interesado en este ajuste, en nuestra guía de modos de peinada de Cura encontrarás las características y ventajas de cada uno.
- El planchado es otro de los ajustes más específicos de Cura. Se trata de un modo de impresión especial que utiliza el calor del cabezal para disipar las líneas de las capas en las superficies superiores de un modelo impreso para lograr un mejor acabado de la superficie. El planchado no suele estar activado, pero si estás imprimiendo modelos en los que quieres conseguir un acabado muy liso, te recomendamos activarlo. Puedes obtener más información sobre este ajuste en nuestra explicación sobre el planchado para Cura.
- Las secciones Modos especiales y Experimental de Cura contienen los ajustes del programa de corte más peculiares y exclusivos. Estos ajustes suelen tener aplicaciones muy concretas pero siguen siendo muy útiles. Por ejemplo, «Espiralizar el contorno exterior» (también denominado modo de jarrón) permite obtener impresiones lisas de una sola pared para construir jarrones y modelos similares. Puedes consultar estos modos y ajustes si tienes ganas de divertirte experimentando con tu Ender 3 S1 o S1 Pro y sus funcionalidades de impresión.
Licencia: El texto del artículo "Cura & Ender 3 S1 (Pro): los mejores perfiles y ajustes" de All3DP está bajo una licencia de Atribución 4.0 CC BY 4.0..