
Foaming 3D Printing Filament Unlocks Up To 70% Lighter Parts

For lighter-weight drones, faster printing molds, and a host of new applications, 3D printing with foaming materials opens new doors for professionals and hobbyists.
From high-performance sports gear to radio-control airplanes to mechanical birds, lightweight filaments have arrived on the 3D printing scene and are here to stay. With more brands at affordable prices, engineers and aeromodelling fans alike are now able to turn some hopes into reality when it comes to 3D printing ultra-lightweight parts.
Here, All3DP contributing author, pilot, and aeronautical engineer Daniel Temprado explores how foaming and ultra-lightweight materials are key to optimizing the weight in your designs, improving your products’ mechanical properties, and maybe breathing new life into old projects that just didn’t fly. Temprado also covers how to print with this sometimes tricky materials.
Foaming filaments, foaming granules, and ultra-lightweight filaments are lighter alternatives to PLA or PETG. If the weight of your project is an issue (and redesigning isn’t an option), you’ll be happy to know that new alternatives open up new possibilities for professionals and hobbyists. Let’s look at how.
Foam and Filament

When I decided to get my first FDM machine over a 3D resin printer – one that I had already used professionally for prototyping – it was because most of my projects were related to printing things that fly, and hence weight was an issue. Whether you’re a professional who’s printing drone prototypes or a hobbyist making your own remote control planes, the right material makes all the difference.
I’m a pilot and naturally fascinated by anything that flies. One of my immediate 3D printing goals was to print small planes for my children and remote control ones for me.
Weight is always an issue for anything that flies. The strength requirements can be achieved via carbon fiber tube reinforcements or any other element that provides rigidity or strength (mainly on traction and bending parts).
At first, the most logical option was the lighter-than-PLA ABS filament (acrylonitrile butadiene styrene). However, 3D printing with ABS is known to produce thermally sensitive parts with a tendency to warp. Some people describe it as a “stubborn” material and it is not recommended for use in living spaces due to the potential toxicity of the gases when molten or burnt. Of course, without a heated bed on my printer (ABS requires a bed temperature of 110 °C), ABS printing was unsuccessful.
Then I discovered lightweight PLA. Once I tried it, I adopted it as my standard material for airborne printings. LW-PLAs retain most of the good qualities of PLA at a fraction (generally half) of the weight. Since I started 3D printing with LW-PLA, lightweight filaments have been an obsession and a quest to get even lighter.
This brought me to the latest LW and foaming filaments. I put them to the test with some surprising results. Since I first investigated LW-PLAs many more have come on the market alone with a light weight ASA.
What Is a Foaming Filament?
When you think of something that foams, shaving cream comes to mind, but foaming 3D printing materials are far more controlled and predictable.
In a nutshell, the density of a foaming filament is determined via the temperature at which it is printed and also the filament flow rate through the nozzle. This is a convenient way to achieve a reduced weight printed part compared to other plastics, but of course, there are limitations and a price to pay.
There are active foaming filaments (the more usable ones in terms of mechanical properties) and non-active foaming filaments where you can’t control the weight of your printed part via the extrusion temperature because the filament will normally have reached its lower density before using it.
One outlier is a new polypropylene filament from Infinite Material Solutions called Caverna PP that’s engineered to print uniformly porous pieces that resemble a 3D printed foam. It features a water-soluble post-processing step so that it can dissolve partially and, hopefully homogeneously, to become more spongy and lighter, making it suitable for specific applications.
On the professional side, foaming materials have huge potential. Foamed structures in general encounter less shrinkage and better dimensional stability due to the lower material input. They also offer significant thermal and acoustic insulation properties.
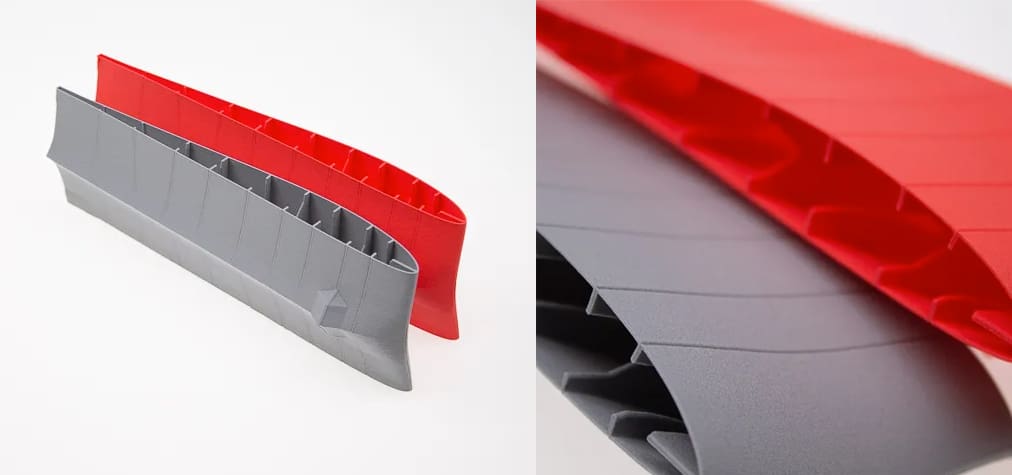
It’s not surprising that companies like Boeing, Airbus, and many others in the automotive and nautical industries have dedicated R&D teams busy developing strong and lightweight materials. Research into foam additive manufacturing is promising for faster production of large-scale products, such as boat hull molds, previously made with foam injection molding that requires expensive tooling.

Never Miss Any News:

Your Foaming & Lightweight Filament Options

It was back in 2019 when ColorFabb launched its ground-breaking active foaming LW-PLA. Since then, other manufacturers, namely 3DLabPrint, Bambu Lab, and eSun, have embraced this new material niche.
How ColorFabb LW-PLA Works
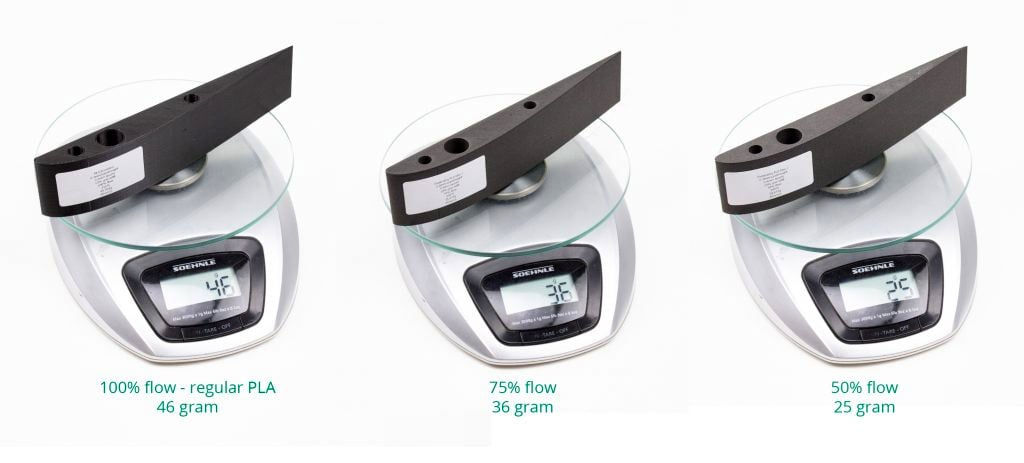
ColorFabb LW-PLA will expand nearly 3x its volume, meaning users can decrease flow by 65% to obtain lightweight parts or use the expanding properties to speed up print time by using big layer heights or single extra thick perimeters. If you want to print lightweight parts which are dimensionally accurate, it’s important first to determine the possible expansion of the material. This can be done by printing single perimeter test cubes without top and bottom layers. ColorFabb has a nice tutorial on their website.
For lightweight applications that also require high heat resistance as well as increased strength, ColorFabb has introduced LW-PLA-HT. This filament is similar to LW-PLA but is especially designed for parts that need to retain their qualities when exposed to high amounts of warmth and sunlight, such as outdoor applications.
In addition to lightweight PLA, ColorFabb offers an LW-ASA, which boasts a filament density of about 1,07 g/cm3, but when foamed at its maximum capacity, you can get part density close to 0,43 g/cm3. ColorFabb’s foaming TPU called VarioShore TPU offers its variable shore hardness, reduced weight, and density, all with soft touch and flexibility. VarioShore TPU is another product with temperature-adjusted properties. At temperatures between 200ºC and 250ºC the materials will start to expand to roughly 1.5x its original volume. This means the material can be printed at low flow rates (60-70%) to compensate for the active foaming, which in return gives very soft printed parts. Between 190ºC -200ºC the material can be printed without foaming, resulting in different haptics and harder prints compared to foamed samples.
How eSun’s ePLA-LW Works

eSun’s ePLA-LW(lightweight PLA) is a material specially developed for model airplanes, drones, and cosplay costumes. Like ColorFabb’s material, ePLA-LW’s foaming rate and strength are controlled by adjusting the printing temperature. The foaming volume ratio is 220%, and when printing the same volume model, one roll of ePLA-LW can be used as 2.2 rolls of ordinary PLA. Foaming makes the layered pattern almost invisible. At around 210°C to 270°C, this material starts to foam during printing, increasing its volume by nearly 1.2 times, and the printing extrusion rate can be reduced to 45% to print lighter weight parts.
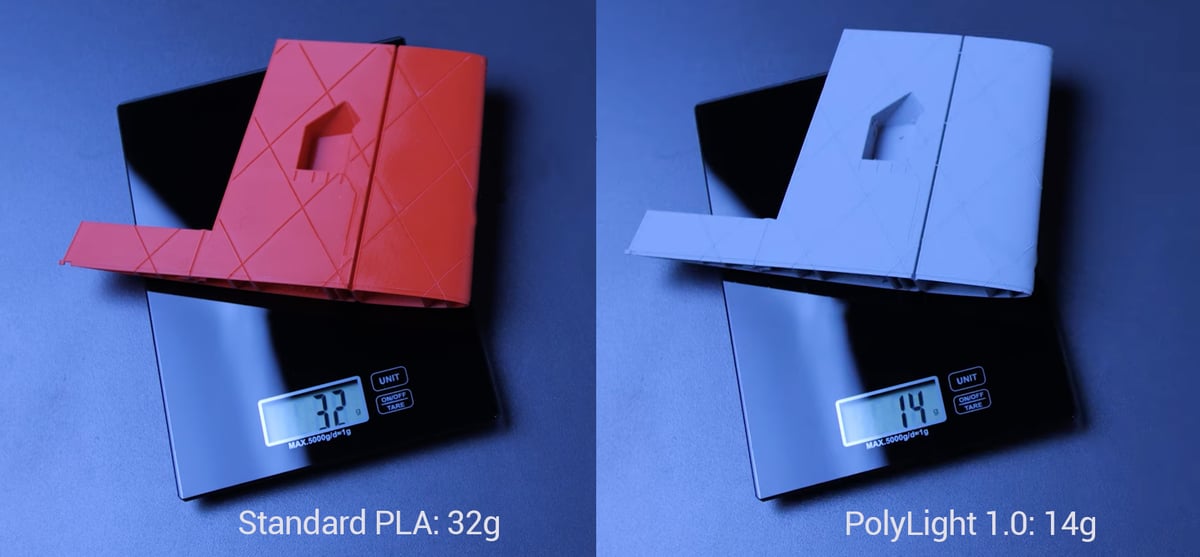
How PolyLight 1.0 Works

The third foaming filament on the market at the moment is PolyLight 1.0 from 3DLabPrint. This active foaming lightweight LW-PLA material increases its volume more than 2x during extrusion depending on hot-end temperature. Launched in just light grey because it’s the most universal base color for painting, PolyLight now comes in 9 colors (and a free sample pack).
Lightweight comes at a price. Not only are LW filaments more expensive per roll of filament (or kilogram) but they are also more time-consuming and, more important, the mechanical properties, such as tensile strength, are lower. Yet, although the price per kilo (or filament roll) might seem relatively high when compared to the standard filaments (i.e., PLA), the performance is usually doubled as the flow is reduced to a 50-65% so 1kg of foaming filament will allow you to print the same number of parts that you would print with 2kg of regular PLA.
Foaming Footwear & Other Applications

Beyond the world of industrial engineering and aerospace, foaming filaments are making inroads into fields such as fashion. Back in 2023, Saudi Arabian start-up Elastium launched what it called the world’s first fully 3D printed foam shoe. Its latest design, the Orca, is already available. The company says it built a “3D printing cell” called The Machina 1 that’s capable of “growing objects from 100% recyclable low-density foams.”
Another great example of putting foaming filament to work as end-use products is the work of Italian designer Chiara Ravaioli, founder of Fornice Objects. She uses Recreus’s Filaflex 95 Foamy to print their Jali Bag – a soft, lightweight tote bag that has an almost leather-like texture.
Although mostly still in the research stages, 3D printed foaming concrete materials may play an important role in the building industry with insulation applications and even structural elements with foam concrete.

PrintFoam offers photoresins that can vary the size of the foam porosity but they are only printable on the company’s hardware, which is currently not for sale and instead offered as a print service. The company is also working on an EcoFoam designed to break down in the environment.
A few years ago, Desktop Metal unveiled a family of photopolymer resins called FreeFoam. The company said at the time that the material can be used to create “durable and dimensionally accurate closed cell foam parts without tooling,” which have wide application possibilities in automotive, footwear, and health care. FreeFoam resin has heat-activated foaming agents that, when printed with digital light processing and then briefly put into an oven, expand between 2 to 7 times the original printed size. This way, parts can be printed at one location and then puffed up at another. Desktop Metal says initially FreeFoam will be 3D printable exclusively on the company’s ETEC Xtreme 8K 3D printer.
With a bankruptcy of Desktop Metal in 2025 and the purchase of its assets and patents by various companies, the future of FreeFoam is unknown, but keep an eye out.
Foaming Filament Put to the Test

My experience 3D printing with these LW filaments has been very rewarding right from the beginning, Especially with ColorFabb and 3DLabPrint as it was easy and quick to achieve great quality results with both of them.
In my case, eSun LW-PLA was good also in terms of weight and strength but it failed a bit on appearance. The yellowish color after printing is not very convincing for unpainted and hybrid printings. Its tendency to create filament burn spots if the cooling fan is off was initially disappointing.
However, these defects were easy to correct as soon as we turned the cooling fan On. Simply by using a very low setting (i.e. fan speed of 5-10%) these burnt spots tend to disappear almost completely. So, if the color is not an issue, the lower price of this LW-PLA from eSun might be a good reason to choose it.
As I had previous experience with these materials, I invited a friend from my local RC Aeroclub to participate in a little experiment. I asked him to simply follow the manufacturer’s recommendations and after a few tests, he was up and running like a Pro.
In the future, we expect to see a few more filament brands hitting the market to cover the niche of lightweight materials. In the meantime, we are lucky to have at least three solid brands that are already offering quality products at reasonable and, hopefully, decreasing prices.
How Lightweight is Ultra Lightweight?

If we establish as a reference the most commonly used filament, PLA, which has a density of about 1.25 g/cm3, anything below this value can be considered ultra-light since PLA is already considered a lightweight material in comparison with other industrial materials.
Historically and when it comes to lightweight filaments, PP (Polypropylene) was at the top of the list with a typical density of 0.9 g/cm3 or even lower.
Nylon 12 is a very durable material with a density of 1.08 g/cm3. It can withstand high mechanical stress, is resistant to fatigue, abrasion, corrosion, and heat. Unfortunately, Nylon is highly hygroscopic (soaks up water) so it’s a favorite for lightweighting in more professional and industrial environments.
How to Print with Foaming Materials
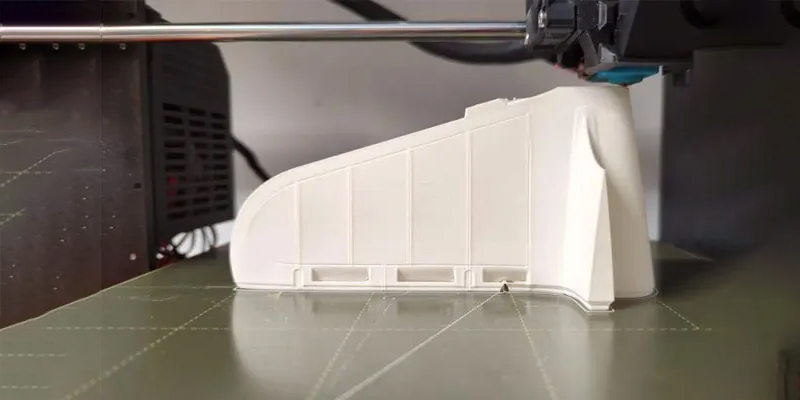
As a general rule, these foaming materials are printed at a higher temperature than regular PLA, otherwise, the foaming agent will not reach the energy barrier necessary to react and thus creating the micro-bubbles that give the matte and porous finishing and lower density. So if your printer’s hot end doesn’t reach about 200 ºC you won’t be able to take advantage of these materials.
Pre-printing considerations:
- Since bed adhesion might become even more critical with foaming filament, proper bed leveling is essential.
- Make sure that the filament has not been subject to any moisture. Dry it if necessary.
You can reach flows as low as 50% (extruder multiplier of 0.5, in some slicer software) without sacrificing the essential mechanical properties too much. Below certain flow values, the part can reach a point where it becomes not strong enough and a redesign will be necessary to return it to its functional state as unfortunately, the strength vs. weight reduction does not follow a linear proportion.
Basic Printing Settings
Keep the fan Off and reduce the printing speed to half of the PLA value as a rule of thumb.
In addition to the more popular standard diameter size of 1.75mm, ColorFabb offers a size of 2.85mm, which can easily be printed using a 0.6mm, 0.8mm, or even a 1.0mm nozzle. This wider diameter allows large layers, which also results in a faster printing performance (volumetric speed).
My best advice is to follow the manufacturers’ advice and although different printers and extruders might behave differently, the proposed manufacturer settings should be a good starting point. If the technical data sheet is not available (as happened with the eSun LW-PLA) or if the outcome is not as expected, try the “Rule of 5” and vary one parameter only, at a time.
The Rule of 5:
- Flow: 50% (or extruder multiplier: 0.5).
- Nozzle: 250 Celsius
- Bed: 55 Celsius
- Speed: 50% of regular PLA (to be safe).
- Fan Speed: 0 % (Off)
Also, set retraction to lower than 2.5 mm (ideally “No Retraction”).
(3DPrintLab offers this reference sheet for printing their PolyLight.)
Lightweight Material vs Lightweight Design
No discussion of lightweighting in 3D printing is complete without talking a bit about the role of design to lighten the weight of a part of a product. As in any other aspect of life, we need to find a balance where synergy comes together from an optimized design and a wide selection of materials.

Before doing other things, I spent many years working on Airbus projects. My manager at that time during the A380 development phase used to say: “the worst enemy of a good design is a better design,” and I agree. Yet, there is a point where the design is good enough taking into consideration many factors, such as budget, time, and tests (in the aerospace industry weight-saving exercises on the test MSNs – Manufacturing Serial Numbers. i.e. MSN007 and below – are mandatory).
Nowadays, the list of available CAE (computed aided engineering) software able to do the lightweighting work of the engineer and designer is long, and there’s the temptation to rely on this technology. Generative designs and topology optimization are valuable approaches that optimize the workflow and re-design iterations using parameters, laws, and rules. Additionally, traditional and simple infill definitions such as Honeycomb or the more complex lattice algorithms can team up with a well-educated and smart design for the “more than good enough” design (also known as Frozen design).
At some point, however, we need to provide the human input and compromise when we have reached a balance between improvements and time consumed.
You May Also Like:


Lead image source: 3D printing material maker ColorFabb collaborated with printer maker Colossus on a foaming granule material for the Colossus large-format XS Printer (Source: Colossus)
License: The text of "Foaming 3D Printing Filament Unlocks Up To 70% Lighter Parts" by All3DP Pro is licensed under a Creative Commons Attribution 4.0 International License.