
Metal Binder Jetting 3D Printing: Desktop Metal vs. HP vs. Markforged

Learn all you need to know about binder jetting metal 3D printing: The technologies, top 3D printers, and 3D printing services.
Only a handful of companies make metal binder jetting 3D printers, but among them are three of the top names in the additive manufacturing industry: Desktop Metal, HP, and Markforged.
Here we take a look at the offerings from each to help you make the best purchasing decision. Even if you’re outsourcing your 3D printing, you can pick a provider offering the machine that best fits your application.
First, let’s explore what metal binder jetting is, then what it’s used for, and who’s using it.

From Volkswagen automobiles to Cobra golf clubs, manufacturers are turning to metal binder jet 3D printing technology over traditional metal methods (and over other metal 3D printing technologies) for a host of reasons (speed, size, volume, materials) that we will detail below. But first, if you’re not familiar with metal binder jetting, let’s take a quick look.
Get metal custom parts 3D printed easily and affordably!
| Printer | Build Volume (mm) | Min. Layer Height / Resoluion | Materials | Speed | Printhead Tech / # nozzles |
|---|---|---|---|---|---|
| HP Metal Jet S100 | 430 x 309 x 170 | 35 microns / 1,200 x 1200 dpi | Stainless steel (17-4 PH, 304L, 316L), + custom development | 1,990 cm3/h | thermal printhead, 63,360 nozzles |
| Markforged PX100 | 250 × 217 × 70 or 250 × 217 × 186 | 35 microns / 8,000 x 1,600 DPI | Stainless steels (316L, 17-4) 4140 Low Alloy Steel, Titanium (Ti64), Copper, Inconel 625 & 718, M247 Nickel Superalloy, tool steel (H13, D2), + custom development | 1,000 cm3/h | thermal printhead, 70,400 nozzles |
| Desktop Metal Production System P-50 | 490 x 380 x 260 | 50 microns / 1,200 x 1,200 dpi | Open material platform. Same metal powder used in MIM industry. | 12,000 cm3/h | 8 piezo-electric printheads / 16,384 nozzles |
| Desktop Metal Shop System | 350 x 222 x 50-200 | 50 microns / 1,600 x 1,600 DPI | Stainless steel (17-4 PH, 304L, 316L), CoCrMo, Nickel Alloy IN625 | 800 cm3/h | thermal printhead, 70,000 nozzles |
| Desktop Metal X25 Pro | 400 x 250 x 250 | 30 microns / > 30 µm voxels | Stainless steel (17-4 PH, 304L, 316L), Inconel 718, tool steel (M2,H13), copper, + custom development | 1,200 cm3/h | 2 piezo-electric printheads, 2,048 nozzles |
| Desktop Metal X160 Pro | 800 x 500 x 400 | 30 microns / > 30 µm voxels | Stainless steel (17-4 PH, 304L, 316L), Inconel 718, tool steel (M2,H13), copper, + custom development | 3,120 cm3/h | 4 piezo-electric printheads, 4,096 nozzles |
What is Metal Binder Jetting?
Binder jetting is a method of 3D printing that uses a liquid binding agent to bond powdered metal materials, layer by layer, to create solid, complex shapes. Whether metal, plastic, sand, or another powdered material, the core binder jetting process is the same.
As the build progresses, metal powder is deposited into the build chamber, then a roller spreads and slightly compacts a thin layer of powder over the build platform. A printhead with inkjet nozzles passes over the bed, selectively depositing millions of nanogram-sized droplets of a binding agent in the shape of a cross-section of the part. The binder bonds the powder particles together. When one layer is complete, the build platform moves down and the roller recoats the surface with more metal powder. The process then repeats, bonding the new layer to the layer below until the parts are complete.
Although the core elements of metal binder jet technology are the same across HP, Markforged, and Desktop Metal, each has some unique (often patented) approaches to the internal mechanics, materials, and software that can make a difference in speed, part quality, east of use, and process efficiency.

Resolution and Fine Detail
HP, Markforged, and Desktop Metal all offer layer heights in the 30- to 50-micron range (the width of a human hair is around 70 microns). Their resolutions is measured in dots per inch (DPI), which you may be familiar with as a 2D metric. In binder jetting, DPI is used to describe the resolution or granularity of the binder deposition. The DPI value represents how finely the binder can be deposited onto the powder bed. A higher DPI value means the printer can apply the binder more precisely and in smaller increments, resulting in finer details and higher resolution in the final 3D-printed object.
DPI is a bit of a vague measure since it doesn’t easily translate into a part size. Markforged claims the highest DPI at 8,000 x 1,600, but it’s important to note that DPI is just one factor affecting the overall resolution and quality of a binder jet print. Other factors, such as the type of powder material used, layer thickness, and the printer’s overall mechanics and calibration, also play significant roles in determining the final level of detail in your parts.
Desktop Metal’s X-Series reports its resolution in voxels, which is a 3D pixel representing the smallest feature size the printer can create. The X-Series have resolutions of around 30-micron voxels. Again, that translates into detail smaller than a human hair. Also look for dimensional tolerance measurement. The X-Series claims a dimensional tolerance of less than 1%. The Desktop Metal Production System has ±2.0% dimensional tolerance.

Metal Powder Management
After printing, the parts are encased in the unused powder that supports the build enabling complex geometries often without any printed supports. There may be a curing or drying step at this stage that can involve heating the parts in their powder bed after which the parts are removed from the powder once it cools down.
Excess powder is collected and can be reused when refreshed (or mixed) with virgin powder. Removing powder and preparing powder for the next build can require one or two additional pieces of equipment called a depowdering station and a powder management system. Because binder jetting is a “cold” process, unlike laser powder bed sintering, more of the metal powder (close to 99%) can be reused, which cuts costs.

Right out of the powder, parts basically consist of metal particles bound together with a polymer adhesive. These so-called “green parts” are fragile and not usable as is. These parts are called “brown parts” if they’ve had a curing step that removes some of the binder.
The next step involves removing the rest of the binder from the metal part to create a 96% to 99% metal part. The parts go into a furnace for heat treatment (a process called sintering) that burns out the binder and condenses the parts. It removes or diminishes the pours left behind from removing the binder. Other post-processing can include filling the pores of the metal part with another material to create a desired matrix or composite material.
Depending on the temperature of the furnace and the time parts are sintered, they can be 99% dense (the same quality as injection molding) or as much as 60% porous. Porosity is a desired effect for some applications.

Print Parameters & Metal Choice
The printing, curing, and sintering parameters are all tuned for the specific part geometry, material, and desired density. You can set your printing solution (printer, curing station, and furnace) to follow a recipe of settings that your printer maker has developed for optimal parts. They’ve done the R&D for you that enables optimal prints without a lot of tuning.
For this reason, you may notice your printer maker offers a limited list of metal powders. Even though almost any metal injection molding powder can be binder jetted, each material requires R&D to find the best parameters. It isn’t economically feasible for printer makers to spend the time developing parameters for every powder so they typically offer just a few and can work with you on R&D if you require something special.
The binders are typically proprietary to each manufacturer and are tuned to work with specific binder jetting printhead nozzles. Although none of the manufacturers we’re looking at reveal their binder chemistry, they each will say their binders are particularly strong and burn out of the powder cleanly during sintering.
Metal Binder Jetting Price
As you may expect, these systems begin in the six figures, and that’s just for the printer unit. HP, Markforged, and especially Desktop Metal have various packages and configurations, so it is difficult to narrow down a price tag. The main consumer of these systems are operations that produce metal parts for other companies, such as 3D printing service bureaus or metal contract manufacturers that can achieve an ROI because of the solutions’ speed and throughput compared to CNC machining or metal injection molding.
Why Use Metal Binder Jetting?
Binder jetting has several advantages over traditional metal injection molding and over other forms of metal 3D printing, depending on your requirements. The technology especially shines when it comes to speed and throughput since printheads typically work faster than the lasers or electron beams used in other technologies. Plus, parts can be packed and stacked inside the build chamber, making use of nearly every centimeter of space.
According to research by Amir Mostafaei, assistant professor in the Department of Materials, Mechanical and Aerospace Engineering at the Illinois Institute of Technology, binder jetting is poised to dominate other areas of manufacturing, specifically metal injection molding, because they share the same materials and processes, and size and geometry details, such as wall thickness.
Binder Jetting Pros:
- Vast Material Options. Binder jetting is compatible with a wide range of powdered materials currently available, and because powdered metals are sintered to full density in many other traditional manufacturing processes, proponents of binder jetting say it has the potential to surpass powder-bed fusion in applications and has the widest selection of materials of all AM processes. In theory, binder jetting can be used with any powdered metal material and complementary binding liquid. In practice, metal binder jet 3D printers come “compatible” with select materials because these are the ones with a corresponding binder and have been thoroughly field tested.
- Cold Process. The binder jet printing process is at room temperature, avoiding issues related to residual stress from heat and making the powder around the parts in the build box highly recyclable, saving on material costs, researchers say. [1]
- High Volume. Although not the largest metal 3D printer in terms of build chamber size, binder jetting enables you to nest lots of different parts into one build run. This high-volume production capacity makes it ideal for companies that want to print a lot of complex parts or prototype versions. The technology is a favorite among 3D printing service bureaus that can fit orders from several customers into one build.
- No supports. The need for support structures is significantly reduced for any part geometry produced by binder jetting because the powder bed usually provides enough support, which means greater design freedom (especially for creating internal channels), less material waste, and less time and labor to remove supports, and more space to nest many parts in one build volume. However, some shapes may benefit from support in the sintering process.
- High Speed. Binder jetting is fast and has high production rates, so it can produce large volumes of parts cost-effectively. Although binder jetting is faster than single-laser powder bed fusion metal 3D printing, it is not faster than all types of laser powder bed fusion.
- Versatile Output. Binder jetting can produce various densities with controlled porosity based on the sintering temperature and time, which leads to a wide range of uses. [1]
Binder Jetting Cons:
- Multi-steps. Binder jetting is a multistep process requiring post-processing steps, which, involves additional equipment.
- Distortion risks. The process of making the binder jetted parts more dense – sintering – can result in distortion of the geometry. However, this should be avoidable with proper calculations in advance, which are aided by the printer’s software.
- Manual labor. Moving parts from the printer to the post-processing machines and depowdering the printed parts is usually a manual process. Some depowdering automation is possible depending on the part geometry.

Binder Jetting Metal Part Quality
Metal binder jetting is a very appealing technology for metal part production for all the reasons mentioned above, plus one very important point: lightweighting.
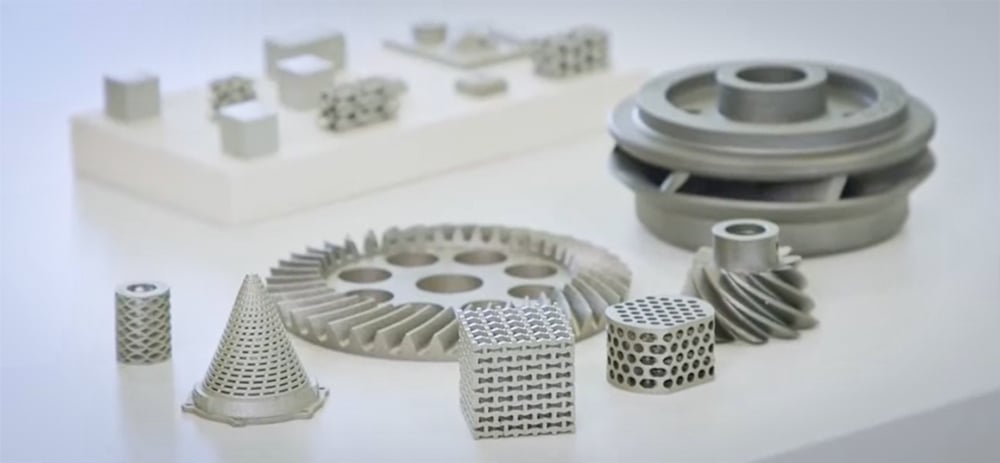
Because binder jetting can print parts with complex pattern infills instead of being solid, the resulting parts are dramatically lighter while being as strong. Binder jetting’s porosity feature can also be used to achieve lighter end parts for medical applications, such as implants.
As with other additive manufacturing processes, binder jetting can produce complex components with internal channels and structures, eliminating the need for welding and reducing the number of parts and the weight of components. Redesigning your metal parts for binder jetting can lead to a dramatic reduction in material used and wasted.
Binder jet parts exhibit high surface smoothness, especially in internal channels.
Despite its advantages, you won’t find a wide variety of metal binder jetting machines on the market. This technology is dominated by the three brands we explore here, plus GE Additive is entering the game this year with its Series 3 binder jet machine. On the other end of the spectrum, an interesting desktop-size metal binder jetting machine from a new company named Sinterjet was on display at the 2022 Formnext additive manufacturing trade show.
When selecting a machine, be sure to request part samples and consider the ease of use of the software; the availability of the materials (proprietary or open); the cost of consumables, such as the binder; and the integration of the complete ecosystems (printer, depowdering station, sinter oven).
How the Top 3 Players in Binder Jet Compare
HP Metal Jet S100

HP inkjet technologies have led a broad range of printing markets for decades, so it’s no wonder that when you talk about 3D printing with inkjets, HP is a major player.
HP started off in polymer 3D printing in 2014 and adopted its binder-and-powder technology called Multi Jet Fusion to metal, called Metal Jet. HP Metal Jet is a binder jet technology that features density after sintering of more than 97%, similar to MIM, the company says. Metal Jet has been available to select manufacturers, such as Cobra Golf, for years, but the latest version, the Metal Jet S100 solution, just became available to customers in 2023.
Unique to HP is the use of a thermal element included with the inkjet heat that not only precisely delivers a binding agent to a powder metal bed, but can heat it as well to remove some of the liquid binding agent.

If you take a look at all of the equipment in the HP Metal Jet S100 photo above, it may seem like a lot, but all of these are required for the process. HP does a nice job integrating all of the parts of the process, leaving out the final sintering oven since most metal fabricators would already have one, plus there are plenty on the market.
The full solution is a metal factory package designed to scale. Key to the ease of use is software that controls each step and a rolling build unit that’s simply pushed from the printer to the curing unit to the power removal and recovery station.
HP has a strong focus on automating metal powder handeling. In fact, you won’t need to “handle” the powder at all since the unused powder is collected in the powder removal station; then you simply roll the build unit into the powder management station where the powder is mixed, sived, and automatically loaded into another build unit.
The final parts can undergo machining and polishing to meet dimensional and surface finish requirements.
Out of the box, HP offers the S100 with 17-4 PH and 316L stainless steel, but says it will work with customers on additional metal materials commonly used in MIM or those specific to customer applications.
The full HP Metal Jet S100 Printing Solution consists of:
- Powder Management Station
- Powder Removal Station
- Curing Station
- Build Unit
- Printer
Additionally, HP offers a comprehensive suite of onboarding, maintenance, and professional services to help customers get the most value out of HP Metal Jet technology.
Markforged PX100
Markforged is one of the leading 3D printer makers using extrusion technology for both metal and polymers, but to expand into metal binder jetting, it acquired the Swedish metal binder jet maker Digital Metal in 2022.
In 2023, Markforged renamed the Digital Metal DMP Pro binder jet printer as the Markforged PX100, available in two sizes.
Once a part of Höganäs, one of the world’s largest and oldest makers of metal powder, Digital Metal was established in 2004 to explore technologies that would lead to the sale of more metal powder. Originally designed to prove that metal binder jetting could produce quality parts, not as a saleable piece of equipment, the PX100 was a bit overengineered, the company says. Yet that engineering has led to a precision and part quality that sets it apart, according to Markforged.

The base of the machine is a slab of granite that’s required to stabilize the unit and eliminate vibrations during printing. This is why the PX100 is nearly twice as heavy as any other metal binder jetting solution. There are also smooth linear motors and air bearings, which Markforged says leads to exacting precision and static accuracy better than 1 micron.
The company’s binder jet solution focuses on producing large batches of small and intricate metal parts. With its 250 × 217 × 186 print volume, it can make larger parts, but customers have opted for this solution for its ability to make hundreds or even thousands of small parts at a time, such as watch faces and medical instruments.
Markforged offers the full ecosystem of accessories covering depowdering and powder management with your choice or manual or automatic versions.

There’s a relatively basic downdraft table for preparing powder for the printer, a manual depowdering station or a semi-automatic depowdering station, and a fully automated powder handling system that connects to the manual or semi-automatic depowdering station and automatically dispenses new powder, mixes it with powder collected from the depowdering station, and sieves it at a capacity of 120 kg/h.
Because the method doesn’t require heat or a curing or drying step, there’s no lengthy cool down or heat up, and the time between batches can be as little as 15 minutes.
Desktop Metal Production System P-50
Desktop Metal’s flagship metal binder jet 3D printer, the Production System P-50, is a high-speed metal solution for mass production. The Production System launched in 2017 and has undergone several upgrades and advancements since then.
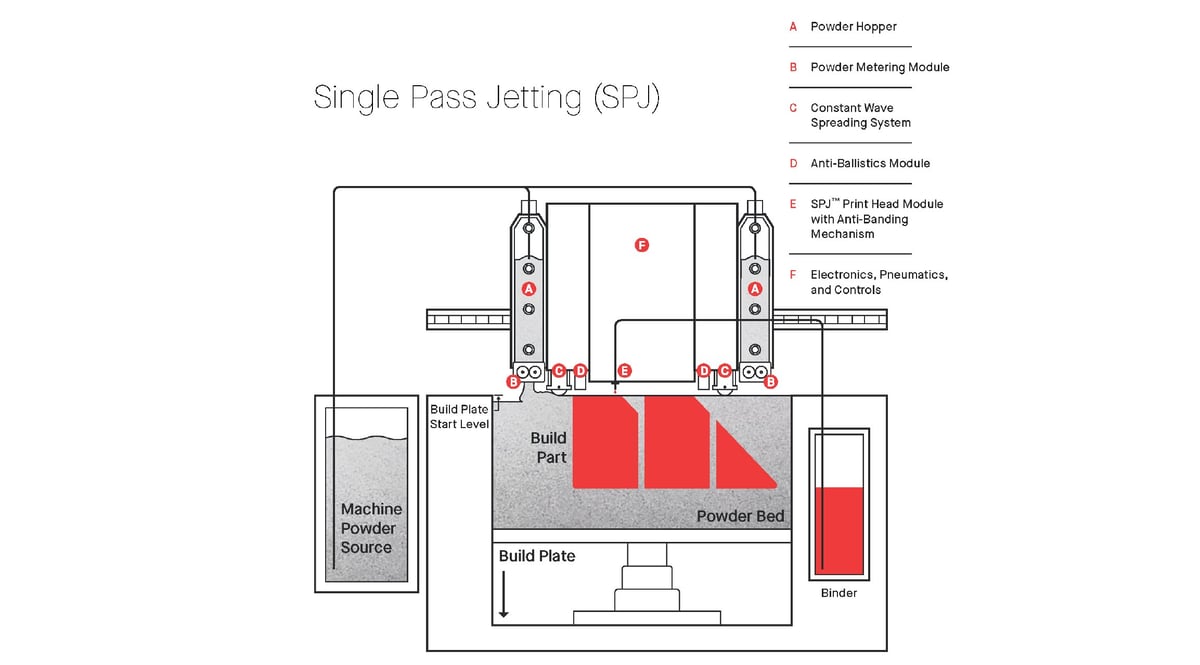
Desktop Metal’s standout features include the “single pass jetting” technology and the “constant wave spreading technology”.
As we detailed above, binder jetting involves depositing powder, spreading it into a thin layer, then depositing a binder. Single pass jetting combines these three processes into a single, unified step. With a single pass of the integrated carriage, a full layer is completed. By performing these steps concurrently, each layer is completed in as little as 3 seconds. The Production Systems has the highest print speed of the three brands.
The wave spreading technology ensures consistent powder density on each layer, the company says.
The Production System features a gas management system that maintains an inert environment within the build chamber, which is necessary for producing parts with reactive metals such as titanium and aluminum.
After printing, parts still encased in powder are put into an oven to “activate the binder” which leads to stronger green parts. The completed build box is then moved to a depowdering station where the loose powder is removed, and parts are prepared for sintering. Although Desktop Metal does make a small furnace, it says you’ll likely need an industrial-size furnace to keep up with the Production Systems’ output.

On the software side, Desktop Metal offers a handy “Live Sinter” simulation feature that predicts and corrects for shrinkage and distortion in metal parts 3D printed with binder jetting technology. Sinter-ready, printable geometries are provided in as little as 20 minutes and deliver highly accurate final part results.
After scan-based adjustments, Live Sinter enables correcting for complex distortion effects, yielding parts that consistently fall well within 1% of the target dimension with as low as +/- 0.3% deviation, avoiding distortion, warping, and other common sintering challenges, as well as the cost and time associated with supports or setters.
3D print customer-ready parts with densities up to or exceeding 99% without the need for infill or a solvent debind step. With properties similar to castings.
Materials
The Production System produces parts from 16 different metals—including stainless steels, copper, gold, silver, and reactive metals, but Desktop Metal will also work with customers to implement other material choices.
Desktop Metal Production System P-1
Desktop Metal designed Production System P-1 to bridge the gap between binder jetting R&D and mass production. The P-1 (launched in 2020) offers the same part quality as its big brother, the P-50. It’s smaller and slower, but produces parts with the same resolution and quality as the P-50 so you can develop your material, binder, and design processes more cost-effectively than powering up the P-50. Once you’ve nailed down your processes on the smaller P-1, you can transfer them to the P-50 when you’re ready to scale up.
The Desktop Metal Production System P-1 and P-50 both offer controlled atmospheres, including inert environments, that tightly manage attributes such as humidity that may interfere with powder dynamics and also allow for the safe printing of reactive materials, such as aluminum and titanium.
Desktop Metal Shop System

Desktop Metal’s Shop System (available in four build volumes) was designed to bring metal 3D printing to machine shops. Launched in 2019, a few years after the Production System, this solution produces metal parts with good surface finish and resolution that doesn’t require a dedicated engineer, the company says.
The four-unit full system includes the printer, a drying oven, a powder station, and a furnace. After printing, the entire build box containing the printed parts is placed into the oven for a thermal cure process that gives printed parts in the green state additional strength before depowdering. Depending on the material, a solvent debinding process may be required before sintering.
After the oven, parts encased in powder head over to the depowdering station, which sieves and reclaims the unused powder for reuse. Parts then go into the furnace for high-temp sintering.
The Shop System printer prints with a single pass like the Production System but not bi-directionally, so the print speed is a bit slower.
Another difference compared to the Production Systems is supports. Desktop Metal says supports are not required with the Production System, saving material and labor, but the Shop System can print with Separable Supports via a ceramic release layer interface technology and can be broken away by hand after sintering
Unlike its open material big brother, the Production System, the Shop System is optimized for only Desktop Metal brand stainless steels, nickel alloys, and cobalt chrome with other materials in development. If you buy the Shop System Pro package, you can unlock the ability to use third-party metal powders instead of being locked into only Desktop Metal powders.
Desktop Metal also offers Shop System+, which is a program involving discounts on powders and binders.
Desktop Metal X25 Pro

Desktop Metal inherited the metal binder jet technology and patented materials of its closest rival ExOne when it acquired the company in 2021. Since then, those machines have also seen some upgrades, including new names: InnoventX, X25Pro, and X160Pro. ExOne was one of the pioneers the commercialization of metal binder jetting almost two decades ago.
The X-Series differs from Desktop Metal’s Shop and Production systems in a number of ways. X-Series machines can all process ceramic powders, such as alumina and aluminum nitride, in addition to sand, “composite powders”, and metal powders.
The X-Series has what the company calls Triple ACT (Advanced Compaction Technology), which is a patent-pending way of dispensing, spreading, and compacting metal powders in the printing process. X-Series systems can achieve dimensional tolerances of less than 1%, the company says. By comparison, the Production System has ±2.0% dimensional tolerance.
Another difference between the X-Series and the Shop Systems is the print heads. The Shop System uses a less expensive thermal printhead, whereas the X-Series and Production System printers use piezo printheads. Desktop Metal says piezo printheads may have higher resolution, better durability, and more performance and material options. The X-Series printers also do not feature an inert environment like the Production System.
Desktop Metal’s various machine design approaches resolve different challenges and offer different benefits.
The InnoventX is the company’s machine aimed at educating students, researching in labs, or getting started with application development. Similar to the Desktop Metal Production System P-1, which is the R&D platform before projects go to the P-50 version, the InnoventX could be the step before the X25 Pro or the X160Pro. It’s print speed is just 54 cm3/h.
The X25 Pro has a uni-directional binder jetting module and a two piezo-electric printheads (2,048 nozzles).
Desktop Metal says the X25 is offered with a complete work cell of ancillary equipment, such as powder conditioning and depowdering systems. It’s unclear if these are the same post-processing equipment as those offered with the Shop and Production systems.
Desktop Metal X160 Pro

Desktop Metal’s X160 Pro is a larger verion of the X25 Pro with almost all of the same features. It’s also almost twice as fast.
Built for high throughput and large-part production, the X60 Pro offers 160 liters of total build volume, large enough to produce parts used in the automotive, aerospace, and defense industries.
The X160 Pro has 4 piezo-electric printheads (4,096 nozzles).
Desktop Metal says the X160 is offered with a complete work cell of ancillary equipment, such as powder conditioning and depowdering systems. It’s unclear if these are the same post-processing equipment as those offered with the Shop and Production systems.
Binder Jetting Metal 3D Printing Services

If you’re not ready to invest in a binder jetting system, there are services with the machines and expertise to deliver the parts you need, whether it’s one spare part or 10,000.
Contract additive manufacturers or 3D printing services offer everything from a simple digital design upload platform where you can get your part in a few days or less to full design and engineering services to walk you through the entire process. Many of the 3D printer makers themselves offer on-demand printing, which is a great way to test out the equipment’s capabilities before you buy.
Metal Binder Jetting Services
Sources:
[1] “Binder jet 3D printing – Process parameters, materials, properties, and challenges” June 2020. Authors: Amir Mostafaei, Illinois Institute of Technology; and Amy M. Elliott, Oak Ridge National Laboratory; et al.
Lead image source: Production metal parts by ExOne
License: The text of "Metal Binder Jetting 3D Printing: Desktop Metal vs. HP vs. Markforged" by All3DP Pro is licensed under a Creative Commons Attribution 4.0 International License.